一种金属冲压模具的制作方法
[0001]
本发明涉及金属加工技术领域,特别涉及一种金属冲压模具。
背景技术:
[0002]
在金属制品加工的过程中,冲压是一种常用的加工方式,其中黄铜棒作为一种常用的黄铜结构形式,现有的金属冲压装置主要利用液压装置将金属原料挤压至挤压模具中经过挤模具后成型,其中常见的一种柱形金属制品在成形时需要被挤压至柱形孔中,在挤压的过程中柱形孔的内壁与金属制品表面经常会相互卡住,虽然通过增加柱形孔内壁的光滑度可以缓解卡住的程度,但是取出最后成型的金属制品还是比较困难。
技术实现要素:
[0003]
本发明的目的是提供一种能金属冲压模具,解决上述问题。
[0004]
本发明的技术方案为:一种金属冲压模具,包括第一挤压筒、第二挤压筒和第三挤压筒;所述第一挤压筒位于所述第二挤压筒的上方,与所述第二挤压筒可拆卸连接;所述第三挤压筒位于所述第二挤压筒的下方,与所述第三挤压筒可拆卸连接;所述第一挤压筒内设置有第一容纳孔,所述第二挤压筒内设置有第二容纳孔,所述第三挤压筒内设置有第三容纳孔,所述第一容纳孔、第二容纳孔和第三容纳孔同心设置,所述第一容纳孔的直径大于所述第二容纳孔的直径,所述第二容纳孔的直径等于所述第三容纳孔的直径。
[0005]
优选的,所述第三挤压筒上设置有凸台,所述凸台卡在所述第二挤压筒内;
[0006]
所述第二挤压筒背对所述凸台的一面设置有凹槽;所述第三挤压筒上设置有向外侧延伸的第一延伸部,所述第一延伸部上竖直设置有通孔;所述第二挤压筒上设置有向外延伸的第二延伸部。
[0007]
优选的,所述第一挤压筒和所述第二挤压筒通过螺栓固定连接。
[0008]
本发明提供的金属冲压模具,在使用时将金属原料置于第一容纳孔中,靠外力挤压使金属原料变形被挤压至第二容纳孔和第三容纳孔成型,最后被挤出切割成成品。在使用的过程中,金属制品和模具一旦有卡住的情况时,可将图1中的螺栓去掉,取下第一挤压筒,通过震动、旋转等方式使得第二挤压筒和第三挤压筒分离,在第二挤压筒和第三挤压筒分离的过程中,金属制品与第二容纳孔和第三容纳孔分离,从而更方便取出最后成型的金属制品。
附图说明
[0009]
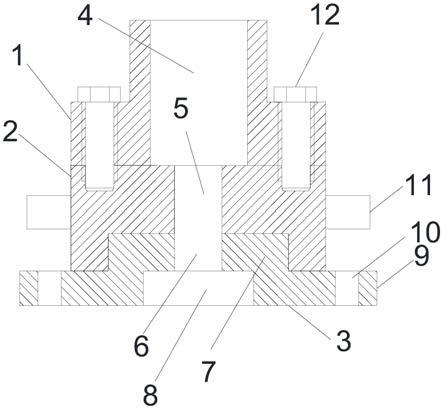
图1为本发明实施例中金属冲压模具的结构示意图。
具体实施方式
[0010]
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
[0011]
参见图1,本发明提供了一种金属冲压模具,包括第一挤压筒1、第二挤压筒2和第三挤压筒3;所述第一挤压筒位于所述第二挤压筒的上方,与所述第二挤压筒可拆卸连接,本实施例中,所述第一挤压筒和所述第二挤压筒通过螺栓12固定连接;所述第三挤压筒位于所述第二挤压筒的下方,与所述第三挤压筒可拆卸连接;所述第一挤压筒内设置有第一容纳孔4,所述第二挤压筒内设置有第二容纳孔5,所述第三挤压筒内设置有第三容纳孔6,所述第一容纳孔、第二容纳孔和第三容纳孔同心设置,所述第一容纳孔的直径大于所述第二容纳孔的直径,所述第二容纳孔的直径等于所述第三容纳孔的直径。
[0012]
作为一种优选的方案,所述第三挤压筒上设置有凸台7,所述凸台卡在所述第二挤压筒内;所述第二挤压筒背对所述凸台的一面设置有凹槽8;所述第三挤压筒上设置有向外侧延伸的第一延伸部9,所述第一延伸部上竖直设置有通孔10;所述第二挤压筒上设置有向外延伸的第二延伸部11。
[0013]
本发明提供的金属冲压模具,在使用时将金属原料置于第一容纳孔中,靠外力挤压使金属原料变形被挤压至第二容纳孔和第三容纳孔成型,最后被挤出切割成成品。在使用的过程中,金属制品和模具一旦有卡住的情况时,可将图1中的螺栓去掉,取下第一挤压筒,通过震动、旋转等方式使得第二挤压筒和第三挤压筒分离,在第二挤压筒和第三挤压筒分离的过程中,金属制品与第二容纳孔和第三容纳孔分离,从而更方便取出最后成型的金属制品。
[0014]
上述实施例仅仅是对本发明的方案举例说明,并不是对方案的限制,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围,这种改动均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1