弹簧自动压装装置的制作方法
[0001]
本实用新型属于减震器生产设备技术领域,具体地说,尤其涉及一种弹簧自动压装装置。
背景技术:
[0002]
空气弹簧减震器中活塞杆总成是活塞杆、弹簧与弹簧座等部件的总称,其中弹簧座与弹簧是过盈配合,过盈量较大。目前在使弹簧座装配到弹簧的过程中时,主要还是依靠人工使用单柱压力机将弹簧座压入弹簧内圈里,弹簧用气缸夹紧,用手扶正。人工装配的工作效率低下、人员操作危险性高,而且劳动强度大。
技术实现要素:
[0003]
本实用新型目的是提供一种弹簧自动压装装置,以克服现有技术中空气弹簧减震器在装配时,主要采用人工将弹簧座装配到弹簧上,工作效率低下、人员操作危险性高,而且劳动强度大的缺陷。
[0004]
本实用新型是采用以下技术方案实现的:一种弹簧自动压装装置,包括支撑架,支撑架上安装控制装置、检测装置、下压装置、夹紧装置;所述下压装置包括安装有第一伸缩杆的第一伸缩缸;所述夹紧装置包括安装在第一伸缩缸下侧的卡座和安装有第二伸缩杆的第二伸缩缸,第二伸缩杆连接与卡座配合的滑轨板,滑轨板和卡座上均开设弧形槽,弧形槽内开设内螺纹。
[0005]
进一步地,所述检测装置包括安装在支撑架且在第一伸缩缸下侧的光电开关。
[0006]
进一步地,所述卡座和第二伸缩缸均通过底板固定安装在支撑架上,底板上安装限位板,限位板上设置用于滑轨板滑移的限位槽。
[0007]
进一步地,所述第一伸缩缸和第二伸缩缸均是气缸。
[0008]
进一步地,所述卡座在弧形槽内安装强磁。
[0009]
与现有技术相比,本实用新型的有益效果是:
[0010]
1、本实用新型很好的解决了目前空气弹簧减震器在装配时,主要采用人工将弹簧座装配到弹簧上,工作效率低下、人员操作危险性高,而且劳动强度大的缺陷,通过设置支撑架,并在支撑架上安装控制装置、检测装置、下压装置和夹紧装置,工作时,首先将活塞杆放置在卡座的弧形槽内,卡座弧形槽内的强磁会将活塞杆吸住,活塞杆放置到弧形槽内后,会触发光电开关,所述控制装置可以是plc控制器,plc控制器接受到光电开关的信号后,控制第二伸缩缸通过第二伸缩杆将滑轨板向卡座方向推出,使滑轨板和卡座上的弧形槽将活塞杆弹簧夹紧,plc控制器在延时一定时间后,这个时间可以设定为3秒,控制第一伸缩缸通过第一伸缩杆下压,第一伸缩杆将弹簧座压入弹簧内,plc控制器在延时一定时间后,这个时间可以设定为5秒,控制第一伸缩缸和第二伸缩缸收回,将压装完成后的活塞杆取下,一个循环结束。
附图说明
[0011]
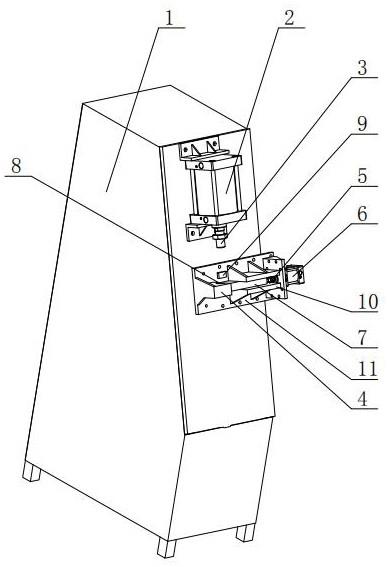
图1是本实用新型的结构示意图;
[0012]
图2是本实用新型的工作状态图。
[0013]
图中:1、支撑架;2、第一伸缩缸;3、第一伸缩杆;4、卡座;5、第二伸缩杆;6、第二伸缩缸;7、滑轨板;8、弧形槽;9、光电开关; 10、限位板;11、底板。
具体实施方式
[0014]
下面结合附图对本实用新型作进一步说明。
[0015]
一种弹簧自动压装装置,包括支撑架1,支撑架1上安装控制装置、检测装置、下压装置、夹紧装置;所述下压装置包括安装有第一伸缩杆3的第一伸缩缸2;所述夹紧装置包括安装在第一伸缩缸2下侧的卡座4和安装有第二伸缩杆5的第二伸缩缸6,第二伸缩杆5连接与卡座4配合的滑轨板7,滑轨板7和卡座4上均开设弧形槽8,弧形槽8内开设内螺纹。
[0016]
本实用新型所述支撑架1设置有安装面,所述检测装置、下压装置、夹紧装置和调节机构均安装在安装面上,为使工人操作方便,安装可设计为斜面;本实用新型所述控制装置可以是安装在支撑架1内的plc控制器;本实用新型所述弧形槽8横截面的内径与要装配活塞杆弹簧的外径相同,且螺纹的螺距与活塞杆弹簧的螺距相同,使弹簧放入能更好被固定;本实用新型所述滑轨板7和卡座4可根据不同型号的活塞杆定制。
[0017]
所述检测装置包括安装在支撑架1且在第一伸缩缸2下侧的光电开关9。
[0018]
当活塞杆放置到弧形槽8后,会触发光电开关9。
[0019]
所述卡座4和第二伸缩缸6均通过底板11固定安装在支撑架1上,底板11上安装限位板10,限位板10上设置用于滑轨板7滑移的限位槽。
[0020]
所述第一伸缩缸2和第二伸缩缸6均是气缸。
[0021]
所述卡座4在弧形槽8内安装强磁。
[0022]
工作过程:
[0023]
工作时,首先将活塞杆放置在卡座4的弧形槽8内,卡座4的弧形槽8内的强磁会将活塞杆吸住,活塞杆放置到弧形槽8内后,会触发光电开关9,所述控制装置可以是plc控制器,plc控制器接受到光电开关9的信号后,控制第二伸缩缸2通过第二伸缩杆5将滑轨板7向卡座4方向推出,使滑轨板7和卡座4上的弧形槽8将活塞杆弹簧夹紧,plc控制器在延时一定时间后,这个时间可以设定为3秒,控制第一伸缩缸2通过第一伸缩杆3下压,第一伸缩杆3将弹簧座压入弹簧内,plc控制器在延时一定时间后,这个时间可以设定为5秒,控制第一伸缩缸2和第二伸缩缸6收回,将压装完成后的活塞杆取下,一个循环结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1