一种节能高速的数字液压动台的制作方法
[0001]
本发明涉及大吨位液压动台调节设备技术领域,具体涉及一种节能高速的数字液压动台。
背景技术:
[0002]
现有大吨位液压动台的液压系统分为充液阶段和加压阶段,由于大流量充液使得液压系统功率过大,管路及油液发热严重,造成能量耗损很大,并不适于对液压动台的高频率、高速度运行。
技术实现要素:
[0003]
为解决上述问题,本发明提供了一种节能高速数字液压动台,包括上加压平台系统和下加压平台系统,上加压平台系统包括第一伺服驱动电机、偏心轴、承重连杆以及上活动平台,上活动台通过承重连杆与偏心轴连接,偏心轴旋转可带动上活动平台升降调节,下加压平台系统包括加压缸、下活动平台、伺服泵、油箱以及控制器,下活动平台安装在加压缸上以由其带动升降调节,控制器通过控制伺服泵控制加压缸的伸缩动作,实现对下活动平台的精确控制,不仅能保证系统的稳定运行,还降低了能耗。
[0004]
本发明为解决上述问题提供的是一种节能高速的数字液压动台,包括上加压平台系统和下加压平台系统,所述上加压平台系统包括第一伺服驱动电机、偏心轴、承重连杆以及上活动平台,偏心轴水平安装并由第一伺服驱动电机驱动旋转,承重连杆的顶端活动套设在偏心轴上,上活动平台的上端与承重连杆的底端连接以随偏心轴旋转进行高度调节;所述下加压平台系统包括加压缸、下活动平台、伺服泵、油箱以及控制器,加压缸竖直安装,下活动平台水平安装在加压缸柱塞的顶端并且位于上活动平台的下方,加压缸的缸体上连接有油管,油管与油箱连通并且油管与加压缸缸体的接口位于柱塞的下方,油管上安装有驱动液压油流动的伺服泵,所述伺服泵与第二伺服驱动电机传动连接以由其驱动运转,控制器通过驱动器与第二伺服驱动电机电连接以控制第二伺服驱动电机运转。
[0005]
作为本发明一种节能高速的数字液压动台的进一步方案,所述油管上还安装有压力传感器和高压电磁阀。
[0006]
作为本发明一种节能高速的数字液压动台的进一步方案,所述上活动平台的上端固定安装有连接轴,承重连杆的底端活动套设在连接轴上。
[0007]
作为本发明一种节能高速的数字液压动台的进一步方案,所述上活动平台由偏心轴带动处于最低位置时,承重连杆竖直。
[0008]
与现有技术相比本发明具有的有益效果有:使用偏心轴及承重连杆替代现有的大流量充液系统,当上活动平台处于最低的工作位置时,承重连杆处于竖直状态,具有较高的刚度;下加压平台系统利用较小流量的液压油,通过第二伺服驱动电机的控制,保证了对待加工产品加工位置的压力精确控制,本技术通过在数字高速模切机的成功应用,证明其在精度提升方面和能耗降低方面均具有较大的作用。
附图说明
[0009]
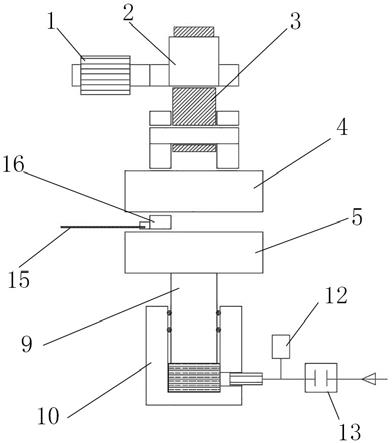
图1是本发明数字液压动台在加工初始状态的结构示意图;图2是本发明数字液压动台在加工过程中的结构示意图;图中标记:1、第一伺服驱动电机,2、偏心轴,3、承重连杆,4、上活动平台,5、下活动平台,6、伺服泵,7、油箱,8、控制器,9、柱塞,10、缸体,11、第二伺服驱动电机,12、压力传感器,13、高压电磁阀,14、驱动器,15、被加工的片状物,16、夹持机构。
具体实施方式
[0010]
如图所示:一种节能高速的数字液压动台,包括上加压平台系统和下加压平台系统,所述上加压平台系统包括第一伺服驱动电机1、偏心轴2、承重连杆3以及上活动平台4,偏心轴2水平安装在设备主体上,第一伺服驱动电机1安装在设备主体上并与偏心轴2的一端传动连接,第一伺服驱动电机1用于驱动偏心轴2旋转,承重连杆3的连杆大头套设在偏心轴2上并与偏心轴2的主体连接,承重连杆3的连接小头用于与上加压平台连接,所述上加压平台活动安装在设备主体上且其下压面水平,上加压平台的上端固定设置有连接轴,连接轴的两端均固定连接有安装块上,两个安装块均固设在上加压平台的上表面使得连接轴的轴体与上加压平台具一定的间隔,承重连杆3的连接小头套设在连接轴上并与连接轴的轴体活动连接。偏心轴2由第一伺服驱动电机1驱动旋转,当其主轴线处于最高位置时上活动平台4处于抬升状态,偏心轴2旋转180
°
的过程中其主轴线不断下降直至最低位置,期间上活动平台4不断下降直至其能移动的最低位置。
[0011]
所述下加压平台系统包括加压缸、下活动平台5、伺服泵6、油箱7以及控制器8,加压缸包括缸体10和柱塞9,加压缸竖直设置且其缸体10固定安装在设备主体上,下活动平台5安装在柱塞9的顶端且其上板面水平,下活动平台5位于上活动平台4的下方,加压缸伸缩可带动下活动平台5升降调节;所述加压缸的缸体10上连接有油管,加压缸通过油管与油箱7连通,缸体10上与油管的接口位于柱塞9的下方,所述油管上安装有伺服泵6,伺服泵6与安装在设备上的第二伺服驱动电机11传动连接,第二伺服驱动电机11可驱动伺服泵6运转从而精确控制一定量的液压油流向加压缸或者流向油箱7,从而通过控制柱塞9的移动量实现对下活动平台5高度的精确调节,所述油管上位于伺服泵6和加压缸之间还安装有压力传感器12和高压电磁阀13,通过压力传感器12可检测油管以及缸体10内的油压强度,通过控制高压电磁阀13对油压强度进行调节。所述控制器8安装在设备上,控制器8为单片器或者plc芯片,控制器8用于控制设备整体的运行调整,控制器8通过驱动器14控制第二伺服驱动电机11从而实现对下加压平台系统的调节。
[0012]
利用本设备进行加工工作时,如图1所示,偏心轴2的主轴线位于最高位置,加压缸处于收缩状态,被加工的片状物15被夹持机构16夹持并带动从上活动平台4和下活动平台5穿过,然后第一伺服驱动电机1带动偏心轴2做180
°
旋转使其主轴线处于最低位置,上活动平台4由其带动下移到最低位置,此时承重连杆3处于竖直状态,本身具有较高的刚度,第二伺服驱动电机11通过带动伺服泵6带动加压缸伸长带动下活动平台5上升,此时的状态如图2所示,控制器8、驱动器14、伺服泵6、高压电磁阀13以及压力传感器12组成高精度的数字液压控制系统,根据被加工片状物的工艺要求,加压缸被被注入指定量的液压油,从而实现了对被加工片状物的精确加工,加工需要保压定型的被加工的片状物15时,高压电磁阀13在
加压状态下关阀后仍能维持加压缸的压力,而此时第二伺服驱动电机11可处于关机状态,大大降低了能源消耗。
[0013]
本方案利用偏心轴2和承重连杆3配合带动上活动平台4升降,代替了现有技术中的液压系统中为使液压机上活动平台4快速接近被加工物而使用的大流量充液机构;本方案中加压缸中利用较小流量的变化而带动较大的压力变化,加压缸的控制油路中安装高压电磁阀13,在第二伺服驱动电机11停止后可对油路进行保压,替代了现有液压系统中加压时电机一直处于大负荷运行的方式,降低了能源消耗,利用上述两个改进点,与现有的液压系统相比能源消耗降低了50%以上。本装置中还可利用梯形螺纹丝杆驱动上活动平台4,替代本方案中利用偏心轴2和承重连杆3的方案。
[0014]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1