一种复合镗刀的制作方法
1.本实用新型涉及刀具技术领域,具体是一种复合镗刀。
背景技术:
2.阀孔存在多台阶成型尺寸,加工一共有3个步骤:1、u钻开粗,2、复合钻半精加工,3、复合铰刀精加工。
3.在第二步半精加工的复合钻加工存在以下问题:1、成本高,效率低,速度慢;2、刀具磨损不好判断,工件质量不可控,工件报废几率大;3、复合钻刀具结构,切削刃与刀具基体是一体的,切削刃磨损之后整把刀具都要报废,刀具使用价值大大降低,增加了使用者的刀具成本。
技术实现要素:
4.针对背景技术提出的问题,本申请提出一种复合镗刀,以满足阀孔多台阶成型半精加工使用需求。
5.本实用新型的技术方案如下:
6.一种复合镗刀,包括基体,所述基体包括第一台阶部、第二台阶部、第三台阶部和连接部,所述第一台阶部、第二台阶部、第三台阶部依次连接且直径依次增大,所述连接部连接第三台阶部后端,所述第一台阶部前端安装第一刀片组,所述第二台阶部前端安装第二刀片组,所述第三台阶部前端安装第三刀片组,所述第三台阶部前端且与第四刀片组的其中一个刀片背离的一侧安装第四刀片,所述第四刀片较所背离的第三刀片组的其中一个刀片向第二台阶部内侧倾斜安装。
7.进一步地,所述基体的正面一侧设置第一切削槽,所述第一切削槽贯穿所述第一台阶部、第二台阶部、第三台阶部前端,所述基体的背面与第一切削槽相反的一侧设置第二切削槽,所述第二切削槽贯穿所述第一台阶部、第二台阶部、第三台阶部前端,所述第一刀片组包括第一刀片组刀片一、第一刀片组刀片二,所述第二刀片组包括第二刀片组刀片一、第二刀片组刀片二,所述第三刀片组包括第三刀片组刀片一、第三刀片组刀片二,所述第一刀片组刀片一、第二刀片组刀片一、第三刀片组刀片一安装在第二切削槽内,所述第一刀片组刀片二、第二刀片组刀片二、第三刀片组刀片二安装在第一切削槽内。
8.进一步地,所述基体的背面远离第二切削槽的一侧设置第三切削槽,所述第三切削槽设置在第三台阶部上且贯穿第三台阶部前端,所述第四刀片安装在第三切削槽内。
9.进一步地,所述基体采用金属整体加工成型。
10.进一步地,所述第四刀片较所背离的第三刀片组的其中一个刀片向第二台阶部内侧倾斜14~16
°
安装。
11.进一步地,所述第一刀片组和第四刀片采用ccmt060204刀片。
12.进一步地,所述第二刀片组和第三刀片组采用ccmt09t308刀片。
13.本实用新型在刀具结构上做出了设计改进,改进成了复合镗刀结构,由复合镗刀
基体和切削刀片组成,根据工件阀孔的尺寸要求,非标设计制作复合镗刀基体,满足阀孔的成型尺寸加工,再安装上切削刀片提供切削刃口,复合镗刀刀具结构损耗的只是切削刀片,复合镗刀基体可以最大程度的利用。
14.本实用新型复合镗刀对比复合钻主要优点包括:
15.1、加工寿命提升,一般复合钻加工约500个孔的寿命,复合镗刀仅消耗刀片,镗刀基体寿命至少是复合钻的3倍以上。
16.2、加工效率提升,复合钻参数s1000,f65;复合镗刀参数s1200,f150。
17.3、加工质量提升,复合镗刀加工阀块的光洁度优于复合钻。
18.4、加工工件质量稳定性提升,复合钻刃口磨损较快,会出现加工孔前锥过大的情况,导致工件报废,而复合镗刀切削刃是硬质合金刀片,刃口磨损慢,加工工件孔质量稳定。
附图说明
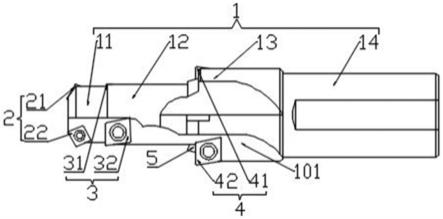
19.图1一种复合镗刀主视结构示意图;
20.图2一种复合镗刀后视结构示意图;
21.图中附图标记说明:基体1、第一台阶部11、第二台阶部12、第三台阶部13、连接部14、第一切削槽101、第二切削槽102、第三切削槽103、第一刀片组2、第一刀片组刀片一21、第一刀片组刀片二22、第二刀片组3、第二刀片组刀片一31、第二刀片组刀片二32、第三刀片组4、第三刀片组刀片一41、第三刀片组刀片二42、第四刀片5。
具体实施方式
22.下面结合附图,对本实用新型作进一步的说明,以便于本领域技术人员理解本实用新型。
23.本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变;本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量;本说明书所描述的技术方案在于实现实用新型目的,未详述的部分为采用现有技术实现。
24.如附图1~2所示,为一种复合镗刀,包括基体1,所述基体1包括第一台阶部11、第二台阶部12、第三台阶部13和连接部14,所述第一台阶部11、第二台阶部12、第三台阶部13依次连接且直径依次增大,所述连接部14连接第三台阶部13后端,所述基体1的正面一侧设置第一切削槽101,所述第一切削槽101贯穿所述第一台阶部11、第二台阶部12、第三台阶部13前端,所述基体1的背面与第一切削槽101相反的一侧设置第二切削槽102,所述第二切削槽102贯穿所述第一台阶部11、第二台阶部12、第三台阶部13前端,所述基体1的背面另一侧设置第三切削槽103,所述第三切削槽103设置在第三台阶部13上且贯穿第三台阶部13前端,所述基体1采用金属整体加工成型,所述第一台阶部11前端安装第一刀片组2,所述第一刀片组2包括第一刀片组刀片一21、第一刀片组刀片二22,所述第二台阶部12前端安装第二刀片组3,所述第二刀片组3包括第二刀片组刀片一31、第二刀片组刀片二32,所述第三台阶部13前端安装第三刀片组4,所述第三刀片组4包括第三刀片组刀片一41、第三刀片组刀片
二42,所述第一刀片组刀片一21、第二刀片组刀片一31、第三刀片组刀片一41安装在第二切削槽102内,所述第一刀片组刀片二22、第二刀片组刀片二32、第三刀片组刀片二42安装在第一切削槽101内,所述第三台阶部13前端且与第四刀片组4的其中一个刀片背离的一侧安装第四刀片5,所述第四刀片5安装在第三切削槽103内,所述第四刀片5较所背离的第三刀片组4的其中一个刀片向第二台阶部12内侧倾斜14~16
°
(优选15
°
)安装,所述第一刀片组2和第四刀片5采用ccmt060204刀片,所述第二刀片组3和第三刀片组4采用ccmt09t308刀片。
25.本实用新型的工作原理:本实用新型的复合镗刀用于阀孔多台阶成型半精加工,利用第一刀片组2、第二刀片组3、第三刀片组4加工台阶孔,利用第四刀片5对台阶孔表面进行倒角,通过安装上切削刀片提供切削刃口,复合镗刀刀具结构损耗的只是切削刀片,复合镗刀基体可以最大程度的利用。
26.以上实施例仅用于说明本实用新型的较佳实施方式,而不是用于限定本实用新型,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1