一种不锈钢防盗窗制作用加工系统的制作方法
[0001]
本发明涉及防盗窗加工设备技术领域,具体的说是一种不锈钢防盗窗制作用加工系统。
背景技术:
[0002]
防盗窗是指在建筑物原有窗户的基础上,附加一层具有防盗防护功能的网状门窗。常见的防盗窗种类按材质分有:不锈钢防盗窗、彩钢防盗窗、铁艺防盗窗、铝合金防盗窗等等,不锈钢防盗窗由于使用方便,价格便宜且防盗效果好,现如今使用越来越广泛,普遍受到人们的青睐,不锈钢防盗窗在制作装配时,需要对其进行定位作业,然后人工对其进行焊接作业。
[0003]
然而现有的不锈钢防盗窗装配焊接时存在的以下难题,a,传统的不锈钢防盗窗在装配焊接时,需要人工对其进行手扶定位作业,然后再对其进行焊接作业,这样的焊接方式使得不锈钢防盗窗的装配焊接效率较低,影响不锈钢防盗窗的生产安装效率;b,现有的不锈钢防盗窗装配设备不能对不锈钢管材进行稳定的夹持作业,在不锈钢防盗窗的焊接时易发生晃动,影响不锈钢防盗窗的焊接质量,降低了不锈钢防盗窗的安全性,能够提高不锈钢防盗窗的装配焊接效率和质量。
技术实现要素:
[0004]
为了解决上述问题,本发明提供了一种不锈钢防盗窗制作用加工系统,可以解决上述中提到的不锈钢防盗窗装配焊接时存在的问题。
[0005]
为了实现上述目的,本发明采用以下技术方案来实现:一种不锈钢防盗窗制作用加工系统,包括底板、伸缩装置、定位装置、夹持装置和对齐装置,所述的底板上安装有伸缩装置,伸缩装置上安装有定位装置,底板左右两端对称安装有对齐装置,底板前后两端对称安装有夹持装置。
[0006]
所述的伸缩装置包括回位板、伸缩气缸、推进板、抵紧杆、t型圆杆、长条杆、扇面齿轮、定位圆杆、定位方形框、滑动板和连接杆,所述的底板中部开设有滑槽,滑槽内通过滑动配合的方式从左端至右端均匀安装有滑动板,滑动板上开设有通槽,位于滑槽内最右端的滑动板的通槽内左侧通过轴承前后对称安装有定位圆杆,滑槽内中部的滑动板的通槽内通过轴承左右两端前后对称安装有定位圆杆,滑槽左端外侧安装有定位方形框,定位方形框内通过轴承前后两端左右对称安装有定位圆杆,定位圆杆上均安装有扇面齿轮,位于定位方形框右端的定位圆杆上的扇面齿轮和位于滑动板的通槽内的定位圆杆上的扇面齿轮上均安装有连接杆,且连接杆之间通过销轴相连接,位于定位方形框左端的定位圆杆上的扇面齿轮上安装有长条杆,长条杆内端面上开设有长条槽,底板上位于定位方形框左侧开设有定位槽,底板上位于定位槽前后两侧对称开设有t型弧槽,底板上位于定位槽左侧安装有回位板,回位板上安装有伸缩气缸,伸缩气缸输出端安装有推进板,且推进板通过滑动配合的方式安装在定位槽内,推进板上前后对称安装有抵紧杆,且抵紧杆通过滑动配合的方式
安装在长条槽内,长条杆下侧左端外壁上安装有t型圆杆,且t型圆杆通过滑动配合的方式安装在t型弧槽内,通过滑动板带动定位装置上夹持的不锈钢管材等间距运动到合适的焊接位置,提高了不锈钢管材的装配效率和质量。
[0007]
所述的定位装置包括u型板、一号电机、动力圆板、动力圆杆、定位气缸、定位杆、卡板、弧面板和橡胶板,所述的定位方形框和滑动板上端均安装有u型板,u型板上开设有卡槽,卡槽内通过滑动配合的方式左右对称安装有卡板,卡板上端安装有弧面板,弧面板内壁上安装有橡胶板,卡板下端开设有夹持槽,定位方形框和滑动板上端中部安装有一号电机,一号电机输出端安装有动力圆板,动力圆板上左右对称安装有动力圆杆,且动力圆杆通过滑动配合的方式安装在夹持槽内,动力圆板外壁上沿其周向方向均匀设置有定位卡齿,u型板后端内壁上安装有定位气缸,定位气缸输出端安装有定位杆,提高了防盗窗不锈钢管材夹持的稳定性,为不锈钢防盗窗的焊接提供了稳定的工作环境。
[0008]
所述的夹持装置包括二号电机、动力螺纹杆、平板、三号电机、传动螺纹杆、方板、夹持气缸、夹持板、夹持圆杆、方块、l型板和橡胶条,所述的底板前后两端对称开设有方槽,方槽内通过滑动配合的方式安装有平板,平板下端开设有动力螺纹槽,底板外端位于方槽外壁中部安装有二号电机,二号电机输出端穿过方槽内壁安装有动力螺纹杆,动力螺纹杆内端通过轴承安装在方槽内端内壁上,且动力螺纹杆通过螺纹啮合的方式安装在动力螺纹槽内,平板上端开设有平槽,平槽内通过滑动配合的方式安装有方板,方板下端开设有传动螺纹槽,方板内开设有空心槽,空心槽内通过滑动配合的方式安装有夹持板,夹持板上前后对称开设有斜槽,方板右端外壁中部安装有夹持气缸,夹持气缸穿过方板连接在夹持板外壁上,方板上端开设有穿槽,穿槽内通过滑动配合的方式前后对称安装有方块,方块下端安装有夹持圆杆,且夹持圆杆通过滑动配合的方式安装在斜槽内,方块上端安装有l型板,l型板上安装有橡胶条,平板右端外壁上安装有三号电机,三号电机输出端穿过平槽内壁安装有传动螺纹杆,传动螺纹杆左端安装在平槽左端外壁上,且传动螺纹杆通过螺纹啮合的方式安装在传动螺纹槽内,能够将不锈钢边框输送到合适的焊接位置,提高了不锈钢防盗窗的装配定位效率,为不锈钢防盗窗的焊接提供了稳定的工作环境。
[0009]
作为本发明的一种优选技术方案,所述的对齐装置包括垫块、推进气缸、直板、双向气缸、垫板、l状板和橡胶块,所述的底板左右两端对称安装有垫块,垫块上端安装有推进气缸,推进气缸输出端安装有直板,直板上开设有直槽,直槽中部内壁上安装有双向气缸,双向气缸输出端上下对称安装有垫板,且垫板通过滑动配合的方式安装在直槽内,垫板上安装有l状板,l状板上安装有橡胶块,能够稳定的将不锈钢防盗窗边框进行装配作业。
[0010]
作为本发明的一种优选技术方案,所述的底板下端均匀安装有万向轮,提高了底板的移动性。
[0011]
作为本发明的一种优选技术方案,所述的定位杆前端面为左右对称的倾斜面,且定位杆上的倾斜面和动力圆板外壁上的定位卡齿之间相互配合使用,使得定位杆能够对动力圆板进行稳定的定位作业。
[0012]
作为本发明的一种优选技术方案,所述的扇面齿轮之间相互啮合使用,使得扇面齿轮之间能够相互配合转动。
[0013]
本发明的有益效果是:
[0014]
1.本发明可以解决现有的不锈钢防盗窗装配焊接时存在的以下难题,a,传统的不
锈钢防盗窗在装配焊接时,需要人工对其进行手扶定位作业,然后再对其进行焊接作业,这样的焊接方式使得不锈钢防盗窗的装配焊接效率较低,影响不锈钢防盗窗的生产安装效率;b,现有的不锈钢防盗窗装配设备不能对不锈钢管材进行稳定的夹持作业,在不锈钢防盗窗的焊接时易发生晃动,影响不锈钢防盗窗的焊接质量,降低了不锈钢防盗窗的安全性,能够提高不锈钢防盗窗的装配焊接效率和质量。
[0015]
2.本发明设计的定位装置通过一号电机带动动力圆板转动,动力圆板通过动力圆杆、卡板、弧面板和橡胶板之间的相互配合作业,使得弧面板上的橡胶板能够对不锈钢管材进行夹持作业,通过定位气缸带动定位杆运动,使得定位杆能够对动力圆板上的定位卡齿进行定位作业,提高了不锈钢管材夹持的稳定性,为不锈钢管材的焊接提供了稳定的工作环境。
[0016]
3.本发明设计的伸缩装置通过伸缩气缸带动推进板运动,推进板通过抵紧杆、t型圆杆、长条杆、扇面齿轮、定位圆杆、定位方形框、滑动板和连接杆之间的相互配合作业,使得滑动板能够带动定位装置上夹持的不锈钢管材等间距运动到合适的焊接位置,提高了不锈钢管材的装配效率和质量。
[0017]
4.本发明设计的夹持装置通过夹持气缸带动夹持板运动,夹持板通过方板、夹持圆杆、方块、l型板和橡胶条之间的相互配合作业,使得l型板上的橡胶条能够对不锈钢边框进行夹持作业,三号电机通过传动螺纹杆带动方板上的l型板上夹持的不锈钢边框运动到合适的焊接位置,二号电机通过动力螺纹杆带动平板运动,使得平板带动方板上的l型板上夹持的不锈钢边框运动到合适的焊接位置,提高了不锈钢防盗窗的装配定位效率,为不锈钢防盗窗的焊接提供了稳定的工作环境。
附图说明
[0018]
下面结合附图和实施例对本发明进一步说明。
[0019]
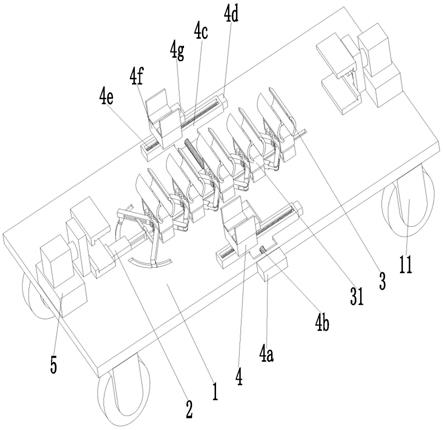
图1是本发明的结构示意图;
[0020]
图2是本发明图1的局部剖视图;
[0021]
图3是本发明图2的a-a向剖视图;
[0022]
图4是本发明伸缩装置的局部结构示意图;
[0023]
图5是本发明定位装置的局部结构示意图;
[0024]
图6是本发明夹持装置的局部剖视图。
具体实施方式
[0025]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0026]
如图1到图6所示,一种不锈钢防盗窗制作用加工系统,包括底板1、伸缩装置2、定位装置3、夹持装置4和对齐装置5,所述的底板1上安装有伸缩装置2,伸缩装置2上安装有定位装置3,底板1左右两端对称安装有对齐装置5,底板1前后两端对称安装有夹持装置4。
[0027]
所述的定位装置3包括u型板31、一号电机32、动力圆板33、动力圆杆34、定位气缸35、定位杆36、卡板37、弧面板38和橡胶板39,所述的定位方形框2i和滑动板2j上端均安装有u型板31,u型板31上开设有卡槽,卡槽内通过滑动配合的方式左右对称安装有卡板37,卡
板37上端安装有弧面板38,弧面板38内壁上安装有橡胶板39,卡板37下端开设有夹持槽,定位方形框2i和滑动板2j上端中部安装有一号电机32,一号电机32输出端安装有动力圆板33,动力圆板33上左右对称安装有动力圆杆34,且动力圆杆34通过滑动配合的方式安装在夹持槽内,动力圆板33外壁上沿其周向方向均匀设置有定位卡齿,u型板31后端内壁上安装有定位气缸35,定位气缸35输出端安装有定位杆36。
[0028]
所述的底板1下端均匀安装有万向轮11。
[0029]
所述的定位杆36前端面为左右对称的倾斜面,且定位杆36上的倾斜面和动力圆板33外壁上的定位卡齿之间相互配合使用。
[0030]
具体工作时,人工将切割完成的不锈钢圆管放置到弧面板38上的橡胶板39内壁之间,一号电机32带动动力圆板33转动,动力圆板33带动动力圆杆34转动,使得动力圆杆34在夹持槽内滑动,使得动力圆杆34带动卡板37向中心运动,卡板37带动弧面板38向中心运动,弧面板38带动橡胶板39向中心运动,使得橡胶板39对不锈钢圆管进行夹持作业,定位气缸35带动定位杆36运动,使得定位杆36对动力圆板33上的定位卡齿进行定位作业,保证了不锈钢圆管夹持的稳定性。
[0031]
所述的伸缩装置2包括回位板2a、伸缩气缸2b、推进板2c、抵紧杆2d、t型圆杆2e、长条杆2f、扇面齿轮2g、定位圆杆2h、定位方形框2i、滑动板2j和连接杆2k,所述的底板1中部开设有滑槽,滑槽内通过滑动配合的方式从左端至右端均匀安装有滑动板2j,滑动板2j上开设有通槽,位于滑槽内最右端的滑动板2j的通槽内左侧通过轴承前后对称安装有定位圆杆2h,滑槽内中部的滑动板2j的通槽内通过轴承左右两端前后对称安装有定位圆杆2h,滑槽左端外侧安装有定位方形框2i,定位方形框2i内通过轴承前后两端左右对称安装有定位圆杆2h,定位圆杆2h上均安装有扇面齿轮2g,位于定位方形框2i右端的定位圆杆2h上的扇面齿轮2g和位于滑动板2j的通槽内的定位圆杆2h上的扇面齿轮2g上均安装有连接杆2k,且连接杆2k之间通过销轴相连接,位于定位方形框2i左端的定位圆杆2h上的扇面齿轮2g上安装有长条杆2f,长条杆2f内端面上开设有长条槽,底板1上位于定位方形框2i左侧开设有定位槽,底板1上位于定位槽前后两侧对称开设有t型弧槽,底板1上位于定位槽左侧安装有回位板2a,回位板2a上安装有伸缩气缸2b,伸缩气缸2b输出端安装有推进板2c,且推进板2c通过滑动配合的方式安装在定位槽内,推进板2c上前后对称安装有抵紧杆2d,且抵紧杆2d通过滑动配合的方式安装在长条槽内,长条杆2f下侧左端外壁上安装有t型圆杆2e,且t型圆杆2e通过滑动配合的方式安装在t型弧槽内。
[0032]
所述的扇面齿轮2g之间相互啮合使用。
[0033]
具体工作时,不锈钢圆管夹持完成后,伸缩气缸2b带动推进板2c运动,推进板2c带动抵紧杆2d运动,使得抵紧杆2d在长条槽内滑动,使得抵紧杆2d带动长条杆2f以定位圆杆2h为圆心转动,同时,长条杆2f带动扇面齿轮2g转动,通过扇面齿轮2g之间的相互啮合作业,使得扇面齿轮2g带动连接杆2k转动,通过连接杆2k和扇面齿轮2g之间的相互配合作业,使得扇面齿轮2g带动滑动板2j进行等间距运动,滑动板2j带动弧面板38上的橡胶板39上夹持的不锈钢圆管等间距运动到合适的焊接位置。
[0034]
所述的夹持装置4包括二号电机4a、动力螺纹杆4b、平板4c、三号电机4d、传动螺纹杆4e、方板4f、夹持气缸4g、夹持板4h、夹持圆杆4i、方块4j、l型板4k和橡胶条4l,所述的底板1前后两端对称开设有方槽,方槽内通过滑动配合的方式安装有平板4c,平板4c下端开设
有动力螺纹槽,底板1外端位于方槽外壁中部安装有二号电机4a,二号电机4a输出端穿过方槽内壁安装有动力螺纹杆4b,动力螺纹杆4b内端通过轴承安装在方槽内端内壁上,且动力螺纹杆4b通过螺纹啮合的方式安装在动力螺纹槽内,平板4c上端开设有平槽,平槽内通过滑动配合的方式安装有方板4f,方板4f下端开设有传动螺纹槽,方板4f内开设有空心槽,空心槽内通过滑动配合的方式安装有夹持板4h,夹持板4h上前后对称开设有斜槽,方板4f右端外壁中部安装有夹持气缸4g,夹持气缸4g穿过方板4f连接在夹持板4h外壁上,方板4f上端开设有穿槽,穿槽内通过滑动配合的方式前后对称安装有方块4j,方块4j下端安装有夹持圆杆4i,且夹持圆杆4i通过滑动配合的方式安装在斜槽内,方块4j上端安装有l型板4k,l型板4k上安装有橡胶条4l,平板4c右端外壁上安装有三号电机4d,三号电机4d输出端穿过平槽内壁安装有传动螺纹杆4e,传动螺纹杆4e左端安装在平槽左端外壁上,且传动螺纹杆4e通过螺纹啮合的方式安装在传动螺纹槽内。
[0035]
具体工作时,不锈钢圆管等间距运动到合适的焊接位置后,人工将不锈钢防盗窗前后两端的方形边框放置到l型板4k上的橡胶条4l内壁之间,夹持气缸4g带动夹持板4h运动,夹持板4h通过斜槽带动夹持圆杆4i向内端运动,同时,夹持圆杆4i带动方块4j在穿槽内滑动,使得方块4j带动l型板4k向内端运动,l型板4k带动橡胶条4l向内端运动,使得橡胶条4l对不锈钢防盗窗前后两端的方形边框进行夹持作业,三号电机4d带动传动螺纹杆4e转动,传动螺纹杆4e通过螺纹啮合的方式带动方板4f运动到合适的焊接位置,方板4f带动l型板4k上的橡胶条4l上夹持的不锈钢防盗窗前后两端的方形边框运动到合适的焊接位置,二号电机4a带动动力螺纹杆4b转动,动力螺纹杆4b通过螺纹啮合的方式带动平板4c运动到合适的焊接位置,平板4c带动l型板4k上的橡胶条4l上夹持的不锈钢防盗窗前后两端的方形边框运动到合适的焊接位置。
[0036]
所述的对齐装置5包括垫块51、推进气缸52、直板53、双向气缸54、垫板55、l状板56和橡胶块57,所述的底板1左右两端对称安装有垫块51,垫块51上端安装有推进气缸52,推进气缸52输出端安装有直板53,直板53上开设有直槽,直槽中部内壁上安装有双向气缸54,双向气缸54输出端上下对称安装有垫板55,且垫板55通过滑动配合的方式安装在直槽内,垫板55上安装有l状板56,l状板56上安装有橡胶块57。
[0037]
具体工作时,平板4c带动l型板4k上的橡胶条4l上夹持的不锈钢防盗窗前后两端的方形边框运动到合适的焊接位置后,人工将不锈钢防盗窗左右两端的方形边框放置到l状板56上的橡胶块57内壁之间,双向气缸54带动垫板55运动,垫板55带动l状板56运动,l状板56带动橡胶块57运动,使得橡胶块57对不锈钢防盗窗左右两端的方形边框进行夹持作业,推进气缸52带动直板53运动,直板53带动l状板56上的橡胶块57上夹持的不锈钢防盗窗左右两端的方形边框运动到合适的焊接位置,能够对不锈钢防盗窗进行定位作业,人工对不锈钢防盗窗需要焊接的位置进行焊接作业。
[0038]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1