曲线式飞翼加工机构、双面飞翼加工装置及分步曲线式双面飞翼机的制作方法
1.本实用新型涉及热交换设备技术领域,特别是涉及曲线式飞翼加工机构、双面飞翼加工装置及分步曲线式双面飞翼机。
背景技术:
2.在铝材的表面加工形成散热翅以提高散热速度,是一种常用的加工方式,铝材的机械铲削飞翼加工目前普遍采取单面直线式铲削飞翼加工或双面直线铲削飞翼加工的形式,加工形成的散热翅表面为平面结构,且散热翅从翅根到翅尖的厚度较为均一,散热效率还具有一定的局限性。
技术实现要素:
3.本实用新型的目的是针对现有技术中存在的散热翅厚度均匀限制散热效率的问题,而提供一种曲线式飞翼加工机构,加工得到的飞翼齿片形状是齿片根厚、齿片尖薄;
4.本实用新型的另一个目的是提供一种双面飞翼加工装置,同时在铝材的两个侧面进行加工,工作效率高;
5.本实用新型的另一个目的是提供一种分步曲线式双面飞翼机,由分步送料装置和所述双面飞翼加工装置构成,可实现多根铝材同时加工。
6.为实现本实用新型的目的所采用的技术方案是:
7.一种曲线式飞翼加工机构,包括曲轴、拉杆、摇杆臂和铲刀组件,其中:
8.所述曲轴的主轴转动连接于工作面上,所述拉杆的一端连接于所述曲轴上构成曲柄连杆结构,所述拉杆的另一端与所述摇杆臂的受力端相铰接,所述摇杆臂的连接端通过摇臂轴转动连接于所述工作面上,所述铲刀组件固定于所述摇杆臂上。
9.所述曲轴的主轴由电机驱动旋转,所述拉杆的连接端转动连接于所述曲轴的曲柄轴上,所述主轴受驱动旋转时,所述连接端绕所述主轴做圆周运动。
10.在所述工作面上,当所述拉杆位于x轴方向上时,所述摇杆臂位于y轴方向上,且所述拉杆带动摇杆臂以y轴为轴线摇摆,摇杆臂带动铲刀组件朝向在x轴方向上传输的工件做曲线运动。
11.所述铲刀组件包括可拆卸连接于所述摇杆臂上的刀体和通过楔刀块挤压固定于所述刀体的装配槽内的铲刀,其中,所述楔刀块可拆卸装配于所述刀体上,所述刀刃形成在所述铲刀上。
12.所述刀体为形成有装配槽的类梯形块,所述楔刀块为梯形块结构,所述楔刀块通过压力螺母和压紧螺钉配合紧固于所述类梯形块上,所述刀体的背部形成有容纳所述压力螺母的开槽,通过压力螺母和压紧螺钉即可将楔刀块固定于所述刀体上;
13.所述装配槽内装配有两个楔刀块和两个铲刀,每一楔刀块对应压紧一所述铲刀,刀体通过安装螺钉装配于所述摇杆臂上,所述安装螺钉位于装配槽内两个铲刀之间。
14.所述加工机构还包括固定于所述工作面上的工件定位基准,所述工件定位基准b设置于所述铲刀组件的相对侧。
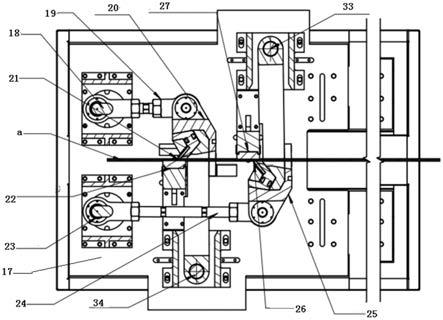
15.本实用新型的另一方面,一种双面飞翼加工装置,包括两组所述的曲线式飞翼加工机构,在所述工作面上,两组所述曲线式飞翼加工机构的铲刀组件前后间隔且相对设置,两组所述曲线式飞翼加工机构的曲轴以工件为轴对称设置在工作面的左右两侧,两组所述曲线式飞翼加工机构的摇杆臂长度相同,两组所述曲线式飞翼加工机构的拉杆一长一短,每一所述铲刀组件的相对侧均固定有工件定位基准以对传输来的工件进行定位,所述工件定位基准固定于所述工作面上。
16.本实用新型的另一方面,一种分步曲线式双面飞翼机,包括所述的双面飞翼加工装置及分步送料装置,其中:
17.所述分步送料装置,包括固定于所述工作面上的直线驱动机构和受所述直线驱动机构驱动用于夹紧工件的夹料机构。
18.更进一步的,所述直线驱动机构包括送料电机,端部通过联轴器固定于所述送料电机上的送料丝杠和与所述送料丝杠作用连接的丝杠螺母,所述送料丝杠通过轴承连接于固定于所述工作面上的丝杠座上,所述夹料机构随所述丝杠螺母移动,所述丝杠座上形成有供工件穿出的通孔;所述夹料机构包括定夹、动夹和油缸,其中两个丝杠座之间固定有滑轨,所述滑轨上设有与其滑动连接的滑块,所述滑块与所述丝杠螺母固定连接,所述定夹固定于所述滑块上,所述动夹通过所述油缸驱动靠近或远离所述定夹以装夹工件,所述定夹和动夹的相对面上形成有工件穿过的定位槽。
19.本实用新型的另一方面,还包括由所述分步曲线式双面飞翼机对工件进行飞翼得到的产品。
20.与现有技术相比,本实用新型的有益效果是:
21.1.曲线式飞翼加工机构通过曲柄连杆的驱动形式,可实现弧面飞翼作业,飞翼出的齿片表面呈弧形结构,齿根厚,齿尖薄,同体积(同散热面积)本实用新型的曲线飞翼齿片应用在热交换的散热领域,较现有的直线飞翼齿片提高散热效率10%以上,本实用新型有效提高了飞翼齿片的散热效率。
22.2.铲刀和刀体一体化装卸和修磨,修磨时刀体和铲刀整体在工具磨床上进行磨削,便于后期维护。
23.3.双面飞翼加工装置可实现多条工件两点双面曲线铲削,实现多工件铝材齿片在一台机上双面飞翼,有效提高作业效率。
24.4.分步曲线式双面分步曲线式双面飞翼机中夹料结构可实现连续送料,配合双面飞翼加工装置,可实现多条工件同时连续作业,加工效率高。夹分步送料装置采用液压和丝杠联合作用。液压装置压住工件,丝杠按步进给。两组此装置分步进行,实现整个切削过程不间断。
附图说明
25.图1中(a)所示为实施例1曲线式飞翼加工机构的结构示意图,(b)为曲轴与拉杆的连接结构示意图。
26.图2是实施例1的原理图。
27.图3是图2中铲刀组件运动轨迹的放大图。
28.图4是铲刀组件的结构示意图,其中(a)为侧视图,(b)为俯视图。
29.图5是铲刀组件与摇杆臂的连接结构图。
30.图6是实施例2的俯视图。
31.图7是实施例2的主视图。
32.图8是实施例3的分步送料装置的侧视图。
33.图9是实施例3的分步送料装置的剖面图。
34.图10是实施例3的分步送料装置的主视图。
35.图11是实施例3的夹料机构的结构示意图。
36.图12是实施例3飞翼得到齿片的结构示意图。
37.图中:1
‑
曲轴,1
‑
1主轴,1
‑
2曲柄轴,1
‑
3轴承,1
‑
4垫片,1
‑
5螺钉,
[0038]2‑
拉杆,3
‑
摇杆臂,4
‑
铲刀组件,5
‑
连接端,6
‑
受力端,7
‑
连接端,8
‑
摇臂轴,9
‑
刀体, 10
‑
楔刀块,11
‑
装配槽,12
‑
铲刀,13
‑
安装螺钉,14
‑
压力螺母,15
‑
压紧螺钉,16
‑
开槽,17
‑ꢀ
工作面,18
‑
第一曲轴,19
‑
短拉杆,20
‑
第一摇杆臂,21
‑
第一铲刀组件,22
‑
第一工件定位基准,23
‑
第二曲轴,24
‑
长拉杆,25
‑
第二摇杆臂,26
‑
第二铲刀组件,27
‑
第二工件定位基准, 28
‑
夹料机构,29
‑
送料电机,30
‑
送料丝杠,31
‑
丝杠螺母,32
‑
丝杠座,33
‑
第二摇臂轴,34
‑ꢀ
第一摇臂轴,35
‑
定夹,36
‑
动夹,37
‑
油缸,38
‑
滑轨,39
‑
滑块,40
‑
连接板。
具体实施方式
[0039]
以下结合具体实施例对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0040]
实施例1
[0041]
一种曲线式飞翼加工机构,包括曲轴1、拉杆2、摇杆臂3和铲刀组件4,其中:
[0042]
所述曲轴1的主轴1
‑
1转动连接于工作面上,所述拉杆2的一端连接于所述曲轴1上构成曲柄连杆结构,所述拉杆2的另一端与所述摇杆臂3的受力端6相铰接,所述摇杆臂3的连接端7通过摇臂轴8转动连接于所述工作面上,所述铲刀组件4固定于所述摇杆臂3上。
[0043]
所述曲轴1的主轴1
‑
1由电机驱动旋转,所述拉杆2的连接端5转动连接于所述曲轴1 的曲柄轴1
‑
2上,所述主轴1
‑
1受驱动旋转时,所述连接端5绕所述主轴1
‑
1做圆周运动,所述摇杆臂与所述拉杆2相连接的位置形成所述拉杆2的着力点c,对应所述摇杆臂的受力端6。所述拉杆2带动摇杆臂3摆动时,摇杆臂3带动铲刀组件的刀刃运动形成曲线切削轨迹。朝向工件a(在此为铝材)做曲线运动。
[0044]
更进一步的,所述曲柄轴1
‑
2上套接有轴承1
‑
3,所述轴承由垫片1
‑
4进行限位,所述垫片1
‑
4由螺钉1
‑
5固定于所述曲柄轴1
‑
2上,所述连接端5通过轴承1
‑
3与所述曲柄轴1
‑
2 转动连接。
[0045]
在所述工作面上,当所述拉杆2位于x轴方向上时,所述摇杆臂3位于y轴方向上,加工作业时,所述铝材在x轴方向上传输。
[0046]
工作原理:如图2
‑
3所示,曲轴1受驱动旋转时,曲轴1的曲柄绕o点旋转。当由m转到m'时,摇杆臂3的受力端6由n转到n'。刀具固定在摇杆臂3上,刀尖c转到c'。当曲柄由m'转到m时刀尖又由c'转到c。即c到c'是以d为圆心以cd为半径的一段弧线。
[0047]
更具体的,曲轴1带动拉杆摇摆,拉杆带动摇杆臂摇摆,所述摇杆臂受驱动以y轴为轴线摇摆,带动铲刀组件的刀刃朝向铝材做曲线运动,刀具的切削轨迹是曲线,在铝材上切削形成边缘为曲线结构的飞翼齿片,飞翼齿片形状是齿片根厚、齿片尖薄,应用于热交换领域可提高散热效率约10%。
[0048]
为了便于磨刀,所述铲刀组件4采用一体式拆卸结构,所述铲刀组件包括可拆卸连接于所述摇杆臂3上的刀体9和通过楔刀块10挤压固定于所述刀体9的装配槽11内的铲刀12,其中,所述楔刀块10可拆卸装配于所述刀体9上,所述刀刃形成在所述铲刀12上。
[0049]
将铲刀12装配于所述刀体9上时,先将铲刀12置于所述装配槽11的槽底,将楔刀块10置于装配槽11内,在向装配槽11内部推动楔刀块10的过程中,楔刀块10将铲刀12压紧,到位后,将楔刀块10固定于所述刀体9上,完成装配。
[0050]
所述刀体9为形成有装配槽11的类梯形块,所述楔刀块10为梯形块结构,所述楔刀块 10通过压力螺母14和压紧螺钉15配合紧固于所述类梯形块上,所述刀体9的背部形成有容纳所述压力螺母14的开槽16,通过压力螺母14和压紧螺钉15即可将楔刀块10固定于所述刀体9上。
[0051]
所述装配槽内装配有两个楔刀块10和两个铲刀12,每一楔刀块10对应压紧一所述铲刀 12,刀体9通过安装螺钉13装配于所述摇杆臂3上,所述安装螺钉13位于装配槽内两个铲刀之间。拆卸铲刀组件时,只需拧下安装螺钉13,即可将整个铲刀组件4从摇杆臂3上拆卸下来,如此整体拆装,便于磨刀,提高了维护效率,同理的,安装铲刀组件时,利用安装螺钉13将刀体固定于摇杆臂上即可。
[0052]
为了便于对工件进行定位,所述加工机构还包括固定于所述工作面上的工件定位基准b,所述工件定位基准b设置于所述铲刀组件的相对侧。所述工件定位基准对工件的一侧面进行定位,所述铲刀组件对该工件的另一侧面进行飞翼加工。
[0053]
实施例2
[0054]
一种双面飞翼加工装置,包括两组如实施例1所述的曲线式飞翼加工机构,在所述工作面上,两组所述曲线式飞翼加工机构的铲刀组件前后间隔且相对设置,两组所述曲线式飞翼加工机构的曲轴以工件a为轴对称设置在工作面的左右两侧,两组所述曲线式飞翼加工机构的摇杆臂20长度相同,两组所述曲线式飞翼加工机构的拉杆一长一短。
[0055]
每一所述铲刀组件的相对侧均固定有工件定位基准以对传输来的工件a进行定位,所述工件定位基准固定于所述工作面上。
[0056]
两组所述曲线式飞翼加工机构的铲刀组件一前一后设置,实现分步加工,两组所述曲线式飞翼加工机构的铲刀组件分别设置在铝材的左右两侧,实现双面加工。每一组所述曲线式飞翼加工机构的铲刀组件包括两个铲刀时,每个铲刀可同时对五条铝材进行铲削飞翼,如此实现10根铝材曲线式铲削飞翼加工。
[0057]
更为具体的:
[0058]
一种双面飞翼加工装置,包括工作面17、第一曲线式飞翼加工机构和第二曲线式飞翼加工机构;
[0059]
所述第一曲线式飞翼加工机构包括第一曲轴18、短拉杆19、第一摇杆臂20和第一铲刀组件21,短拉杆19的一端部受所述第一曲轴18驱动、另一端铰接于所述第一摇杆臂20的受力端,第一摇杆臂20的连接端通过第一摇臂轴34转动连接于工作面上,所述第一铲刀
组件21固定于所述第一摇杆臂20上,所述工作面上固定有与所述第一铲刀组件相对的第一工件定位基准22;
[0060]
所述第二曲线式飞翼加工机构包括第二曲轴23、长拉杆24、第二摇杆臂25和第二铲刀组件26,短拉杆的一端部受所述第二曲柄连杆驱动组件驱动的、另一端铰接于所述第二摇杆臂的受力端,第二摇杆臂的连接端通过第二摇臂轴33转动连接于工作面上,所述第二铲刀组件固定于所述第二摇杆臂上,所述工作面上固定有与所述第二铲刀组件相对的第二工件定位基准27;
[0061]
所述第一曲轴18、第二曲轴23以工件a为轴对称设置在工作面的左右两侧,第一摇杆臂20的长度与所述第二摇杆臂25的长度相同。
[0062]
实施例3
[0063]
一种分步曲线式双面飞翼机,包括如实施例2所述的双面飞翼加工装置及分步送料装置,其中:
[0064]
所述分步送料装置,包括固定于所述工作面17上的直线驱动机构和受所述直线驱动机构驱动用于夹紧工件的夹料机构28。
[0065]
在双面飞翼过程中,所述直线驱动机构驱动夹料机构分步前进,夹料机构带动工件a分步前进,进行送料。
[0066]
更进一步的,所述直线驱动机构包括送料电机29,端部通过联轴器固定于所述送料电机 29上的送料丝杠30和与所述送料丝杠30作用连接的丝杠螺母31,所述送料丝杠30通过轴承连接于固定于所述工作面上的丝杠座32上,所述夹料机构28随所述丝杠螺母31移动,所述丝杠座32上形成有供工件a穿出的通孔。
[0067]
更进一步的,所述夹料机构28包括定夹35、动夹36和油缸37,其中两个丝杠座32之间固定有滑轨38,所述滑轨38上设有与其滑动连接的滑块39,所述滑块39与所述丝杠螺母 31固定连接,所述定夹35固定于所述滑块39上,所述动夹36通过所述油缸37驱动靠近或远离所述定夹35以装夹工件a,所述定夹35和动夹36的相对面上形成有工件a穿过的定位槽。夹紧工件a时,将工件a置于定位板的定位槽内,启动油缸37,其带动动夹36向所述定夹35一侧运动,将工件a夹紧。所述滑块39通过连接板40固定于所述丝杠螺母31上。
[0068]
所述分步送料装置设置有两组,每一组夹紧工件a上形成有五个定位槽,如此可实现十条工件a的送料作业。
[0069]
实施例4
[0070]
实施例3中的飞翼机对工件进行飞翼得到的产品,齿片结构如图12所示,以下数据单位均为mm,对厚度t为10.55的工件进行加工,当步距d为2时,切削长度l为18,切削弧度的r为500,齿高h可达到12,齿尖的厚度w1为0.25,靠近齿根的位置w1厚度为0.35,齿尖薄,齿根厚,散热效率高。
[0071]
以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1