一种数控车床多功能定位夹紧装置的制作方法
1.本实用新型属于加工技术领域,具体的说是一种数控车床多功能定位夹紧装置。
背景技术:
2.商用车加工产品的特点是多品种、小批量,现有加工设备型号多样。在细长轴、曲轴、凸轮轴类零件加工时,通常采用的是专用顶尖支承,以消除各种零件加工变形。在产品换型时需要频繁更换不同规格的顶尖,一方面会导致生产效率低下,另一方面会降低设备支承精度。尤其对于细长轴类零件中心定位打中心孔需要辅助支撑并用百分表找正工件,费时费力。
3.目前,市场上多采用的顶尖多为死顶尖,而且不能更换,结构复杂,功能单一,没有互换功能,只适合同种类系的零件进行加工。对于细长轴类零件中心定位打中心孔需要辅助支撑并用百分表找正工件,费时费力。另外由于轴承配置的不合理,使顶尖在工作时径向跳动较大,旋转精度不高,使加工精度降低,有些零件要做专用的辅助顶尖装置进行定位,周期长,准用定制实用性不大,增加成本,对提高效率没有明显改善。并且顶尖只能适用一个种类的尾椎安装。
技术实现要素:
4.本实用新型提供了一种结构简单的数控车床多功能定位夹紧装置,该装置通过更换锥柄可实现在多种类机床上进行使用加工;一套定位系统可代替多个顶尖使用;本实用新型能提高零件的加工效率、保证定位精度、方便快捷、降低定制专用顶尖成本,解决了在多种数控车机床上进行细长轴的轴类定位的问题。
5.本实用新型技术方案结合附图说明如下:
6.一种数控车床多功能定位夹紧装置,该夹紧装置包括可替换锥柄5、定位架主体4、圆柱轴承3、定位架罩盖1、锁紧螺栓8和支撑端;所述定位架主体4 的右端与可替换锥柄5螺纹连接;所述定位架罩盖1套在支撑端并且与圆柱轴承 3配合后通过锁紧螺栓8固定在定位架主体4的左端。
7.所述支撑端包括定位轴座2;所述定位轴座2设置在圆柱轴承3内;所述定位架罩盖1套在圆柱轴承3上;所述定位轴座2、圆柱轴承3和定位架罩盖1装配成一体后通过锁紧螺栓8固定在定位架主体4的左端。
8.所述支撑端包括小顶尖支撑座6和小顶尖7;所述小顶尖支撑座6设置在圆柱轴承3内;所述小顶尖7设置在小顶尖支撑座6内;所述定位架罩盖1套在圆柱轴承3上;所述小顶尖支撑座6、小顶尖7、圆柱轴承3和定位架罩盖1装配成一体后通过锁紧螺栓8固定在定位架主体4的左端。
9.所述小顶尖支撑座6上开有方形通槽61;所述小顶尖支撑座6的前端为锥度面62;所述小顶尖支撑座6采用合金调质钢,外部表面及前端头部镀锌,其右端外径和左端外径孔径尺寸精度为0.005mm-0.01mm,表面粗糙度能达到 ra0.8mm,右端外径和左端外径孔径同
轴度位置精度为0mm-0.005mm;所述小顶尖支撑座6的右端外径与圆柱轴承3内径连接,并设有凸台;所述小顶尖支撑座 6的中部也设有为了防止轴向窜动的防窜凸台63;所述小顶尖支撑座6的左端设有锥孔与小顶尖相连;所述锥孔的孔径尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm,锥孔的孔径和右端外径孔径同轴度位置精度为 0mm-0.005mm;所述小顶尖7采用合金调质钢,其左端锥面和小顶尖右端锥面72 尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm,小顶尖左端锥面和小顶尖右端锥面同轴度位置精度为0mm-0.005mm;所述小顶尖7的右端与小顶尖支撑座6及定位架罩盖1相连接。
10.所述定位架主体4采用合金调质钢;所述定位架主体4为中空结构,其左端的内孔径46的尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm,其右端的轴径47的尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm;所述左端的内孔径46与右端的轴径47同轴度位置精度为0mm-0.005mm;所述右端的轴径47上设置有用于扳手紧固可替换锥柄的第一孔41;所述定位架主体4的左端内部设置有安装圆柱轴承3的定位台;所述定位台上开有三个第二孔42;所述定位架主体4的左端的外部开有固定锁紧螺栓8的螺栓孔43;所述定位架主体 4的前、后开有用于车刀进入内部对中心孔进行加工所用的第一镂空44;所述定位架主体4的上、下开有用于使用者便于观察加工情况所用的第二镂空45;所述定位架主体4上设置有安装定位架罩盖1的内凹槽。
11.所述可替换锥柄5可更换不同型号的锥柄。
12.所述圆柱轴承3使用拆卸轴承工具9可更换不同型号的轴承;所述拆卸轴承工具9包括敲击的盖板91和设置在盖板91上的三个圆柱体92。
13.所述小顶尖7使用拆卸顶尖工具10可更换不同型号;所述拆卸顶尖工具10 包括拆卸顶尖工具主体,所述拆卸顶尖工具主体呈锥形,其顶部102为敲击面;所述拆卸顶尖工具主体的下端设置在方形通槽61内,拆卸顶尖工具主体的侧面 101与小顶尖的尾部71接触。
14.所述定位架罩盖1不锈钢材质。
15.所述定位轴座2采用合金调质钢;所述定位轴座2的外径和内孔径尺寸精度为0.005mm-0.01mm范围,内表面粗糙度能达到ra0.8mm,外孔径和内孔径同轴度位置精度为0mm-0.005mm;所述定位轴座2的外径与圆柱轴承3的内径连接,并且其左端设有防止轴向窜动的凸台。
16.本实用新型的有益效果为:
17.1)本实用新型能提高零件的加工效率、保证定位精度、方便快捷、降低定制专用顶尖成本。
18.2)本实用新型定位系统具有径向跳动小,旋转精度高;可以安装不同种类的顶尖。
19.3)本实用新型能解决在多种数控车机床上进行细长轴的轴类定位的问题,更换简单方便,通用能力强,并且能达到零件的加工要求。
附图说明
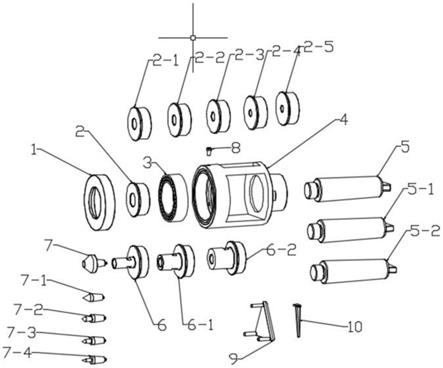
20.图1为本实用新型所有零件的爆炸图;
21.图2为本实用新型中第一种使用方法加工定位销孔的爆炸图意图;
22.图3为本实用新型中第一种顶尖定位的装配示意图;
23.图4为本实用新型中第二种使用方顶尖定位的爆炸图意图;
24.图5为本实用新型中第二种顶尖定位的装配示意图;
25.图6a为定位架主体的轴视图;
26.图6b为定位架主体的主视图;
27.图6c为定位架主体的左视图;
28.图6d为定位架主体的俯视图;
29.图7a为本实用新型的拆卸轴承工具的使用的轴视图;
30.图7b为本实用新型的拆卸轴承工具的使用的主视图;
31.图7c为本实用新型的拆卸轴承工具的使用的左视图;
32.图7d为本实用新型的拆卸轴承工具的使用的俯视图;
33.图8为本实用新型的拆卸顶尖工具的使用的轴视图。
34.图中:1、定位架罩盖;2、定位轴座;2-1、内孔直径为φ25定位轴座; 2-2、内孔直径为φ20定位轴座;2-3、内孔直径为φ16定位轴座;2-4、内孔直径为φ12定位轴座;2-5、内孔直径为φ10定位轴座;3、圆柱轴承;4、定位架主体;41、第一孔;42、第二孔;43、螺栓孔;44、第一镂空;45、第二镂空;46、左端的内孔径;47、右端的轴径;5、可替换锥柄;5-1、莫式4锥柄;5-2、莫式5锥柄;6、小顶尖支撑座;6-1、前端直径为φ30长度为20的小顶尖支撑座;6-2、前端直径为φ40长度为20的小顶尖支撑座;61、方形通槽; 62、锥度面;63、防窜凸台;7、小顶尖;71、小顶尖的尾部;72、小顶尖右端锥面;8、锁紧螺栓;9、拆卸轴承工具;91、盖板;92、圆柱体;10、拆卸顶尖工具;101、拆卸顶尖工具主体的侧面;102、顶部;
具体实施方式
35.参阅图1,一种数控车床多功能定位夹紧装置,该夹紧装置包括可替换锥柄5、定位架主体4、圆柱轴承3、定位架罩盖1、锁紧螺栓8和支撑端;所述定位架主体4的右端与可替换锥柄5螺纹连接;所述定位架罩盖1套在支撑端并且与圆柱轴承3配合后通过锁紧螺栓8固定在定位架主体4的左端。
36.所述可替换锥柄5采用莫式3锥柄,也可以替换为莫式4锥柄5-1,莫式 5锥柄5-2。
37.实施例一
38.参阅图2、图3,该方法是用于加工细长轴、曲轴、凸轮轴类零件的中心孔快速定位加工的装配方法。所述支撑端包括定位轴座2。
39.所述定位架主体4右端连接可替换锥柄5,并且可替换锥柄,其中图中只画出了莫式3、莫式4、莫式5三种,还有可以更换莫式0、莫式1、莫式2。它们是用螺纹装置锁紧的。定位架主体4左端可连接轴承圆柱3,轴承圆柱3连接直径定位轴座2,其中直径定位轴座2为内孔直径为φ30定位轴座,可替换成内孔直径为φ25定位轴座2-1、内孔直径为φ20定位轴座2-2、内孔直径为φ16定位轴座2-3、内孔直径为φ12定位轴座2-4、内孔直径为φ10定位轴座2-5,并且可以根据加工零件制作相应配合的直径定位轴座,定位架罩盖1,是安装完轴承圆柱3和直径定位轴座2之后安装到定位架主体4上的,最后安装的锁紧螺栓8。此加工方法能快速定位细长轴、曲轴、凸轮轴类零件,并能解决每一件零件都要安装找,节省时间,提高加工效率,并且在一定的加工工艺上更加的合理,使其能完成快速加工。并能保证加工精度。
40.实施例二
41.参阅图4、图5,该方法是用于细长轴、曲轴、凸轮轴类零件的中心孔快速定位的装
配方法。
42.所述支撑端包括小顶尖支撑座6和小顶尖7。
43.所述定位架主体4右端连接可替换锥柄5,并且可替换锥柄,其中图中只画出了莫式3、莫式4、莫式5三种,还有可以更换莫式0、莫式1、莫式2。它们是用螺纹装置锁紧的。定位架主体4左端可连接轴承圆柱3,轴承圆柱3连接小顶尖支撑座6,其中小顶尖支撑座6为前端直径为φ20长度为20的小顶尖支撑座,可替换成前端直径为φ30长度为20的小顶尖支撑座6-1、前端直径为φ40长度为20的小顶尖支撑座6-2,并且可以根据加工零件制作相应配合的小顶尖支撑座,定位架罩盖1是安装完轴承圆柱3和小顶尖支撑座6之后安装到定位架主体4 上的,最后安装的锁紧螺栓8。
44.参阅图6a、6b、6c和6d,所述定位架主体4采用合金调质钢;所述定位架主体4为中空结构,其左端的内孔径46的尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm,其右端的轴径47的尺寸精度为0.005mm-0.01mm,表面粗糙度能达到ra0.8mm;所述左端的内孔径46与右端的轴径47同轴度位置精度为 0mm-0.005mm;所述右端的轴径47上设置有第一孔41,第一孔41是用于定位架主体与可替换锥柄5、莫式4锥柄5-1、莫式5锥柄5-2安装紧固时所用,用扳手紧固;所述定位架主体4的左端内部设置有安装圆柱轴承3的定位台;所述定位台上开有三个第二孔42;所述定位架主体4的左端的外部开有固定锁紧螺栓8 的螺栓孔43;所述定位架主体4的前、后开有用于车刀进入内部对中心孔进行加工所用的第一镂空44;所述定位架主体4的上、下开有用于使用者便于观察加工情况所用的第二镂空45;所述定位架主体4上设置有安装定位架罩盖1的内凹槽。
45.参阅图7a、图7b、图7c和图7d,所述圆柱轴承3使用拆卸轴承工具9可更换不同型号的轴承;所述拆卸轴承工具9包括盖板91和设置在盖板91上的三个圆柱体92,拆卸时,通过均匀击打拆卸轴承工具9的盖板91,使拆卸轴承工具9 的三个圆柱体92穿过定位架主体4的三个第二孔42,从而把圆柱轴承3拆卸下来。
46.参阅图8,所述小顶尖7使用拆卸顶尖工具10可更换不同型号;所述拆卸顶尖工具10包括拆卸顶尖工具主体,所述拆卸顶尖工具主体呈锥形,其顶部102 为敲击面;所述拆卸顶尖工具主体的下端设置在方形通槽61内,拆卸顶尖工具主体的侧面101与小顶尖的尾部71接触。拆卸时,通过均匀敲击拆卸顶尖工具10顶部102,拆卸顶尖工具10通过小顶尖支撑座6的方形通槽61;用拆卸顶尖工具主体的侧面101与小顶尖的尾部71接触从而把小顶尖7从小顶尖支撑座6的锥度面62中顶出。
47.所述定位架罩盖1设置为不锈钢材质,防止被腐蚀,且美观,主要是保护圆柱轴承3,防止铁血及杂质进入圆柱轴承3和定位架主体4当中,其安装在定位架主体4的内凹槽中,利用锁紧螺栓8进行锁紧定位防止移动和转动。
48.定位轴座2及内孔直径为φ25定位轴座2-1、内孔直径为φ20定位轴座2-2、内孔直径为φ16定位轴座2-3、内孔直径为φ12定位轴座2-4、内孔直径为φ10 定位轴座2-5,图中只画出了部分种类,并且根据零件的尺寸可以制作相应的内孔直径的定位轴座2,其材质为调制合金刚具有较硬耐磨的特性,其外径和内孔径尺寸精度在0.005mm-0.01mm范围内表面粗糙度能达到ra0.8mm,外孔径和内孔径同轴度位置精度在0mm-0.005mm范围内。定位轴座2外径与圆柱轴承3 内径连接,并设有凸台定位轴座2左端设有凸台设计,凸台主要是为了防止轴向窜动,影响零件的加工精度。
49.参阅图6a、6b、6c和6d,所述定位架主体4为调制合金钢,具有不易变形,刚度高、不易磨损的特点。外部表面镀锌,其不易腐蚀,美观。其左端内孔径 46尺寸精度在0.005mm-0.01mm范围内,表面粗糙度能达到ra0.8mm。定位架主体4右端轴径尺寸47尺寸精度在0.005mm-0.01mm范围内,表面粗糙度能达到 ra0.8mm。定位架主体4左端内孔径46与定位架主体4右端的轴径47同轴度位置精度在0mm-0.005mm范围内。
50.小顶尖支撑座组套包括直径为φ20长度为20的小顶尖支撑座6、前端直径为φ30长度为20的小顶尖支撑座6-1、前端直径为φ40长度为20的小顶尖支撑座6-2。其材质为调制合金钢,前端头部镀锌。具有不易变形,刚度高、不易磨损的特点。外部表面镀锌,其不易腐蚀,美观。其右端外径和左端外径孔径尺寸精度在0.005mm-0.01mm范围内表面粗糙度能达到ra0.8mm,右端外径和左端外径孔径同轴度位置精度在0mm-0.005mm范围内。小顶尖支撑座6右端外径与圆柱轴承3内径连接,并设有凸台,小顶尖支撑座6中部设有凸台设计,凸台主要是为了防止轴向窜动,影响零件的加工精度。小顶尖支撑座6左端设有锥孔与小顶尖7相连。锥孔孔径尺寸精度在0.005mm-0.01mm范围内表面粗糙度能达到ra0.8mm,锥孔孔径和右端外径孔径同轴度位置精度在0mm-0.005mm范围内。
51.小顶尖7材质为调制合金钢。具有不易变形,刚度高、不易磨损的特点。小顶尖左端锥面和小顶尖右端锥面尺寸精度在0.005mm-0.01mm范围内表面粗糙度能达到ra0.8mm,小顶尖左端锥面和小顶尖右端锥面同轴度位置精度在 0mm-0.005mm范围内。其根据零件的尺寸使用不同选择不同大小的顶尖,小顶尖7的右端与小顶尖支撑座6及小顶尖支撑座套相连接。
52.锁紧螺栓8材质为调制合金钢。具有不易变形,刚度高、不易磨损的特点。外六方处镀锌,其不易腐蚀,美观。用于连接定位架罩盖1紧固定位在定位架主体4。
53.轴承更换装置9材质为调制合金钢,前端头部镀锌。具有不易变形,刚度高、不易磨损的特点。外部表面镀锌,其不易腐蚀,美观。
54.拆卸顶尖工具10材质为调制合金钢,前端头部镀锌。具有不易变形,刚度高、不易磨损的特点。外部表面镀锌,其不易腐蚀,美观。
55.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
56.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
57.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1