一种车定子铁芯压圈工装的制作方法
[0001]
本实用新型涉及一种用于机加工的工装,具体是一种用于车床车定子铁芯压圈工装。
背景技术:
[0002]
大型电机的定子在生产时,需要若干数量的定子端片的冲压片叠在一起成为电机冲压片叠片(即定子叠片),定子叠片的上端和下端分别用定子铁芯压圈通过紧固件进行压紧固定;现有技术中,对定子铁芯压圈胚料进行加工,将定子铁芯压圈胚料装夹在车床的卡盘上,通过对定子铁芯压圈胚料进行位置精度调整后,卡盘锁紧,机床开始进行加工,当完成定子铁芯压圈胚料的一端面的加工后,将定子铁芯压圈胚料从卡盘卸料,将定子铁芯压圈胚料的端面反转重新装夹至车床卡盘上,重新调整位置后,卡盘锁紧后继续加工,直到定子铁芯压圈胚料加工成为半成品的定子铁芯压圈;由于定子铁芯压圈的上下端面都需要进行平面加工,为保证两端面的平面精度,在定子铁芯压圈胚料进行加工前,都需要调整定子铁芯压圈胚料在卡盘中的位置精度,而且加工一件定子铁芯压圈需要调整两次位置精度,使单件加工的装夹时间增加,设备的利用率得不到提升,增加企业的生产成本。
[0003]
因此,需要进一步改进。
技术实现要素:
[0004]
本实用新型的目的在于克服上述现有技术存在的不足,而提供一种车定子铁芯压圈工装,其可用于快速定位和固定不同型号尺寸的定子铁芯压圈,缩短了调整定子铁芯压圈调整位置的时间,缩短了单件产品的加工时间,提高了设备的利用率,使企业生产成品得到降低。
[0005]
本实用新型的目的是这样实现的:
[0006]
一种车定子铁芯压圈工装,包括转盘状的工装主体,所述工装主体的中部设有用于固定连接车床卡盘的安装部,外围设有用于装夹定子铁芯压圈胚料环状的装夹台阶,工装主体靠近车床卡盘的端面垂直于车床卡盘的旋转轴线,所述装夹台阶的截面呈l形,形成用于定子铁芯压圈胚料端面抵靠的装夹底面以及用于定子铁芯压圈胚料内圆抵靠的装夹壁面,所述装夹台阶的外缘小于定子铁芯压圈胚料的外缘,装夹壁面高度小于定子铁芯压圈胚料厚度,装夹台阶的中心轴线与车床卡盘的旋转轴线重合。
[0007]
所述装夹台阶环状设置有开口槽。
[0008]
所述开口槽设置在装夹底面上。
[0009]
所述开口槽设置在装夹壁面上。
[0010]
所述工装主体由若干个扇形体组合而成。
[0011]
所述安装部设有用于紧固部件固定连接工装主体和车床卡盘的固定孔,所述固定孔与车床卡盘的卡爪紧固孔配合。
[0012]
所述安装部靠近车床卡盘的一端设有与车床卡盘的卡爪数量配合的工装垫块,所
述工装垫块设有用于配合安装部的固定孔与车床卡盘的卡爪紧固孔的过渡孔。
[0013]
所述工装垫块与工装主体两者是分体组装的。
[0014]
所述工装垫块与工装主体两者是一体成型的。
[0015]
本实用新型的有益效果是:
[0016]
通过本结构的车床工装,定子铁芯压圈胚料可通过工装主体在车床卡盘上进行快速的定位和固定,减少了定子铁芯压圈的位置精度的调整时间,缩短了胚料的装夹时间,提高了设备的利用率,从而降低企业的生产成本。
[0017]
本实用新型的附加方面和优点将在下面的描述部分中变得明显,以及通过本实用新型的实践了解到。
附图说明
[0018]
图1为本实用新型一实施例的工装主体安装在车床卡盘的右视图。
[0019]
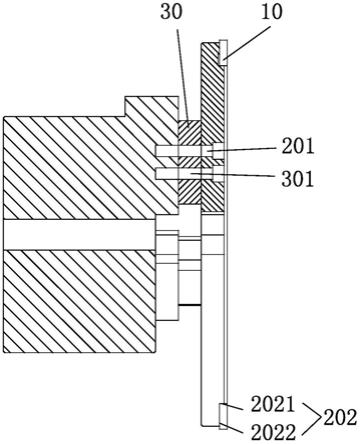
图2为本实用新型一实施例的工装主体安装在车床卡盘的主视图a-a处剖视。
[0020]
图3为本实用新型一实施例的工装主体的开口槽示意图一。
[0021]
图4为本实用新型一实施例的工装主体的开口槽示意图二。
[0022]
图5为本实用新型一实施例的分体的工装主体结构图。
[0023]
图6为本实用新型一实施例的工装主体的分解图。
具体实施方式
[0024]
下面结合附图及实施例对本实用新型作进一步描述。
[0025]
参见图1-2,本实用新型是一种车定子铁芯压圈工装,包括转盘状的工装主体,所述工装主体的中部设有用于固定连接车床卡盘的安装部,工装主体靠近车床卡盘端面垂直于车床卡盘的旋转轴线,安装部设置在工装主体的中部,与车床卡盘固定连接,且工装主体的端面上与车床卡盘的旋转轴线垂直,使工装主体工作中心轴线与车床卡盘旋转轴线重合,工装主体在工作时与车床卡盘同心旋转;外围设有用于装夹定子铁芯压圈胚料10环状的装夹台阶202,所述装夹台阶202的截面呈l形,形成用于定子铁芯压圈胚料10端面抵靠的装夹底面2022以及用于定子铁芯压圈胚料10内圆抵靠的装夹壁面2021,工装主体的外围设置了装夹台阶202,装夹台阶202的截面呈l形,形成了装夹底面2022和装夹壁面2021,装夹底面2022与定子铁芯压圈胚料10的任意一端面进行抵靠,装夹壁面2021与定子铁芯压圈胚料10内圆进行抵靠,使定子铁芯压圈胚料10可以迅速地装夹在工装上,由于装夹台阶202的中心轴线与车床卡盘的旋转轴线重合,定子铁芯压圈胚料10装夹在装夹台阶202上,定子铁芯压圈胚料10的中心轴线与车床卡盘的旋转轴线重合,保证了定子铁芯压圈胚料10的内圆与外缘的同圆度,提高了定子铁芯压圈的尺寸精度。
[0026]
所述装夹台阶202的外缘小于定子铁芯压圈胚料10的外缘,若装夹台阶202外缘大于定子铁芯压圈胚料10的外缘时,车床刀具加工定子铁芯压圈胚料10外圆时,容易导致车床刀具直接撞到工装上,使工装和车床刀具受到损坏;若装夹台阶202工作外缘比定子铁芯压圈胚料10外缘要小,装夹台阶202外缘小于定子铁芯压圈胚料10外缘一定的周长,车床的刀具对定子铁芯压圈胚料10外缘的加工时,不会碰撞至工装上,提高了加工时的安全性;
[0027]
装夹壁面2021高度小于定子铁芯压圈胚料10厚度,定子铁芯压圈胚料10厚度是指
定子铁芯压圈胚料10两端面之间的距离,若装夹壁面2021高于定子铁芯压圈胚料10的时候,车床刀具在加工定子铁芯压圈胚料10端面时,车床刀具会直接碰撞到装夹壁面2021上,导致工装和车床刀具受到损坏,若装夹壁面2021低于定子铁芯压圈胚料10的时候,装夹壁面2021低于定子铁芯压圈胚料10一定的高度,车床刀具接触定子铁芯压圈胚料10进行加工时,不会碰撞到装夹壁面2021,确保了加工安全,减少设备的损坏。
[0028]
定子铁芯压圈胚料10加工时,工装主体的安装部通过紧固件与车床卡盘连接后,将定子铁芯压圈胚料10放置在工装主体上,工装主体的装夹台阶202对定子铁芯压圈胚料10进行定位和固定,车床对定子铁芯压圈胚料10的一端面和外圆进行加工,完成后,将定子铁芯压圈胚料10卸下且端面进行反转,重复以上装夹工序,对另一端面继续加工,直到定子铁芯压圈胚料10被加工成所需的半成品定子铁芯压圈;现有技术中,一天可以完成定子铁芯压圈半成品大约是50-60件,通过该技术方案改进后,本结构的工装可以快速对定子铁芯压圈胚料10进行定位和固定,一天可以加工出大约400件的定子铁芯压圈半成品,大大缩短了单件的加工时间,提高了生产设备的利用率,降低了企业的生产成本。
[0029]
参见图3-4,进一步地,所述装夹台阶202环状设置有开口槽203,所述开口槽203设置在装夹底面2022上,所述开口槽203设置在装夹壁面2021上,工装主体的装夹台阶202上环形设置有开口槽203,开口槽203可使定子铁芯压圈胚料10便于装夹和卸料,装夹时候可通过开口槽203使定子铁芯压圈胚料10的端面和/或内圆与装夹底面2022和/或装夹壁面2021接触的时候进行卸压,卸料的时候防止油料因为粘附在定子铁芯压圈胚料10的端面和/或内圆和装夹底面2022和/或装夹壁面2021的时候,导致定子铁芯压圈胚料10难以卸料;开口槽203也可以让车床切削液在其槽内流动对定子铁芯压圈胚料10进行冷却,防止定子铁芯压圈胚料10在加工的时候过热导致胚体变形,影响加工精度;本实施例的开口槽203的截面形状优选为方形,但不限于其他形状的开口槽203,开口槽203设置的位置优选为在装夹底面2022的靠近壁面的一端和/或装夹壁面2021靠近底面的一端,开口槽203宽度优选为不超过装夹底面2022长度和/或装夹壁面2021高度的1/2。
[0030]
参见图5,进一步地,所述工装主体由若干个扇形体组合而成,工装主体是一个呈圆盘状的整体,保证了工装主体整体刚性和其装夹底面2022同时保持在同一平面;工装主体由若干个的扇形体组合而成,扇形体的数量可根据车床卡盘的卡爪数量设置的,每个卡爪可固定至少一个扇形体,根据定子铁芯压圈胚料10的形状决定,车床卡盘的卡爪数量为三个,三爪的车床卡盘可以实现自动定心和加紧,可适于夹持圆形﹑正三角形或正六边形等的工件,本实施例优选为工装主体由三个大小形状相同的扇形体组合而成,车床卡盘的卡爪可根据定子铁芯压圈胚料10的不同大小进行位置调整,扇形体的位置随着车床卡盘的卡爪沿圆心方向前后移动而调整,使装夹台阶202的外缘可以进行放大或者缩小,同时用于不同大小的定子铁芯压圈,提高了工装主体的适用范围,降低了开发工装的支出和企业的生产成本;工装主体是由金属制成,工装主体可合理设置若干镂空处,减轻工装主体的重量,使车床卡盘的减少承受向下的压力,提高设备的使用寿命。
[0031]
参见图6,进一步地,所述安装部设有用于紧固部件固定连接装夹机构和车床卡盘的固定孔201,所述固定孔201与车床卡盘的卡爪紧固孔配合;固定孔201的数量和大小根据车床卡盘的卡爪紧固孔的数量和大小进行配合,紧固部件通过固定孔201与车床卡盘的卡爪紧固孔固定连接,紧固部件优选是紧固螺钉,装夹机构使用紧固螺钉可以灵活地根据生
产的实际需求进行更换加工工装,提高每台设备的利用率,提高企业的生产效益。
[0032]
进一步地,所述安装部靠近车床卡盘的一端设有与车床卡盘的卡爪数量配合的工装垫块30,所述工装垫块30设有用于配合安装部的固定孔201与车床卡盘的卡爪紧固孔的过渡孔301,工装垫块30的数量与车床卡盘的卡爪数量一致,而且各个工装垫块30两端面之间的高度必须相同,保证了安装其端面上的装夹底面2022处在同一个平面上,过渡孔301的数量和位置与工装主体的固定孔201和车床卡盘的卡爪紧固孔数量和位置配合,紧固部件通过工装主体的固定孔201,穿过工装垫块30的过渡孔301与车床卡盘的卡爪紧固孔紧固连接;工装垫块30设置在工装主体与车床卡盘之间,与工装主体两者可以是分体组装而成,工装垫块30也可以与工装主体两者是一体成型的。
[0033]
工装垫块30用于增加工装主体与车床卡盘之间的距离,如果工装主体与车床卡盘之间的距离太少,导致在加工过程中切削出来的带状、螺旋状的切屑会卷入在工装主体与车床卡盘之间缝隙中,不利于清理,长期持续下去,导致切屑的卷入的直径越来越大,轻则会损坏机器,不利于生产设备的可持续的生产,严重的会导致切屑直接伤害到人体,不利于生产的安全;由于车床卡盘的高度低,工装主体与车床卡盘直接连接使工作距离太短,导致车床刀具在加工时,容易撞到车床主轴箱上,所以工装垫块30增加了工装主体与车床卡盘的距离,便于清理缝隙中的切屑,也可以防止车床刀具对车床主轴箱的碰撞,保持机床的清洁和保证加工安全。
[0034]
定子车铁芯压圈制造如下:圆形的定子铁芯压圈胚料10加工前,将工装主体通过紧固螺钉安装到车床卡盘上,工装垫块30设置于工装主体与车床卡盘之间,安装后,根据定子铁芯压圈的大小,确认加工数据,将数据输入到数控车床的数控装置中,数控装置根据输入的数据调整卡盘的各个卡爪的位置,以上步骤完成后,将圆形的定子铁芯压圈胚料10放置在工装主体上,圆形的定子铁芯压圈胚料10放置在工装主体中的装夹台阶202,定子铁芯压圈胚料10与装夹台阶202的装夹壁面2021抵靠,轻敲圆形的定子铁芯压圈胚料10,使圆形的定子铁芯压圈胚料10端面紧紧地抵靠在工装主体的装夹底面2022上,车床防护门上设有加工程序开关机构,关闭车床防护门,加工程序被激活,车床的刀架进给系统根据数控装置的数据对圆形的定子铁芯压圈胚料10进行端面和外圆的加工,完成加工后,打开数控车床防护门,将圆形的定子铁芯压圈胚料10反转过来,重复以上步骤,继续对圆形的定子铁芯压圈胚料10另一端面继续加工,车床完成对圆形的定子铁芯压圈胚料10加工后,得到半成品圆形的定子铁芯压圈,将半成品圆形的定子铁芯压圈进行加工对应的安装孔和键槽位后,圆形的定子铁芯压圈胚料10被加工成圆形的定子铁芯压圈成品。
[0035]
以上所揭露的仅为本实用新型的优选实施例而已,而非以此来限定本实用新型的权利要求保护范围,依本实用新型保护范围内所作的等同变化,仍属本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1