一种高速智能带锯床的制作方法
[0001]
本发明涉及锯床技术领域,尤其涉及一种高速智能带锯床。
背景技术:
[0002]
带锯床一般包括底座、床台和锯架,底座上安装有床台,床台用于放置、运输以及夹紧待切物料,床台上方安装有可升降的锯架,锯架上安装有主动轮、从动轮,锯带被张紧套设在主动轮、从动轮上,只有当锯带有足够的张紧力才能随主动轮运动,并带动从动轮转动,然而当张紧力过大时,锯带寿命会受到影响,因此张紧力需要及时调整;主动轮转动带动锯带循环运动,锯切时锯架下降,竖直向下切割物料,锯条底部在作水平(即锯切方向)运动的同时作竖直向下(即进给方向)运动,只有当锯切速度和进给速度达到合理配置,才能使锯切效率和锯带的使用寿命得到最优化;另一方面,由于物料的材质、形状及硬度等参数极大地影响了锯切速度和进给速度,尤其是许多物料与锯带的接触面在锯切过程中会发生变化,此时锯带受到的阻力也会随时发生变化,只有及时调整锯切速度和进给速度才能高效锯切出高精度材料,同时保证锯带的使用寿命,因此在锯切过程中随时自动控制调整锯切速度和进给速度就显得尤为重要。
[0003]
目前的自动带锯床通常是根据主电机的输出扭矩和张紧力反馈给进给液压装置和张紧液压装置,以实现在锯切过程中调节进给速度和张紧力,然而锯切速度却无法得到控制,使得锯切速度与进给速度无法合理匹配,无法达到真正的锯切负载的恒定控制,锯带寿命也因此受到影响;另一方面进给速度仅通过输出扭矩,即锯带受到的水平力来调节,没有考虑到锯带受到竖直方向的压力,调节参数过少,进给速度无法得到最优控制。
[0004]
例如,一种在中国专利文献上公开的“带锯床恒功率锯切的控制方法及其智能带锯床”,其公告号cn105033352b,包括控制系统、锯架系统、进给系统以及夹持机构,旋转编码器安装在从动锯轮的转轴上,实时检测从动锯轮的转速;功率传感器检测变频器反馈电流大小,并通过旋转编码器后传输给下位机;下位机通过采集得到的主电机的转速和扭矩数据,通过进给流量阀控制电机调整进给流量阀的开度,改变进给油缸活塞杆的升降速度;下位机通过传感器的反馈,调整电液比例溢流阀的压力,实现张紧油缸的张紧力控制。此发明通过主电机的转速和扭矩数据以及张紧力数据控制油缸活塞杆的升降速度和张紧油缸的张紧力控制,其不足之处是,控制系统无法形成闭环,锯切速度无法及时调整,无法达到真正的恒功率控制,锯带寿命无法得到最优化。
技术实现要素:
[0005]
本发明是为了克服现有技术的带锯床控制系统无法形成闭环,锯切速度无法及时调整,进给速度调节参数过少,锯带寿命无法得到最优化的问题,提供一种高速智能带锯床,双反馈控制进给速度,并通过进给速度调节锯切速度,形成闭环矢量控制,优化锯切效率,延长锯带寿命。
[0006]
为了实现上述目的,本发明采用以下技术方案:
一种高速智能带锯床,包括:床台,用于放置并夹持运输物料;锯架,设置在床台上方,所述锯架上转动连接有由主电机驱动的主动轮和从动轮,主动轮和从动轮上套设有锯带;张紧检测装置,用于检测并调节锯带的张紧力;锯背压力反馈装置,用于检测锯带背部压力;伺服升降驱动系统,通过锯带背部压力以及主电机的输出扭矩的反馈值控制锯架升降速度,通过所述锯架升降速度的反馈值控制主电机转速。
[0007]
锯带在切割横截面宽度或硬度等参数不一致的物料时,锯带与物料的接触面在锯切过程中会发生变化。以圆钢为例,圆钢横截面宽度从上到下先变大再变小,锯带与圆钢的接触面也是先变大再变小,这导致了锯带受到钢管反馈的向上压力也会产生相应变化,本发明在锯带背部设置的锯背压力反馈装置,锯带受力上抬后锯背将压力值通过锯背压力反馈装置反馈给伺服升降驱动系统,当压力增大时,伺服电机转速下降,进给速度降低,反之进给速度升高;同时,驱动主动轮转动的主电机通过编码器将输出扭矩反馈给伺服升降驱动系统,当输出扭矩增大时,伺服电机转速下降,进给速度降低,反之进给速度升高;与现有技术的仅通过输出扭矩的单反馈控制相比,本发明的特点在于通过输出扭矩和锯背压力形成双反馈控制锯架升降速度,即进给速度,同时当进给速度发生变化时,主电机转速发生相应改变,形成闭环矢量控制,锯切速度与进给速度得到合理配置,锯切效率高,锯带寿命得到极大延长。本发明使用伺服电机驱动滚珠丝杠旋转带动锯框升降,调节精度高,实现快速调节,同时锯架两侧设置平衡缸系统,利用油压抵消锯架自重,同时方便调节锯架左右平衡。
[0008]
作为优选,还包括使锯带上下振动的脉冲断屑装置,所述脉冲断屑装置上设有点压件,所述点压件用于间歇式点压锯带背部,所述点压件上设有锯背压力反馈装置。
[0009]
由于材料特性,在锯切某些物料时会产生较长的切屑,当切屑过长时会影响锯切精度和锯切效率,本发明设置了脉冲断屑装置,通过点压件以一定频率点压锯带背部使锯带上下振动,从而及时切断或振落切屑;同时,由于点压件不断接触锯带背部,通过将锯背压力反馈装置,例如压力传感器等,集成在点压件与锯带背接触的一侧上,能将锯背所受压力值及时反馈至升降伺服电机,断屑功能与反馈功能集成在同一机构内。
[0010]
作为优选,所述点压件与脉冲断屑装置弹性铰接,所述脉冲断屑装置包括由伺服电机驱动的拨轮,所述拨轮靠近点压件的一侧沿周向设有拨动面,所述拨动面与点压件表面贴合,随着拨轮转动拨动面带动点压件振动。
[0011]
伺服电机驱动拨轮转动并控制转速,拨动面沿周向起伏设置,包括间隔设置的下压部和上抬部,拨动面抵接在点压件外表面,拨轮转动一定角度,当拨动面下压部(可以为平面或凸面)与点压件贴合时,点压件被压向锯带,带动锯带下压;拨轮继续旋转,拨动面凸出部分离开点压件,点压件在弹性作用下上抬,拨动面上抬部(可以为凹面或平面)与点压件贴合,点压件离开锯带,锯带上抬,如此循环往复,锯带实现上下振动。进一步地,点压件靠近拨轮的一端设有转轴,转轴上套设有轴承,拨动面的下压部为平面,上抬部为与轴承外周曲率一致的凹面,轴承周面与拨动面贴合,拨动面带动轴承转动的同时使点压件端部上下振动,该结构避免了拨轮与点压件的硬接触,减少拨轮和点压件的磨损,延长使用寿命。
由于物料材质和形状影响锯屑形态,伺服电机可根据所切物料调整转速从而调整断屑频率。
[0012]
作为优选,脉冲断屑装置共设有两个且分别设置在锯带靠近从动轮的一端和靠近主动轮的一端,两个脉冲断屑装置上的点压件同步点压锯带背部,锯背压力反馈装置设置在靠近主动轮一端的点压件上。
[0013]
在锯带松弛段(即靠近从动轮的一段)和张紧段(即靠近主动轮的一段)均设有脉冲断屑装置和点压件,由于锯屑只在张紧段产生,因此位于张紧段的该装置起到断屑作用,由于锯带在点压件作用下上下振动,通过在松弛段也设置一套相同的装置,保证锯带沿其长度方向同步上下振动,以保证锯切效果和锯带寿命。
[0014]
作为优选,还包括锯带夹持装置,所述锯带夹持装置设置在锯带松弛段,所述锯带夹持装置包括两个直径相异且分别设置在锯带两侧的导向轮,所述锯带夹持装置上铰接有压杆,所述压杆一端通过驱动装置驱动,所述压杆另一端转动连接有一个导向轮。
[0015]
锯带安装在主动轮和从动轮上后,锯带带面水平,为了锯带能够向下切割,需将锯带下方段扭转90
°
,使刀刃垂直于物料,因此带锯床的松弛段和张紧段均需要设置导向装置,在两个导向装置之间的锯带带面竖直设置,现有技术中,为了保证导向效果,通常在导向装置靠近主动轮或从动轮的一侧设置导向轮,通过在锯带两侧分别设置导向轮以起到预导向和夹紧作用。本发明在松弛段的导向装置靠近从动轮的一侧设置锯带夹持装置,通过驱动装置,例如液压装置,向外推动压杆一端,压杆另一端带动导向轮压向另一侧导向轮,两个导向轮压紧锯带,减少锯带松弛段前后(垂直于带面方向)振动,使锯带运行更稳定,保证加工精度;另一方面,两侧导向轮线速度相同,但由于两侧导向轮直径不一致,两侧导向轮转速不一致,导向轮振动频率相异,避免了两侧导向轮同时与锯带振动频率一致形成的共振,使锯带运行更稳定,保证加工精度,减少噪音,延长锯带寿命。进一步地,压杆另一端通过调心轴承与导向轮连接,保证导向轮周面保持竖直,避免锯带出现偏斜,保证锯切效果。
[0016]
作为优选,还包括设置在锯带张紧段的钢刷,所述钢刷包括两个分别设置在锯带两侧的刷轮和触头感应装置,驱动装置驱动两个刷轮向相异方向转动,所述刷轮通过万向联轴器与驱动装置连接,两个刷轮通过弹性件始终保持贴合,所述刷轮上设有触头,当刷轮用尽时触头与触头感应装置接触。
[0017]
钢刷用于清除粘附在锯带上的锯屑,通过齿轮传动结构带动刷轮在锯带两侧逆向旋转,保证两个刷轮从两侧同向刷除锯屑,在使用过程中,刷轮表面会逐渐磨损,导致刷轮直径逐渐变小,通过设置万向联轴器和弹性件保证两个刷轮在缩小过程中外周始终保持贴合;另一方面,在刷轮上设置与刷轮同步内缩的触头,当刷轮完全用完时,触头与触头感应装置接触,将信号反馈至控制系统提醒更换刷轮。
[0018]
作为优选,所述主动轮由主电机驱动并通过减速机传动,所述减速机输出轴上固定有主轴座,所述主轴座固定在锯架上,所述主轴座上设有轴承,所述主动轮套设在轴承上,所述减速机输出轴端部与主动轮固定连接。
[0019]
现有技术的主动轮直接连接在减速机输出轴上,减速机输出轴为主动轮转动提供输出扭矩,由于主动轮同时受到锯带对它的作用力,减速机输出轴上负载极大,应力集中,在锯切过程中易产生减速机输出轴断裂的问题。输出轴端部带动主动轮转动,通过设置主
轴座将负载转移分散至整个锯架上,另外只需更换较易损坏的轴承就能保证正常运行,极大地延长了减速机输出轴寿命。
[0020]
作为优选,所述从动轮上沿周向均匀分布有若干检测孔,所述锯架上对应检测孔设有光电传感器。
[0021]
由于从动轮是在锯带带动下转动,正常状态下从动轮应一直保持匀速转动,当出现断带或卡带等问题时,从动轮不再保持匀速运动。通过在对应检测孔的锯架上设置光电传感器实时监测从动轮转动状态,当从动轮匀速转动时,光电传感器发射的光线以一定频率通过检测孔被传感器接收,当传感器接收到的信号频率出现较大波动或消失时则表明出现卡带或断带,锯床停止运行,及时提醒工作人员换带,或在锯带损坏前将锯带恢复原状。
[0022]
作为优选,所述床台包括送料带分别设置在锯带两侧的前夹钳装置和后夹钳装置,所述后夹钳装置沿送料方向滑动连接在床台上,前夹钳装置和后夹钳装置均包括分设送料带两侧的活动钳口和微动钳口,所述活动钳口沿垂直于送料方向滑动连接在床台上,所述微动钳口通过微动驱动件沿垂直于送料方向滑动连接在床台上。
[0023]
前夹钳装置沿送料方向静止不动,后夹钳装置沿送料方向滑动设置,送料过程如下:前夹钳装置的活动钳口横向移动夹紧物料前端,后夹钳装置根据所需长度后退至一定位置后,后夹钳装置活动钳口横向移动夹紧物料后端,锯带向下穿过锯带槽锯切物料前端余料,切割完成后,前夹钳装置的活动钳口让位,微动钳口横向让位若干毫米,后夹钳装置夹紧物料向前推动物料,前夹钳装置再次夹紧物料,后夹钳装置的活动钳口横向让位,微动钳口让位若干毫米并后退至相同位置后夹紧,进行下一次锯切,让位保证钳口不与物料摩擦,避免损坏物料和钳口,让位保证钳口不与物料摩擦,避免损坏物料和钳口;另一方面,现有的前夹钳装置和后夹钳装置通常设于锯架同侧,这样后夹钳装置在向前送料的时候,料尾被前夹钳装置夹住部分无法再进行切割,容易形成浪费,通过将前夹钳装置和后夹钳装置分设两侧的设置,料尾部分可被后夹钳装置直接运送至锯带下方,避免出现料尾的浪费。实施例中微动驱动件为微动油缸,由于只需驱动微动钳口后退若干毫米,微动油缸体积较小,可封闭设置在微动钳口内部。
[0024]
作为优选,所述送料带上设有第一夹持位置检测装置,所述后夹钳装置的活动钳口上设有第二夹持位置检测装置和夹持压力检测装置。
[0025]
第一夹持位置检测装置用于定位后夹钳装置沿送料方向的位置,第二夹持位置检测装置用于检测工件大小,定位后夹钳装置垂直于送料方向的位置,实施例中夹持位置检测装置为磁栅尺,当第二夹持位置检测装置在夹持位置没有检测到工件,则表明物料送尽,提醒补充物料;夹持压力检测装置及时反馈后夹钳装置的夹持压力。
[0026]
作为优选,所述拨轮包括内拨轮和外拨轮,拨动面设置在外拨轮上,所述内拨轮外周设有插槽,所述外拨轮插设于插槽内,所述插槽底部设有活动板,所述活动板沿内拨轮径向滑动设置,所述活动板底部的空间内抵接有压簧,所述活动板一端连接有柔性件的一端,所述内拨轮内设有齿轮齿条机构,所述齿轮转动连接在内拨轮上,所述齿轮的转动轴外周面与柔性件另一端连接,所述内拨轮设有底部开口的滑槽,所述开口设置在内拨轮圆心上,所述齿条滑动连接在滑槽内,所述点压件上设有顶杆,所述顶杆对应开口设置。
[0027]
锯切时,如果遇到锯背压力突然增大的情况,锯带迅速上抬,点压件顶杆向上顶起,从开口处顶起齿条,齿条沿滑槽向上滑动,带动齿轮与转动轴同步转动,转动轴收卷柔
性件,柔性件从内拨轮上抽出活动板,使原本压紧在活动板底部的压簧回弹,从而将外拨轮从插槽内顶出,使得拨动面不再与轴承贴合,点压件上抬让位,不再继续压住锯带,避免锯带在受到过大冲量时损坏,延长锯带寿命。与此同时,锯背压力反馈装置反馈至脉冲断屑装置的伺服电机,使其停止转动。
[0028]
因此,本发明具有如下有益效果:(1)同时根据锯背压力以及主电机输出扭矩双反馈控制进给速度,增加调节参数,进给速度调整更合理;(2)锯切速度随着进给速度的改变而调整,两个速度合理配置,形成闭环矢量控制,提高锯切效率,延长锯带寿命;(3)通过设置脉冲断屑装置根据物料特性进行合理频率的断屑,避免与点压件的硬摩擦,锯背压力过大时停止工作并避让;(4)通过设置钢刷与脉冲断屑装置形成双重除屑,可及时更换刷轮;(5)通过设置锯带夹持装置在实现预导向功能的同时,夹持锯带松弛段,减少振动及共振,提高加工精度,延长锯带寿命;(6)夹钳装置准确定位工件尺寸及锯切长度,微动避让工件避免硬摩擦;(7)主动轮上设置主轴座分散应力,避免减速机输出轴断裂;(8)通过对应从动轮设置光电传感器及时检测断带、卡带;(9)带锯床全自动智能控制,锯切效率高,锯切精度高。
附图说明
[0029]
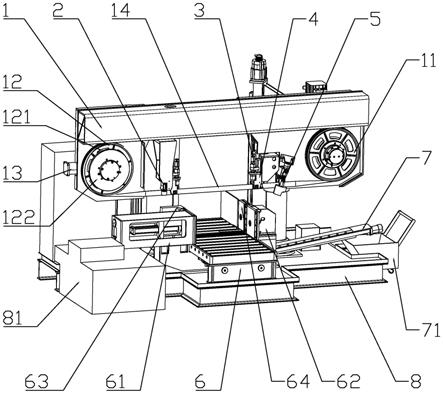
图1本发明的一种结构示意图。
[0030]
图2为本发明的后视图。
[0031]
图3为本发明的脉冲断屑装置和右导向装置的结构示意图。
[0032]
图4为本发明的锯带夹持装置的结构示意图。。
[0033]
图5为本发明的钢刷的结构示意图。
[0034]
图6为本发明的主动轮的结构示意图。
[0035]
图7为本发明实施例1拨动轮的结构示意图。
[0036]
图8为本发明实施例2拨动轮的结构示意图。
[0037]
图9为本发明实施例4拨动轮的结构示意图。
具体实施方式
[0038]
下面结合附图与具体实施方式对本发明做进一步的描述。
[0039]
实施例1如图1、图2所示的实施例1中,一种高速智能带锯床,包括底座、床台和锯架1,床台设置在底座上,用于放置并夹持运输物料,床台包括送料带6、分别设置在锯带前侧和后侧的前夹钳装置和后夹钳装置,后夹钳装置沿送料方向滑动设置在床台上,前夹钳装置包括分设送料带两侧的前活动钳口63和前微动钳口64,后夹钳装置包括分设送料带两侧的后活动钳口61和后微动钳口62,后活动钳口61和后微动钳口62底部相连,前活动钳口63和后活动钳口61均沿垂直于送料方向滑动连接在床台上,并通过油缸驱动,前微动钳口64和后微动钳口62均通过微动油缸沿垂直于送料方向滑动连接在床台上,微动油缸封闭设置在两个微动钳口内;送料带6上沿送料方向设有与后夹钳装置连接的第一磁栅尺,用于定位后夹钳装置的前后位置,后活动钳口61上沿夹持方向设有第二磁栅尺,用于根据物料尺寸定位后活动钳口61的夹持位置,后活动钳口61上还设有夹持压力检测装置,当后活动钳口61移动至夹
持位置后没有检测到夹持压力则表明无料。如图2所示,锯架1背面设有左导向臂65,左导向臂65顶部通过两条导轨651水平滑动设置在锯架1上,左导向臂65通过连接杆与前活动钳口63固定连接,导轨651之间水平设有第三磁栅尺652,所述第三磁栅尺652与左导向臂65连接,用于定位前活动钳口63的夹持位置,左导向臂上设有用于将左导向臂压紧在导轨651上的压紧油缸653,以消除左导向臂与导轨之间的间隙。
[0040]
运送物料时,前夹钳装置沿送料方向静止不动,后夹钳装置沿送料方向滑动设置,送料过程如下:前夹钳装置的活动钳口横向移动夹紧物料前端,后夹钳装置根据所需长度后退至一定位置后,后活动钳口横向移动夹紧物料后端,锯带14将物料前端余料切割完成后,前夹钳装置的活动钳口和微动钳口横向让位若干毫米,后夹钳装置夹紧物料向前推动物料,前夹钳装置再次夹紧物料后进行一定长度的锯切,锯切完成后后夹钳装置横向让位若干毫米并后退至相同位置后夹紧,为下一次切割做好准备,让位保证钳口不与物料摩擦,避免损坏物料和钳口,同时避免料尾的浪费。
[0041]
锯架1设置在床台上方,锯架1可升降设置在底座上,锯架1通过伺服升降驱动系统驱动升降,升降伺服电机15驱动滚珠丝杠16旋转带动锯架1升降,调节精度高,实现快速调节,同时锯架上设置平衡缸系统17,利用油压抵消锯架自重,同时方便调节锯架左右平衡;锯架1上转动连接有主动轮11和从动轮12,主动轮11和从动轮12上套设有锯带14带动锯带14逆时针转动,锯架1上设有张紧检测装置,张紧检测装置包括张紧油缸13,从动轮12水平滑动设置在锯架上,从动轮12经张紧检测装置检测后通过张紧油缸13驱动以调节主动轮11和从动轮12之间的距离以调节张紧力,当张紧力过大时进行报警;锯架1正面对应从动轮12的检测孔121设有光电传感器,监测从动轮转动状态,当从动轮匀速转动时,光电传感器发射的光线以一定频率通过检测孔12被传感器接收,当传感器接收到的信号频率出现较大波动或消失时则表明出现卡带或断带,锯床停止运行,及时提醒工作人员换带,或在锯带损坏前将锯带恢复原状,从动轮12上还设有配重轮122,增加从动轮配重,平衡主动轮11和从动轮12重量,保证锯带运行稳定;主动轮11由主电机驱动111并通过减速机传动,如图6所示,减速机输出轴上固定有主轴座115,主轴座115一端固定在锯架上,主轴座115外设有主动轮轴承112,主动轮11套设在轴承112上,减速机输出轴端部通过法兰113与主动轮11固定连接,减速机输出轴端部外侧固定有端盖114,端盖114与法兰113固定连接,输出轴端部带动主动轮转动,通过设置主轴座将负载转移分散至整个锯架上,另外只需更换较易损坏的主动轮轴承就能保证正常运行,极大地延长了减速机输出轴寿命。
[0042]
如图1所示,锯架1右侧的锯带张紧段和左侧的锯带松弛段上方均设有脉冲断屑装置3和导向装置4,如图3所示,导向装置4包括设置在锯带14两侧的导向板421,脉冲断屑装置3固定在导向板421上,两块导向板421之间弹性铰接有点压件42,点压件42靠近脉冲断屑装置3的一端设有转轴,转轴上套设有脉冲轴承41,脉冲断屑装置3包括由脉冲伺服电机31驱动的拨轮32,如图7所示,拨轮32底面沿周向设有拨动面,拨动面上均匀间隔设有与脉冲轴承41外周曲率一致的圆弧凹面323,点压件42设在拨轮32下方,脉冲轴承41周面与拨动面贴合,右侧点压件42上设有压力传感器,拨动面带动轴承转动的同时使点压件42端部以一定频率上下振动,该结构避免了拨轮与点压件的硬接触,减少拨轮和点压件的磨损,延长使用寿命与点压件表面贴合。在锯带松弛段(即靠近从动轮的一段)和张紧段(即靠近主动轮的一段)均设有脉冲断屑装置和点压件,由于锯屑只在张紧段产生,因此位于张紧段的该装
置起到断屑作用,由于锯带在点压件作用下上下振动,通过在松弛段也设置一套相同的装置,保证锯带沿其长度方向同步上下振动,以保证锯切效果和锯带寿命。
[0043]
通过两侧的点压件以一定频率点压锯带背部使锯带左右同步上下振动,从而及时切断或振落切屑,使锯带锯切更稳定,锯带寿命长;同时,由于点压件不断接触锯带背部,通过将压力传感器,集成在右侧点压件与锯带背接触的一侧上,能将锯背所受压力值及时反馈至升降伺服电机15;由于物料材质和形状影响锯屑形态,脉冲伺服电机31可根据所切物料调整拨轮转速从而调整断屑频率。
[0044]
另一方面,本发明在锯带背部设置的锯背压力反馈装置,锯带受力上抬后锯背将压力值通过锯背压力反馈装置反馈给伺服升降驱动系统,当压力增大时,伺服电机转速下降,进给速度降低,反之进给速度升高;同时,主电机通过编码器将输出扭矩反馈给伺服升降驱动系统,当输出扭矩增大时,伺服电机转速下降,进给速度降低,反之进给速度升高;通过输出扭矩和锯背压力形成双反馈控制锯架升降速度,同时当锯架升降速度(即进给速度)发生变化时,主电机转速发生相应改变,合理配置锯切速度与进给速度,形成闭环矢量控制,锯切效率高,锯带寿命得到极大延长。
[0045]
如图3所示导向板421上活动连接有活动导向板43,两块活动导向板43之间为供锯带14通过的空间,活动导向板43上设有锯偏检测装置,用于检测锯带偏斜度,活动导向板43通过油缸驱动以调节间距。
[0046]
如图1所示,右侧导向装置4的右侧锯带14上还设有钢刷装置5,如图5所示,钢刷装置5包括两个分别设置在锯带两侧的刷轮54,伺服电机驱动齿轮组件51通过万向联轴器52带动两个刷轮54向相异方向转动,万向联轴器52两端通过拉簧53连接,使得两个刷轮始终保持贴合,刷轮外固定有轮罩541,轮罩541上固定有向内延伸的触头55,两个刷轮之间固定有触头感应装置。
[0047]
钢刷装置用于清除粘附在锯带上的锯屑,通过齿轮传动结构带动刷轮在锯带两侧逆向旋转,保证两个刷轮从两侧同向刷除锯屑,在使用过程中,刷轮表面会逐渐磨损,导致刷轮直径逐渐变小,通过设置万向联轴器和拉簧保证两个刷轮在缩小过程中外周始终保持贴合;另一方面,在刷轮上设置与刷轮同步内缩的触头,当刷轮完全用完时,触头与触头感应装置接触,将信号反馈至控制系统提醒更换刷轮。
[0048]
如图1所示,左侧导向装置的左侧设有锯带夹持装置2,如图4所示,锯带夹持装置2包括两个直径相异且分别设置在锯带两侧的导向轮,设置在锯带14后侧的导向轮由四个导向轴承21构成,设置在锯带14前侧的前导向轮22直径大于导向轴承,锯带夹持装置上以压杆转动轴231为轴铰接有压杆23,压杆23上端通过油缸驱动,压杆下端转动连接有调心轴承,调心轴承外套前导向轮22。
[0049]
油缸向外推动压杆上端,压杆下端带动前导向轮22压向后侧导向轮,在调心轴承的作用下,两侧导向轮的周面保持竖直压紧锯带,避免锯带出现偏斜,减少锯带松弛段前后(垂直于带面方向)振动,使锯带运行更稳定,保证加工精度;另一方面,两侧导向轮线速度相同,但由于两侧导向轮直径不一致,两侧导向轮转速不一致,导向轮振动频率相异,避免了两侧导向轮同时与锯带振动频率一致形成的共振,使锯带运行更稳定,保证加工精度,减少噪音,延长锯带寿命。同时由于锯带夹持装置2设置左侧导向装置的左边,提供预导向功能。
[0050]
底座上对应落屑处设有锯屑清扫装置7,将锯屑运送至清扫小车71内;底座上还设有冷却水的水温水压控制装置8,实时监测水温水压,当水温过低时对冷却水进行加热;底座上还设有油温控制装置81,实时监测油温,通过加热或冷却使油温保持在合理范围内。锯架底部还设有快降装置,当锯架距离物料还有一段距离时,锯架下降速度提升,当锯架底部接近物料时,锯架速度恢复至所需进给速度。底座周围设有光幕感应系统,当人过于接近底座时,光幕感应系统感应后反馈至控制系统使其停止工作或报警。锯架2上还设有锯带检测装置,当检测到从动轮或主动轮上没有锯带,提醒工作人员及时安装锯带。
[0051]
实施例2如图8所示的实施例2中,一种高速智能带锯床,其结构与实施例1大致相同,区别之处在于,其中相邻的两个圆弧凹面323最低点之间通过内凹的平面连接,形成两端为圆弧面的长凹面324,长凹面324沿周向延伸。
[0052]
脉冲断屑装置启动后,拨动面带动脉冲轴承41转动,当拨动面的圆弧凹面323段与轴承抵接时,同时使点压件42端部以一定频率上下振动,以一定频率按压锯带背部,使锯带按该频率上下振动;当拨动面的长凹面324旋转至与轴承抵接时,长凹面与轴承抵接时间长于圆弧凹面的抵接时间,使得点压件42以及锯带上抬时间增长,增加锯屑从上抬的锯带下排出的概率,同时避免锯带一直以相同频率振动,避免与锯架其他部分形成共振,提高稳定性。进一步地,应保证设置锯带两端的脉冲断屑装置上的长凹面324同步与脉冲轴承41抵接,保证锯带沿长度方向同时上下振动,保证切割精度。
[0053]
实施例3一种高速智能带锯床,其结构与实施例2大致相同,区别之处在于,圆弧凹面323之间设有外凸的圆弧凸面,拨动面除了长凹面324段整体呈沿周向延伸的波浪面。使得轴承与该波浪面抵接时,锯带进行简谐振动,增大下压幅度,增强断屑效果。
[0054]
实施例4如图9所示的实施例4中,一种高速智能带锯床,其结构与实施例1大致相同,区别之处在于,拨轮32包括内拨轮321和外拨轮322,拨动面设置在外拨轮底面,内拨轮外周设有开口向上的插槽329,外拨轮插设并压紧于插槽内,插槽中设有活动板327,活动板327沿内拨轮径向滑动设置,活动板327底部的空间内抵接有被压缩的压簧328,活动板一端连接有拉线326的一端,内拨轮内设有齿轮齿条机构,齿轮325铰接在内拨轮上,齿轮325的转动轴外周面与拉线326另一端连接,内拨轮设有底部开口的滑槽323,开口设置在内拨轮圆心上,齿条324滑动连接在滑槽内,点压件上设有顶杆,顶杆对应开口设置。
[0055]
锯切时,如果遇到锯背压力突然增大的情况,锯带迅速上抬,点压件顶杆向上顶起,从开口处顶起齿条,齿条沿滑槽向上滑动,带动齿轮与转动轴同步转动,转动轴收卷拉线,拉线从内拨轮上抽出活动板,使原本压紧在活动板底部的压簧上弹,从而将外拨轮从插槽内顶出,使得拨动面不再与轴承贴合,点压件上抬让位,不再继续压住锯带,避免锯带在受到过大冲量时损坏,延长锯带寿命。与此同时,锯背压力反馈装置反馈至脉冲断屑装置的伺服电机,使其停止转动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1