一种USB接口外壳加工折弯成型装置的制作方法
一种usb接口外壳加工折弯成型装置
技术领域
[0001]
本发明涉及数据传输装置制造领域,特别涉及一种usb接口外壳加工折弯成型装置。
背景技术:
[0002]
usb是数据传输的主要接口,其外壳主要通过折弯成型,现有的设备折弯成型均是先折弯再裁剪,后裁剪的产品毛边严重并且对模具的要求较高,在后期的维护上极为不便利,并且浪费人工。
技术实现要素:
[0003]
本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种usb接口外壳加工折弯成型装置,能够便于后期维护,节约人力成本。
[0004]
根据本发明实施例提供一种usb接口外壳加工折弯成型装置,包括:所述切割机构包括平整轮组,所述平整轮组输出端安装有进给轮,所述进给轮的数量为两个,两所述进给轮夹持输送提供输送的动力来源,所述进给轮输出端安装有定位块,所述定位块设有出料口,所述出料口匹配安装有切刀;所述折弯机构包括折弯工位和第一磁性件,第一磁性件在横向上能够左右移动,所述折弯工位包括折弯模具,所述折弯模具设有向上的模具口,所述模具口同轴线位置上安装有冲压块,所述模具口横向平面上安装有冲压块,所述模具口后方安装有限位块。
[0005]
上述的一种usb接口外壳加工折弯成型装置至少具有以下有益效果:所述切割机构包括平整轮组,所述平整轮组输出端安装有进给轮,所述进给轮的数量为两个,两所述进给轮夹持输送提供输送的动力来源,所述进给轮输出端安装有定位块,所述定位块设有出料口,所述出料口匹配安装有切刀,通过切刀能将铁条切割成均匀长度的铁片,并且平整块先将铁条进行平整,切割后的铁片规格统一。
[0006]
折弯机构包括折弯工位和第一磁性件,第一磁性件在横向上能够左右移动,所述折弯工位包括折弯模具,所述折弯模具设有向上的模具口,所述模具口同轴线位置上安装有冲压块,所述模具口横向平面上安装有冲压块,所述模具口后方安装有限位块,通过第一磁性件能够实现对铁片的输送,并且实现精准定位输送。
[0007]
通过切割机构先进行原料切割再折弯,这样的产品毛边大大减少并且对模具的要求较低,在后期的维护上更为便利,节约了大量的人工。
附图说明
[0008]
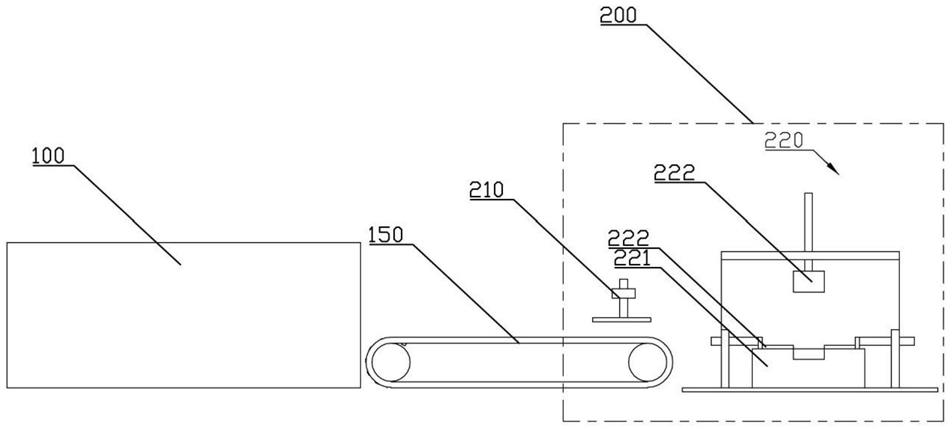
下面结合附图和实施例对本发明进一步地说明;图1是本发明实施例一种usb接口外壳加工折弯成型装置的结构示意图;图2是本发明实施例一种usb接口外壳加工折弯成型装置的切割机构结构示意图;图3是本发明实施例一种usb接口外壳加工折弯成型装置的折弯机构结构示意图。
[0009]
附图标记:切割机构100、进给轮110、平整轮组120、导轮121、支撑板130、调节螺丝131、调节块132、定位块140、出料口141、切刀142、传送带150、磁性件151、折弯机构200、第一磁性件210、折弯工位220、折弯模具221、冲压块222、限位块223。
具体实施方式
[0010]
本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
[0011]
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0012]
在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
[0013]
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
[0014]
本实施例中,包括切割机构100和折弯机构200。
[0015]
本实施例中,一种usb接口外壳加工折弯成型装置,原料是刚性的铁条,先将铁条经切割机构100裁剪成均匀长度的铁片,再将裁剪的铁片在折弯机构200中200中进行折弯成型。
[0016]
本实施例中,切割机构100包括进给轮110,两个进给轮110夹持铁条持续将铁条进行输送,铁条原料是不平整的,进给轮110前方安装有平整轮组120,通过平整轮组120对铁条整形,平整轮组120包括不对称安装的若干个导轮121,导轮121交替安装,导轮121设有导槽,铁条的输送路径是穿过导槽贯穿整个平整轮组120,其中上方安装的两个导轮121能够实现上下调节。
[0017]
可以理解的是上方的导轮121是通过设置在支撑板130上的调节块132实现上下调节,并且通过调节螺丝131可以实现精准定位。
[0018]
本实施例中,切割机构100包括定位块140,定位块140设有出料口141,定位块140安装在进给轮110后方,出料口141处匹配安装有切刀142,切刀142将铁条切断得到均匀长度的铁片,切断的铁片放置在传送带150上,传送带150上嵌装有磁性件151,磁性件151吸住铁片持续输送,这样的设计能够实现铁片的定位输送,保证铁片位置不会发生变化。
[0019]
本实施例中,折弯机构200包括第一磁性件210,第一磁性件210可选择为电磁铁,第一磁性件210磁性大于传送带150上的磁性件151的磁性强度,能实现对铁片的反吸,第一磁性件210反吸铁片时位置在铁片中间,具体位置根据其折弯时模具221决定,被吸住的铁片进入折弯工位220,折弯工位220包括折弯模具221,第一磁性件210将铁片放置在模具口中,上方的液压缸带动冲压块222向下运动先将铁片进行一次冲压,一次冲压成型退出模具
口,此时后方的限位块223向前移动至安装一次冲压铁片的模具口中,两边液压缸带动匹配安装的冲压块222相向运动进行二次折弯,此时折弯的成型得到的是四面封边的成型产品,折弯完成。
[0020]
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1