车用空调压缩机装配机及其装配工艺的制作方法
[0001]
本发明涉及车用空调压缩机领域,尤其涉及一种车用空调压缩机装配机及其装配工艺。
背景技术:
[0002]
目前,行星盘、连杆、活塞组成的运动机构是车用活塞式空调压缩机的关键运动部件,将驱动电机的旋转运动转换为活塞的往复运动,压缩制冷剂,实现压缩机压缩过程。
[0003]
行星盘、连杆、活塞所组成的压缩机核心部件在工作过程中处于高速旋转状态,对整体动平衡有很高的要求。为了保证多组活塞之间受力平衡,需要匹配行星盘、连杆、活塞所组成运动机构的重量平衡,降低重量偏差引起的不平衡运动受力。因此行星盘、连杆、活塞装配过程中需要根据零件重量分组选择装配。
[0004]
在连杆装配到行星盘时,多个连杆分次压紧,每个连杆压紧力差异会引起运动受力不平衡。
技术实现要素:
[0005]
本发明要解决上述现有技术存在的问题,提供一种车用空调压缩机装配机及其装配工艺,实现行星盘、连杆、活塞的整体装配,提高装配效率,通过多组连杆同步压紧装配方法,避免各个连杆分步装配出现压紧力差异。
[0006]
本发明解决其技术问题采用的技术方案:这种车用空调压缩机装配机,包括固定支架,固定支架上设置有固定台板,固定台板上设置有斜盘固定工装,斜盘固定工装的一侧分别设置有行星盘分组供料装置、连杆供料装置,行星盘分组供料装置、连杆供料装置均设置在固定台板上,行星盘分组供料装置的一侧设置有斜盘供料装置,斜盘供料装置设置在固定台板上,斜盘固定工装的另一侧设置有成品出料装置,成品出料装置设置在固定台板上,斜盘固定工装的上方设置有轴向液压压紧板,轴向液压压紧板设置在固定台板上。
[0007]
固定台板上设置有液压固定脚,液压固定脚上设置有固定板,固定板上安装有电机,电机的输出端与轴向液压压紧装置连接。
[0008]
行星盘分组供料装置包括供料盘,供料盘上设置有一组支撑杆,支撑杆设置在行星盘分组供料装置上。
[0009]
斜盘供料装置包括气动抓手一,气动抓手一上连接有滑块一,滑块一上连接有导轨一,滑块一上连接有气缸一,滑块一、导轨一、气缸一均设置在斜盘供料装置上。
[0010]
斜盘固定工装包括支撑座,支撑座上设置有斜盘固定工位。
[0011]
连杆供料装置包括气动抓手二,气动抓手二上连接有滑块二,滑块二上连接有导轨二,滑块二上连接有气缸二,滑块二、导轨二、气缸二均设置在连杆供料装置上。
[0012]
成品出料装置包括气动抓手三,气动抓手三上连接滑块三,滑块三上连接有导轨三,滑块三上连接有气缸三,滑块三、导轨三、气缸三均设置在成品出料装置上。
[0013]
上述的车用空调压缩机装配机的装配工艺,包括如下步骤:
[0014]
s1、斜盘固定工装安装在固定台板,调整斜盘固定工装定位,使斜盘固定工装基准面与固定台板平面保持平行,与固定支架轴线保持垂直;
[0015]
s2、斜盘固定工装由液压固定脚压紧;
[0016]
s3、斜盘由斜盘供料装置输入到斜盘固定工装,并固定;
[0017]
s4、在行星盘分组供料装置上选取行星盘,放置在斜盘上,并固定;
[0018]
s5、连杆通过连杆供料装置输入到行星盘上,并固定;
[0019]
s6、斜盘固定工装旋转,将所有连杆装入行星盘;
[0020]
s7、全部连杆安装到行星盘上之后,轴向液压压紧板下行,对斜盘、行星盘、连杆三组零件进行同步压紧装配;
[0021]
s8、检查连杆与行星盘之间压紧间隙,调整轴向液压压紧板压紧力;
[0022]
s9、检查各组连杆与行星盘之间压紧间隙一致性;
[0023]
s10、成品由成品输送装置输出。
[0024]
本发明有益的效果是:本发明的车用空调压缩机装配机及其装配工艺,实现行星盘、连杆、活塞的整体装配,提高整体的装配效率,提高工作效率,提高压缩机的装配效率,提高生产效率,降低生产成本,通过多组连杆同步压紧装配方法,避免各个连杆分步装配出现压紧力差异。
附图说明
[0025]
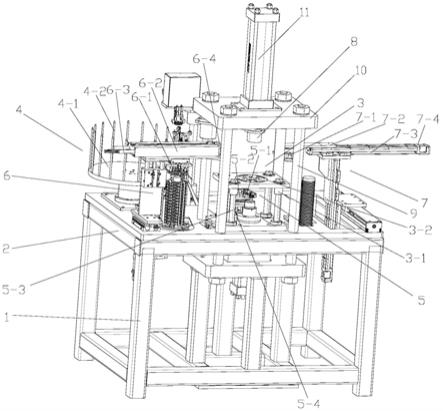
图1为本发明实施例的结构示意图。
[0026]
附图标记说明:固定支架1,固定台板2,斜盘固定工装3,行星盘分组供料装置4,连杆供料装置5,斜盘供料装置6,成品出料装置7,轴向液压压紧板8,液压固定脚9,固定板10,电机11,供料盘4-1,支撑杆4-2,气动抓手一6-1,滑块一6-2,导轨一6-3,气缸一6-4,支撑座3-1,斜盘固定工位3-2,气动抓手二5-1,滑块二5-2,导轨二5-3,气缸二5-4,气动抓手三7-1,滑块三7-2,导轨三7-3,气缸三7-4。
具体实施方式
[0027]
下面结合附图对本发明作进一步说明:
[0028]
参照附图:本实施例中的车用空调压缩机装配机,包括固定支架1,固定支架1上设置有固定台板2,固定台板2上设置有斜盘固定工装3,斜盘固定工装3的一侧分别设置有行星盘分组供料装置4、连杆供料装置5,行星盘分组供料装置4、连杆供料装置5均设置在固定台板2上,行星盘分组供料装置4的一侧设置有斜盘供料装置6,斜盘供料装置6设置在固定台板2上,斜盘固定工装3的另一侧设置有成品出料装置7,成品出料装置7设置在固定台板2上,斜盘固定工装3的上方设置有轴向液压压紧板8,轴向液压压紧板8设置在固定台板2上。
[0029]
固定台板2上设置有液压固定脚9,液压固定脚9上设置有固定板10,固定板10上安装有电机11,电机11的输出端与轴向液压压紧板8连接。
[0030]
行星盘分组供料装置4包括供料盘4-1,供料盘4-1上设置有一组支撑杆4-2,支撑杆4-2设置在行星盘分组供料装置4上。
[0031]
斜盘供料装置6包括气动抓手一6-1,气动抓手一6-1上连接有滑块一6-2,滑块一6-2上连接有导轨一6-3,滑块一6-2上连接有气缸一6-4,滑块一6-2、导轨一6-3、气缸一6-4
均设置在斜盘供料装置上6。
[0032]
斜盘固定工装3包括支撑座3-1,支撑座3-1上设置有斜盘固定工位3-2。
[0033]
连杆供料装置5包括气动抓手二5-1,气动抓手二5-1上连接有滑块二5-2,滑块二5-2上连接有导轨二5-3,滑块二5-2上连接有气缸二5-4,滑块二5-2、导轨二5-3、气缸二5-4均设置在连杆供料装置5上。
[0034]
成品出料装置7包括气动抓手三7-1,气动抓手三7-1上连接滑块三7-2,滑块三7-2上连接有导轨三7-3,滑块三7-2上连接有气缸三7-4,滑块三7-2、导轨三7-3、气缸三7-4均设置在成品出料装置7上。
[0035]
上述的车用空调压缩机装配机的装配工艺,包括如下步骤:
[0036]
s1、斜盘固定工装3安装在固定台板2,调整斜盘固定工装3定位,使斜盘固定工装3基准面与固定台板2平面保持平行,与固定支架1轴线保持垂直;
[0037]
s2、斜盘固定工装3由液压固定脚9压紧;
[0038]
s3、斜盘由斜盘供料装置6输入到斜盘固定工装3,并固定;
[0039]
s4、在行星盘分组供料装置4上选取行星盘,放置在斜盘上,并固定;
[0040]
s5、连杆通过连杆供料装置5输入到行星盘上,并固定;
[0041]
s6、斜盘固定工装3旋转,将所有连杆装入行星盘;
[0042]
s7、全部连杆安装到行星盘上之后,轴向液压压紧板8下行,对斜盘、行星盘、连杆三组零件进行同步压紧装配;
[0043]
s8、检查连杆与行星盘之间压紧间隙,调整轴向液压压紧板压8紧力;
[0044]
s9、检查各组连杆与行星盘之间压紧间隙一致性;
[0045]
s10、成品由成品输送装置7输出。
[0046]
斜盘固定工装3安装在固定台板2,调整斜盘固定工装3定位,使斜盘固定工装3基准面与固定台板2平面保持平行,与固定支架1轴线保持垂直;
[0047]
斜盘固定工装3由液压固定脚9压紧;
[0048]
斜盘由气动抓手一6-1抓起,沿导轨一6-3运输到斜盘固定工装3上,通过定位销与定位孔固定;
[0049]
安装连杆供料重量,选择合适重量行星盘,放置在斜盘上,由定位销定位,与斜盘之间实现径向固定,轴向自由;
[0050]
连杆由气动抓手二5-1抓起,沿导轨二5-3运输到斜盘固定工装3上,与行星盘实现径向固定,轴向自由;
[0051]
步进电机带动斜盘固定工装3旋转一定角度,将下一组连杆安装到行星盘上;
[0052]
全部连杆安装到行星盘上之后,轴向液压压紧板8下行,对斜盘、行星盘、连杆三组零件进行同步压紧装配;
[0053]
检查连杆与行星盘之间压紧间隙,调整轴向液压压紧板压8紧力;
[0054]
检查各组连杆与行星盘之间压紧间隙一致性;
[0055]
成品由气动抓手三7-1抓起,沿导轨三7-3输出。
[0056]
固定支架1为四立柱式,中间安装有固定台板2,固定支架1与固定台板之间2紧固并保持垂直,为斜盘与行星盘安装提供定位基准.
[0057]
固定台板2上设计有多个液压固定脚9,可以将斜盘固定工装3压紧在固定台板2
上,可以通过更换斜盘固定工装3,满足不同型号压缩机产品生产要求。装配的斜盘固定在斜盘固定工装上。
[0058]
轴向液压压紧板设计在固定台板上方,与固定台板保持平行,可以在液压驱动下沿固定支架轴向运动,为斜盘、行星盘、连杆的装配提供轴向推力。通过改变液压压力可以控制装配过程中的轴向推力。
[0059]
斜盘供料装置采用气动抓手一,供料支架与固定工装之间设计导轨三,实现斜盘自动供料。
[0060]
行星盘供料装置设计有重量分组,按照行星盘每组重量差,如
±
0.5g,进行分组,根据装配的连杆重量,匹配重量合适的行星盘,弥补行星盘、连杆、活塞整体重量偏差。
[0061]
连杆采用气动抓手二自动供料,连杆由导轨二运送至行星盘安装处,并由固定工装实现连杆、行星盘之间径向固定、轴向自由。每个连杆固定在行星盘上之后,行星盘旋转一定角度,安装下一个连杆。
[0062]
所有连杆与行星盘安装之后,轴向液压压板下行,将连杆压紧在行星盘上。各个连杆在压紧过程中同步受力,避免分次压紧造成压紧力不均匀。
[0063]
本发明实施例的特点是:本发明的车用空调压缩机装配机及其装配工艺,实现行星盘、连杆、活塞的整体装配,提高整体的装配效率,提高工作效率,提高压缩机的装配效率,提高生产效率,降低生产成本,通过多组连杆同步压紧装配方法,避免各个连杆分步装配出现压紧力差异。
[0064]
虽然本发明已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1