自动压滚柱的辊压装置的制作方法
[0001]
本发明涉及线性运动机构技术领域,尤其涉及一种自动压滚柱的辊压装置。
背景技术:
[0002]
现行线性运动机构中有运动件及一可轴向延伸的轨道件,运动件与轨道件各提供至少一列相互对应的轨道,轨道之间有一列滚动体与轨道接触并在轨道上滚动,运动件并对每一列相互对应的轨道提供一回流通道及两回转道,回转道连接回流通道及轨道的端面出入口,形成一循环通道,使得滚动体可以从轨道区经由回转道进入回流通道,并从回流通道再经由回转道进入轨道区,因此滚动体可以在循环通道内循环运行,藉由滚动体的滚动,运动件得以在轨道件上沿着轨道无限行程地运行。
[0003]
为避免滚动体两两之间互相碰撞,运动件提供滚动体保持链的设计,有一列多数的保持块位于滚动体之间并由一连接条串连而成,保持块将滚动体两两分隔以避免滚动体之间互相碰撞,滚动体之间因此保持一定的距离循环运行,因此运动件得以平顺地运行。
[0004]
现行滚动体的使用大致有滚珠及滚柱两种,针对滚珠保持链的设计,例如有日本专利公开jp05-052217“ball chain”;或是中国台湾发明专利i303696的“滚动组件保持链条”;亦或是中国台湾发明专利i294497的“线性滑轨保持链”等相关专利前案所揭露者。
[0005]
滚柱保持链的设计者有中国台湾发明专利申请号为cn201210145434.1的“滚柱保 持链、滚柱保持链制作方法及线性运动机构”,其中,滚柱保持链设置一扁平长条,其上有 轴向排列孔洞,孔洞之间以间隔块分隔两孔洞,又孔洞在扁平长条垂直方向及两间隔块之间 形成一孔洞面,而间隔块分为上间隔块与下间隔块,上间隔块及下间隔块与孔洞相邻的面为 一包覆面,包覆面的一部分呈垂直于扁平长条轴向的平面,另一部份呈倾斜阻挡面,并且上 间隔块与下间隔块的平面平滑相连接,而上间隔块与下间隔块的倾斜阻挡面则朝孔洞上方倾 斜,藉此将滚柱保持于孔洞中;使用左右两模具斜侧向开合射出成型,藉以能够一次成型完 整的滚柱保持链。第m334223号“线性滑块之滚柱保持链(一)”,其包括二条具有挠性的长 条状链接部、多数个等距排列于二链接部之间的间隔块,于二间隔块之间形成一容槽,各间 隔块分别包括二个以上的保持块,其中一保持块朝向上表面突出,与其相邻的保持块即朝向 下表面突出,各保持块突出的末端并且分别朝向容槽方向倾斜。上述所述的滚柱与保持链在 现有技术中已经改进成如同附图1所示,然而将滚柱压入保持链中的这一步骤,从过去至现 在,采用的是人工手动将每个滚柱先摆到保持链的容槽上,再使用模具进行按压,且模具按 压只能批量按压,费时费力,工作效率低下,现有技术中缺少一种自动将滚柱按压进保持链 容槽的装置。
技术实现要素:
[0006]
针对上述技术中存在的不足之处,本发明提供了一种自动压滚柱的辊压装置,包括内置滚柱的送料器与辊压器,送料器将滚柱送入辊压器上的保持链的孔洞(相当于背景技术中的容槽)内,辊压器自动将滚柱压入保持链的孔洞中,使得人工不需要先将滚柱在孔
洞中摆好,再批量的使用模具进行按压,提高了工作效率,降低人工成本。
[0007]
为实现上述目的,本发明提供了一种自动压滚柱的辊压装置,作用于带有孔洞的保持链上,包括辊压器与内部设有滚柱的送料器,所述保持链置于所述辊压器上端,且保持链的终端嵌入所述辊压器内;所述送料器连接一推进装置,用于将滚柱送入所述推进装置内;所述推进装置置于所述辊压器上端,并与所述保持链相邻,用于将滚柱推入所述保持链的孔洞上;所述辊压器包括第一辊压轮与第二辊压轮,保持链的终端置于所述第一辊压轮与所述第二辊压轮之间,所述第一辊压轮与所述第二辊压轮向所述保持链的方向相向转动,带动所述保持链向下移动的同时将滚柱压入孔洞中。
[0008]
作为优选,所述辊压器顶端设有材料盘,保持链呈螺旋状盘旋在所述材料盘中且终端从所述材料盘持续移动至所述辊压器内。
[0009]
作为优选,所述材料盘包括转动轴与引导器,保持链盘旋在所述转动轴上,所述转动轴两端设有支撑架,所述支撑架连接所述推进装置,所述引导器置于所述支撑架之间并与保持链的终端贴合,引导保持链向所述辊压器内移动。
[0010]
作为优选,所述推进装置包括驱动电机与滚柱推杆,所述滚柱推杆置于所述驱动电机内,所述驱动电机驱动所述滚柱推杆将滚柱推进孔洞。
[0011]
作为优选,所述驱动电机包括第一驱动电机与第二驱动电机,所述滚柱推杆包括第一滚柱推杆与第二滚柱推杆,所述第一滚柱推杆置于所述第一驱动电机内,所述第二滚柱推杆置于所述第二驱动电机内,保持链置于所述第一驱动电机与所述第二驱动电机之间,所述第一滚柱推杆的高度大于所述第二滚柱推杆,用于同时将滚柱推到孔洞内。
[0012]
作为优选,所述送料器包括送料机、气压管与送料平台,所述送料机将滚柱送入所述气压管内,所述气压管与所述送料平台连接将滚柱输送至所述滚柱推杆前端。
[0013]
作为优选,所述送料机包括第一送料机与第二送料机,所述气压管包括第一气压管与第二气压管,所述送料平台内设有第一送料孔与第二送料孔,所述第一送料机、所述第一气压管与所述第一驱动电机置于同一侧,所述第二送料机、所述第二气压管与所述第二驱动电机置于同一侧,所述第一送料机与所述第一气压管连接将滚柱通过所述第一送料孔输送至所述第二滚柱推杆前端,所述第二送料机与所述第二气压管连接将滚柱通过所述第二送料孔输送至所述第一滚柱推杆前端。
[0014]
作为优选,所述第一辊压轮与所述第二辊压轮上均设有压合滚柱的凹槽,第一辊压轮与所述第二辊压轮相向运动时,滚柱与所述凹槽适配并同时向下压合。
[0015]
作为优选,所述辊压器底部设有切断模设备,所述切断模设备用于将保持链切断。
[0016]
本发明的有益效果是:与现有技术相比,本发明提供的一种自动压滚柱的辊压装置,包括内置滚柱的送料器与辊压器,送料器通过一推进装置将滚柱推进保持链的孔洞上,辊压器将滚柱压入孔洞中,在辊压器顶端设有材料盘,材料盘用于放置含有孔洞的保持链,材料盘包括转动轴与引导器,放置保持链时,保持链盘旋在转动轴上,转动轴两端设有支撑架,支撑架置于推进装置上用于固定材料盘,引导器置于支撑架之间并与保持链的一端贴合,这样能够引导保持链向辊压器的方向移动,辊压器再将滚柱压入保持链的孔洞中,通过设置两个送料机与两个推进装置,使得滚柱能够从保持链的左侧与右侧同时推入孔洞,加
快了工作效率,辊压器包括第一辊压轮与第二辊压轮,且在第一辊压轮与第二辊压轮上均设有压合滚柱的凹槽,第一辊压轮与第二辊压轮向保持链的方向相向运动时,滚柱与凹槽适配并同时向下压合,这样能够防止滚柱在压合过程,由于挤压而产生滑动最后掉出孔洞,使得辊压器压合时,能够将滚柱固定在压合的位置处,且第一辊压轮与第二辊压轮持续转动,将滚柱持续的压入保持链中,以此实现压滚柱这一工艺流程的自动化,加快了工作效率,降低了人工成本。
附图说明
[0017]
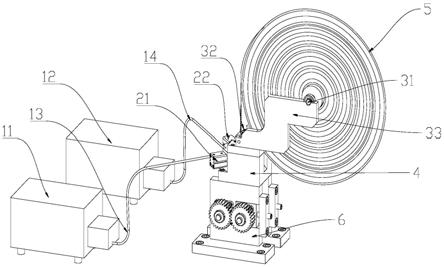
图1为现有技术中滚柱压入保持链的状态图;图2为本发明中保持链;图3为本发明的部分结构图;图4为本发明的爆炸图;图5为本发明的局部放大图。
[0018]
11、第一送料机;12、第二送料机;13、第一气压管;14、第二气压管;21、第一驱动电机;22、第二驱动电机;5、保持链;31、转动轴;32、引导器;33、支撑架;23、第一滚柱推杆;24、第二滚柱推杆;4、送料平台;6、辊压器;61、第一辊压轮;62、第二辊压轮;611、凹槽;2、滚柱。
具体实施方式
[0019]
为了更清楚地表述本发明,下面结合附图对本发明作进一步地描述。
[0020]
请参阅图1-图5,本发明的提供了一种自动压滚柱2的辊压装置,包括内置滚柱2的送料器与辊压器6,送料器通过一推进装置将滚柱2推进保持链的孔洞上,辊压器6将滚柱2压入孔洞中作用于带有孔洞的保持链上,包括辊压器6与内部设有滚柱的送料器,保持链5置于辊压器6上端,且保持链5的终端嵌入辊压器6内;送料器连接一推进装置,用于将滚柱2送入推进装置内;推进装置置于辊压器6上端,并与保持链5相邻,用于将滚柱2推入保持链5的孔洞上;辊压器6包括第一辊压轮61与第二辊压轮62,保持链5的终端置于第一辊压轮61与第二辊压轮62之间,第一辊压轮61与第二辊压轮62向保持链5的方向相向转动,带动保持链5向下移动的同时将滚柱2压入孔洞中;现有技术中,请参阅图2,对保持链5进行压滚柱2时,通常会从供应商处直接购买已经冲入了孔洞的保持链5,因此,在辊压器6顶端设有材料盘,材料盘用于放置含有孔洞的保持链5,材料盘包括转动轴31与引导器32,放置保持链5时,保持链5盘旋在转动轴31上,转动轴31两端设有支撑架33,支撑架33置于推进装置上用于固定材料盘,引导器32置于支撑架33之间并与保持链5的一端贴合,这样能够引导保持链5向辊压器6的方向移动,辊压器6再将滚柱2压入保持链的孔洞中,这样使得压滚柱2这一工艺流程自动化,提高了工作效率,降低人工成本。
[0021]
在本实施例中,引导器32包括引导轴与引导轮,引导轮置于引导轴上带动保持链5持续移动,引导轴两端与支撑架33连接,这样使得保持链5的终端由上向下持续向推进装置处移动。
[0022]
在本实施例中,推进装置包括驱动电机与滚柱2推杆,滚柱2推杆置于驱动电机内,驱动电机驱动滚柱2推杆将滚柱2推进孔洞。
[0023]
在本实施例中,驱动电机包括第一驱动电机21与第二驱动电机22,滚柱2推杆包括第一滚柱2推杆23与第二滚柱推杆24,第一滚柱2推杆23置于第一驱动电机21内,第二滚柱推杆24置于第二驱动电机22内,保持链5置于第一驱动电机21与第二驱动电机22之间,第一滚柱2推杆23的高度大于第二滚柱推杆24,用于同时将滚柱2推到孔洞内,通过设置第一驱动电机21、第二驱动电机22、第一滚柱2推杆23与第二滚柱推杆24,使得可以同时将两个滚柱2推入两个孔洞中,加快了工作效率。
[0024]
在本实施例中,送料器包括送料机、气压管与送料平台4,送料机将滚柱2送入气压管内,气压管与送料平台4连接将滚柱2输送至滚柱2推杆前端。
[0025]
在本实施例中,送料机包括第一送料机11与第二送料机12,气压管包括第一气压管13与第二气压管14,送料平台4内设有第一送料孔与第二送料孔,第一送料机11、第一气压管13与第一驱动电机21置于同一侧,第二送料机12、第二气压管14与第二驱动电机22置于同一侧,第一送料机11与所述第一气压管13连接将滚柱2通过第一送料孔输送至第二滚柱推杆24前端,第二送料机12与第二气压管14连接将滚柱2通过第二送料孔输送至第一滚柱2推杆23前端,具体的,第一送料孔与第一气压管13连接,将滚柱2输送到第二滚柱推杆24前端,第二送料孔与第二气压管14连接,将滚柱2输送到第一滚柱2推杆23前端,即滚柱2从保持链5左侧的第一送料机11经第一送料孔输送到位于保持链5右端的第二滚柱推杆24前端,同时另一个滚柱2从保持链5右侧的第二送料机12经第二送料孔输送到位于保持链5左端的第一滚柱2推杆23前端,由于滚柱2为圆柱体,因此气压管推滚柱2时,为了防止滚柱2的方向发生改变,将气压管的管口设置的与滚柱2底部的直径一样,通过设置送料平台4,使得滚柱2可以保持同一个方向推送到滚柱2推杆前端,简化了推进装置的结构,节约成本。
[0026]
在本实施例中,保持链5置于第一辊压轮61与第二辊压轮62之间,第一辊压轮61带动第二辊压轮62旋转,且与第二辊压轮62相向运动,使得保持链5向下继续移动,从而将滚柱2压入孔洞内,具体的,推进装置与辊压器6为同步运作,即滚柱2推杆将滚柱2压入孔洞的同时,保持链5持续向下运动至第一辊压轮61与第二辊压轮62之间,即滚柱2推进孔洞的同时,第一辊压轮61与第二辊压轮62相向运动,将滚柱2压入孔洞内。
[0027]
在本实施例中,第一辊压轮61与第二辊压轮62上均设有压合滚柱2的凹槽611,第一辊压轮61与第二辊压轮62相向运动时,滚柱2与凹槽611适配并同时向下压合,这样能够防止滚柱2在压合过程,由于挤压而产生滑动,最后掉出孔洞,因此设计凹槽611,使得辊压器6压合时,能够将滚柱2固定在压合的位置处。
[0028]
在本实施例中,辊压器6底部设有切断模设备,切断模设备用于将保持链5切断,这样用户能够根据自己的需求,裁切不同尺寸的保持链5。切断模装置底端设有塑料箱,裁切好的保持链5能够自由落入塑料箱内。辊压器旁还设有电器控制箱,用于对辊压装置进行控制。
[0029]
本实施例的工作原理:置于顶端的材料盘旋转过程中持续不断的向下传输保持链的同时,置于下端的第一送料机通过第一气压管与送料平台将滚柱送到推进装置的第二滚柱推杆前端,同时第二送料机通过第二气压管与送料平台将滚柱送到推进装置的第一滚柱推杆前端,推进装置中的第一驱动电机、第二驱动电机同时分别驱动第一滚柱推杆与第二滚柱推杆向前移动,将两个滚柱移动到相邻的两个孔洞中,在此过程中,保持链持续向下移动至第一辊压轮与第二辊压轮之间,滚柱的两侧分别与第一辊压轮与第二辊压轮上的凹槽
相适配,第一辊压轮与第二辊压轮自身旋转,且相向运动,将滚柱压合入孔洞,辊压器底部设有切断模装置,用户可根据自身需求,裁切不同尺寸的保持链,裁切完成的保持链最终掉入塑料箱内,持续重复上述操作,以此实现滚柱的自动压合。
[0030]
本发明的优势在于:1)通过设置两个送料机与两个推进装置,且第一滚柱推杆的高度大于第二滚柱推杆使得滚柱能够从保持链的左侧与右侧同时推入孔洞,加快了工作效率。
[0031]
2)通过设置第一辊压轮与第二辊压轮,将推入滚柱的保持链置于第一辊压轮与第二辊压轮之间,同时,第一辊压轮与第二辊压轮相向向下运动,使得滚柱自动压入保持链中,降低了人工成本。
[0032]
3)第一辊压轮与第二辊压轮上均设有压合滚柱的凹槽,第一辊压轮与第二辊压轮相向运动时,滚柱与凹槽适配并同时向下压合,这样能够防止滚柱在压合过程,由于挤压而产生滑动,最后掉出孔洞,因此设计凹槽,使得辊压器压合时,能够将滚柱固定在压合的位置处。
[0033]
以上公开的仅为本发明的几个具体实施例,但是本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1