一种檩托板开孔装置的制作方法
[0001]
本实用新型涉及檩托板加工装置领域,尤其涉及的是一种檩托板开孔装置。
背景技术:
[0002]
檩托板是建筑安装设备中经常需要使用到的檩托板,通过檩托板实现将相邻部位的檩条进行焊接安装。
[0003]
现有技术公开的檩托板结构多采用一块矩形板焊接上一块三角板,通过在矩形板上开设安装孔,实现安装。
[0004]
在加工檩托板过程中,采用焊接方式将三角板的直角边焊接在矩形板上,具体将三角板两侧焊接在矩形板上。
[0005]
现有技术中通过在加工檩托板的矩形板定位在开孔模具上,利用开孔设备进行开孔,然而,现有技术公开的定位檩托板的装置,多采用人工操作开孔模具定位檩托板,该方式不仅方式落后,且在开孔过程中无法有效的加工的檩托板进行定位,导致开孔时候容易错位开孔。
技术实现要素:
[0006]
本实用新型所要解决的技术问题在于提供了一种檩托板焊接装置。
[0007]
本实用新型是通过以下技术方案解决上述技术问题的:
[0008]
本实用新型相比现有技术具有以下优点:
[0009]
一种檩托板开孔装置,包括开孔模台,所述开孔模台的顶部开设有柱形槽;
[0010]
所述柱形槽内固定连接有若干个搭料柱,所述搭料柱的顶部开设有凹槽;
[0011]
所述开孔模台具有四个侧边,所述开孔模台的四个侧边上均装配有相互配合的夹持组件;
[0012]
所述夹持组件包括气缸,所述气缸的活塞杆上固定连接有夹持板;
[0013]
所述夹持板滑动连接在开孔模台上;
[0014]
所述夹持板包括滑动连接在开孔模台上的滑座端,所述滑座端朝向柱形槽的侧壁上设有矩形凸起,所述矩形凸起与滑座端之间形成挤压空隙。
[0015]
优选地,所述开孔模台上开设有与滑座端配合的滑口;
[0016]
所述滑口的顶部、以及外侧端开放。
[0017]
优选地,所述气缸的缸筒固定连接有安装架杆,所述安装架杆的两端固定连接在开孔模台上。
[0018]
优选地,所述搭料柱的顶部所在平面低于所述挤压空隙的所在平面。
[0019]
优选地,所述开孔模台上开设有排液孔;
[0020]
所述排液孔位于柱形槽的槽底中心部位。
[0021]
优选地,所述凹槽的横向截面形状为圆形。
[0022]
优选地,所述安装架杆的横向截面形状为c形,所述安装架杆上具有两个连接端,
所述安装架杆的谅解端焊接在开孔模台的侧壁上。
[0023]
本实用新型相比现有技术具有以下优点:
[0024]
本实用新型公开一种檩托板开孔装置,通过设计开孔模台、开孔模台的顶部开设有柱形槽、柱形槽内固定连接有若干个搭料柱、开孔模台的四个侧边上均装配有相互配合的夹持组件,具体采用夹持组件包括气缸、气缸的活塞杆上固定连接有夹持板、夹持板包括滑动连接在开孔模台上的滑座端,所述滑座端朝向柱形槽的侧壁上设有矩形凸起,所述矩形凸起与滑座端之间形成挤压空隙,实现自动定位加工的檩托板,采用上述装置部件设计,不仅提高了檩托板的加工效率,且提高了檩托板开孔加工的精准性。
附图说明
[0025]
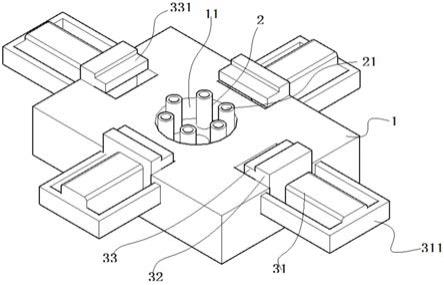
图1是本实用新型实施例的整体结构示意图;
[0026]
图2是本实用新型实施例图1中的分散结构示意图;
[0027]
图3是本实用新型实施例中图1中另一种视角下的结构示意图;
[0028]
图4是本实用新型实施例图1中俯视图;
[0029]
图5是本实用新型实施例图1中前视图。
具体实施方式
[0030]
下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
[0031]
如图1-5所示,一种檩托板开孔装置,包括开孔模台1,所述开孔模台1的顶部开设有柱形槽11。柱形槽11内固定连接有若干个搭料柱2,所述搭料柱2的顶部开设有凹槽21(凹槽21的横向截面形状为圆形);若干个搭料柱2环形阵列分布。
[0032]
上述开孔模台1具有四个侧边,所述开孔模台1的四个侧边上均装配有相互配合的夹持组件;通过夹持组件将加工的檩托板进行夹持。
[0033]
夹持组件的具体结构如下:
[0034]
夹持组件包括气缸31,所述气缸31的活塞杆上固定连接有夹持板;夹持板滑动连接在开孔模台1上。对应的,开孔模台1上开设有与滑座端配合的滑口12,所述滑口12的顶部、以及外侧端开放。
[0035]
上述夹持板包括滑动连接在开孔模台1上的滑座端32,所述滑座端32朝向柱形槽11的侧壁上设有矩形凸起33,所述矩形凸起33与滑座端32之间形成挤压空隙331。
[0036]
气缸31的缸筒固定连接有安装架杆311,所述安装架杆311的两端固定连接在开孔模台1上。安装架杆311的横向截面形状为c形,所述安装架杆311上具有两个连接端,所述安装架杆311的谅解端焊接在开孔模台1的侧壁上
[0037]
上述搭料柱2的顶部所在平面低于所述挤压空隙331的所在平面。
[0038]
开孔模台1上开设有排液孔;排液孔位于柱形槽11的槽底中心部位,开孔过程中,铣削设备喷淋的铣削液从排液孔部位排出。
[0039]
将需要加工檩托板的板材放置在搭料柱2的顶部,此时,打开气缸31,气缸31驱动夹持板相互靠近,并将檩托板板材进行定位夹持。具体而言,檩托板的侧边挤压在挤压空隙
331内,侧边受到矩形凸起33的挤压力度,通过该方式实现稳定的将加工檩托板板材进行定位,上述方式不仅定位效率高,且能够快速的将板材进行定位,上述方式提高了板材的加工效率。
[0040]
采用上述装置部件设计,不仅提高了檩托板的加工效率,且提高了檩托板开孔加工的精准性。
[0041]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1