一种异型管道折弯工装的制作方法
[0001]
本实用新型属于弯管技术领域,具体涉及一种异型管道折弯工装。
背景技术:
[0002]
冰箱冷藏蒸发器回气管端需要多次折弯,且形状不规则,常采用人工进行折弯,公开号为cn107824649a的中国专利提供了一种手工弯管装置,包括底座、压模单元和弯曲单元,所述底座为设置于地面的一个工作台,所述压模单元安装于工作台面上,用以对管路进行支撑并与所述弯曲单元配合作用,所述弯曲单元安装在固定在台面的前端的一角处的心轴上,能够围绕所述心轴旋转,以对管路进行弯曲,对于连续的不规则弯道,缺少定位,难以控制不同折弯之间的间距,进而影响装配。
技术实现要素:
[0003]
为解决上述技术问题,本实用新型提供了一种异型管道折弯工装,通过将第一折弯机构、绕管柱、第二折弯机构同时设置在工作台面上,管道一次成型,保证两次折弯与绕圈的相对位置,提高了零件的一致性。
[0004]
本实用新型通过以下技术方案得以实现:
[0005]
一种异型管道折弯工装,包括工作台面、第一折弯机构、绕管柱、第二折弯机构;第一折弯机构安装在工作台面上,用以夹持管道并对对管道进行一次折弯;绕管柱安装在工作台面上,用以对一次折弯后的管道进行绕圈;第二折弯机构包括固定柱和套装在固定柱上的回转体,固定柱安装在工作台面,回转体上设置有用于支撑折弯的圆柱面和用于夹持管道的夹缝,用以对绕圈后的管道进行二次折弯,第一折弯机构与绕管柱对管道形成了定位,使得第二折弯机构省去定位结构,简化了结构,同时管道一次成型,保证两次折弯与绕圈的相对位置,提高了零件的一致性。
[0006]
所述第一折弯机构包括定位块和夹块,定位块固定在工作台面上,夹块通过气缸驱动与定位块贴合,夹块与气缸的贴合面上对应设置有夹槽,定位块一侧设置有用于折弯的圆弧面,夹槽夹持管道进行定位,圆弧面在一次折弯时对管道进行支撑,保证一次折弯的扁平率达标。
[0007]
所述绕管柱和固定柱均通过螺纹旋合安装在工作台面上,便于维修更换。
[0008]
所述固定柱包括底座和限位柱,限位柱上设置有第一圆柱和第二圆柱,回转体包括平行设置的圆环和立柱,圆环底部设置有水平伸出的连接板,立柱固定在连接板上,立柱与圆环之间形成夹缝,圆环套在第一圆柱上,第一圆柱与底座固定连接,将管道放置在夹缝中,转动回转体即能对管道进行折弯,同时圆环外圈对管道进行支撑,保证二次折弯的扁平率达标。
[0009]
所述第二圆柱的直径大于第一圆柱的直径,底座的外圈直径大于第一圆柱的直径,将圆环限制在第一圆柱上,限制圆环轴向窜动,保证折弯的质量。
[0010]
所述立柱的上端折弯形成把手,便于手持,同时利用杠杆原理,操作省力、方便。
[0011]
所述立柱的结构为圆管,降低在管道折弯过程中,因挤压出现扁平的情况。
[0012]
本实用新型的有益效果在于:
[0013]
与现有技术相比,通过将第一折弯机构、绕管柱、第二折弯机构同时设置在工作台面上,第一折弯机构与绕管柱对管道形成了定位,使得第二折弯机构能够省去定位结构,简化了结构,同时管道一次成型,保证两次折弯与绕圈的相对位置,提高了零件的一致性。通过设置圆弧面和圆环,保证两次折弯的扁平率达标。通过设置把手,便于手持,同时利用杠杆原理,操作省力、方便。
附图说明
[0014]
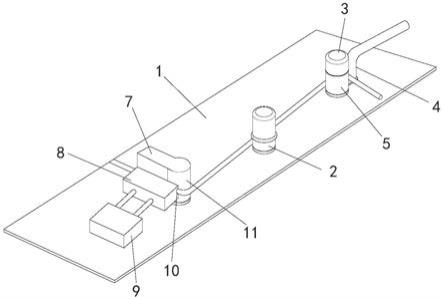
图1是本实用新型的结构示意图;
[0015]
图2是本实用新型中固定柱的结构示意图;
[0016]
图3是本实用新型中回转体的结构示意图。
[0017]
图中:1-工作台面,2-绕管柱,3-固定柱,4-回转体,5-圆柱面,6-夹缝,7-定位块,8-夹块,9-气缸,10-夹槽,11-圆弧面,12-底座,13-限位柱,14-第一圆柱,15-第二圆柱,16-圆环,17-立柱,18-连接板。
具体实施方式
[0018]
下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
[0019]
如图1至图3所示,一种异型管道折弯工装,包括工作台面1、第一折弯机构、绕管柱2、第二折弯机构;第一折弯机构安装在工作台面1上,用以夹持管道并对对管道进行一次折弯;绕管柱2安装在工作台面1上,用以对一次折弯后的管道进行绕圈;第二折弯机构包括固定柱3和套装在固定柱3上的回转体4,固定柱3安装在工作台面1,回转体4上设置有用于支撑折弯的圆柱面5和用于夹持管道的夹缝6,用以对绕圈后的管道进行二次折弯,第一折弯机构与绕管柱2对管道形成了定位,使得第二折弯机构能够省去定位结构,简化了结构,同时管道一次成型,保证两次折弯与绕圈的相对位置,提高了零件的一致性。
[0020]
所述第一折弯机构包括定位块7和夹块8,定位块7固定在工作台面1上,夹块8通过气缸9驱动与定位块7贴合,夹块8与气缸9的贴合面上对应设置有夹槽10,定位块7一侧设置有用于折弯的圆弧面11,夹槽10夹持管道进行定位,圆弧面11在一次折弯时对管道进行支撑,保证一次折弯的扁平率达标。
[0021]
所述绕管柱2和固定柱3均通过螺纹旋合安装在工作台面1上,便于维修更换。
[0022]
所述固定柱3包括底座12和限位柱13,限位柱13上设置有第一圆柱14和第二圆柱15,回转体4包括平行设置的圆环16和立柱17,圆环16底部设置有水平伸出的连接板18,立柱17固定在连接板18上,立柱17与圆环16之间形成夹缝6,圆环16套在第一圆柱14上,第一圆柱14与底座12固定连接,将管道放置在夹缝6中,转动回转体4即能对管道进行折弯,同时圆环16外圈对管道进行支撑,保证二次折弯的扁平率达标。
[0023]
所述第二圆柱15的直径大于第一圆柱14的直径,底座12的外圈直径大于第一圆柱14的直径,将圆环16限制在第一圆柱14上,限制圆环16轴向窜动,保证折弯的质量。
[0024]
所述立柱17的上端折弯形成把手,便于手持,同时利用杠杆原理,操作省力、方便。
[0025]
所述立柱17的结构为圆管,降低在管道折弯过程中,因挤压出现扁平的情况。
[0026]
本实用新型提供的一种异型管道折弯工装,通过将第一折弯机构、绕管柱、第二折弯机构同时设置在工作台面上,第一折弯机构与绕管柱对管道形成了定位,使得第二折弯机构能够省去定位结构,简化了结构,同时管道一次成型,保证两次折弯与绕圈的相对位置,提高了零件的一致性。通过设置圆弧面和圆环,保证两次折弯的扁平率达标。通过设置把手,便于手持,同时利用杠杆原理,操作省力、方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1