一种拉床支架夹具的制作方法
1.本实用新型涉及夹具技术领域,具体地说是一种拉床支架夹具。
背景技术:
2.在机械加工中,夹具处于关键作用,一方面要定位可靠,另一方面要夹紧可靠,才能保证零件的加工精度。支架滑槽拉削时,拉力较大,而且支架无下梁,整体刚性差,支架为铸造件,夹具设计中如果对零件的定位或夹紧位以及夹紧力不合理,则导致加工过程中支架变形,加工后无法保证尺寸精度和位置精度。另外,针对一系列尺寸的支架,需要有快换型式的夹具来确保越来越多的汽车零部件加工企业的需求。
技术实现要素:
3.本实用新型为克服现有技术的不足,提供一种拉床支架夹具,保证拉削时,支架不变形,保证加工后尺寸精度和位置精度,且结构紧凑,易于实现,而且通过简单的更换一些部件就可以实现快速换型。
4.为实现上述目的,设计一种拉床支架夹具,包括驱动连接部分、夹具主体、主压紧块、分中定位及下定位板、驱动杆、摆动块、拉簧、限位销、支撑杆,其特征在于:所述的夹具主体为左右对称布置结构,位于夹具主体的上方设有若干主压紧块,主压紧块的后侧连接驱动连接部分;位于夹具主体的中部设有分中定位及下定位板,分中定位及下定位板的下方左右两侧分别连接驱动杆的一端,驱动杆的另一端连接内辅助支撑杆;左右两侧的内辅助支撑杆的内侧之间通过拉簧连接,位于左右两侧的内辅助支撑杆的外侧分别设有前抱紧预定位爪,前抱紧预定位爪的后侧下方设有侧下辅助支撑块,侧下辅助支撑块的下方设有下支撑块;位于分中定位及下定位板与内辅助支撑杆之间设有后定位块。
5.所述的分中定位及下定位板呈c型面板结构,位于分中定位及下定位板的中部设有分中定位点,分中定位及下定位板的两端分别通过螺栓连接档杆,位于档杆内侧的分中定位及下定位板上设有工件定位面。
6.所述的后定位块呈三角形面板结构,位于后定位块的一侧设有定位凸起结构。
7.所述的前抱紧预定位爪的后侧通过摆动块与夹具主体连接。
8.所述的下支撑块通过支撑轴与夹具主体连接。
9.位于拉簧下方设有限位销,并且限位销位于左右两侧的内辅助支撑杆之间的下部位置;所述的内辅助支撑杆通过销轴与夹具主体连接。
10.所述的驱动连接部分通过压杆及滑块与主压紧块连接。
11.所述的主压紧块设有3块,并且主压紧块分别位于夹具主体中部上方位置。
12.本实用新型同现有技术相比,提供一种拉床支架夹具,保证拉削时,支架不变形,保证加工后尺寸精度和位置精度,且结构紧凑,易于实现,而且通过简单的更换一些部件就可以实现快速换型。
附图说明
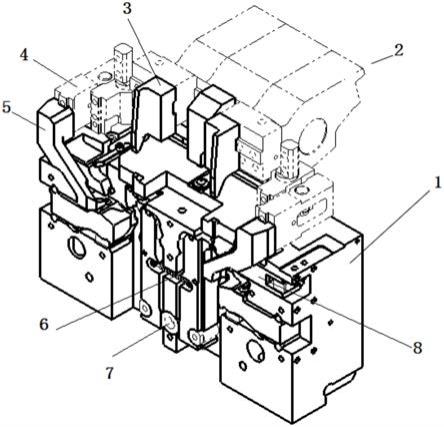
13.图1为本实用新型结构示意图。
14.图2为本实用新型除去夹具主体的结构示意图。
15.图3为分中定位及下定位板
16.图4为后定位块结构示意图。
17.图5为本实用新型装配主视图。
18.图6为本实用新型装配俯视图。
19.图7为图5中a-a向剖视图。
20.图8为图6中b-b向剖视图。
21.图9-图11为加工产品结构示意图。
具体实施方式
22.下面根据附图对本实用新型做进一步的说明。
23.如图1至图8所示,夹具主体1为左右对称布置结构,位于夹具主体1的上方设有若干主压紧块3,主压紧块3的后侧连接驱动连接部分2;位于夹具主体1的中部设有分中定位及下定位板9,分中定位及下定位板9的下方左右两侧分别连接驱动杆10的一端,驱动杆10的另一端连接内辅助支撑杆12;左右两侧的内辅助支撑杆12的内侧之间通过拉簧6连接,位于左右两侧的内辅助支撑杆12的外侧分别设有前抱紧预定位爪5,前抱紧预定位爪5的后侧下方设有侧下辅助支撑块8,侧下辅助支撑块8的下方设有下支撑块15;位于分中定位及下定位板9与内辅助支撑杆12之间设有后定位块11。
24.分中定位及下定位板9呈c型面板结构,位于分中定位及下定位板9的中部设有分中定位点9-1,分中定位及下定位板9的两端分别通过螺栓连接档杆9-3,位于档杆9-3内侧的分中定位及下定位板9上设有工件定位面9-2。
25.后定位块11呈三角形面板结构,位于后定位块11的一侧设有定位凸起结构11-1。
26.前抱紧预定位爪5的后侧通过摆动块4与夹具主体1连接。
27.下支撑块15通过支撑轴14与夹具主体1连接。
28.位于拉簧6下方设有限位销7,并且限位销7位于左右两侧的内辅助支撑杆12之间的下部位置;所述的内辅助支撑杆12通过销轴13与夹具主体1连接。
29.驱动连接部分2通过压杆2-1及滑块2-2与主压紧块3连接。
30.主压紧块3设有3块,并且主压紧块3分别位于夹具主体1中部上方位置。
31.如图9-图11所示,为汽车零件支架16的结构示意图,在加工该产品时,需要多方位精确定位,如分中定位点位及下定位点位20,后定位点位30,主压点位40,前抱紧点位50,下辅助支撑点位60,内支撑点位70,拉削位80,下定位点位90。
32.在汽车零件支架16加工时,将汽车零件支架16放置于分中定位及下定位板9上,通过夹具主体1上的各个部件,在汽车零件支架16上设置合理的定位部分,夹紧部分及辅助支撑部分,确保汽车零件支架16在拉削时不变形,加工后尺寸精度和位置尺寸稳定,且结构紧凑,换型快速。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1