一种自动上下料装置及空调生产设备的制作方法
1.本实用新型涉及冷凝器加工技术领域,尤其涉及一种自动上下料装置及空调生产设备。
背景技术:
2.冷凝器是空调中的关键部件,其在空调的使用过程中起着换热的作用。冷凝器生产过程中,需要进行胀管工序,在胀管工序前后步骤都是人工上下料,然而该方式的生产效率低,操作人员疲劳强度大,需要将冷凝器预装的配件放置胀管机上,胀管机胀管完成后,操作人员还需要将冷凝器取下,没完成一个冷凝器的胀管工序,都需要人工的操作,在上下料过程中还存在安全隐患。
3.因此,亟需设计一种自动上下料装置来解决冷凝器胀管工序前后物料上下机都需要人工来操作的问题。
技术实现要素:
4.本实用新型的目的在于提供一种自动上下料装置及空调生产设备,以解决现有冷凝器在生产过程中胀管工序前后物料上下料效率低的技术问题。
5.为实现上述目的,本实用新型的一种自动上下料装置及空调生产设备的具体技术方案如下:
6.一种自动上下料装置,包括工作台,工作台上设置有输送机构,工作台的两侧设置上料机构和下料机构,工作台的一侧还设置有胀管机,输送机构将上料机构上的物料放置在胀管机上进行胀管工序,输送机构将胀管后的物料输送至下料机构,实现物料自动上下胀管机。
7.进一步,输送机构包括支架,支架上固定连接有传动结构,传动结构的一侧设置有固定座,固定座上铰接有法兰盘。
8.进一步,固定座包括底板,底板的两侧垂直设置有侧板,侧板上设置有吸附结构,底板和法兰盘固定连接。
9.进一步,吸附结构包括两组,分别设置在底板两侧的侧板上,吸附结构包括第一气缸,第一气缸设置在侧板上,第一气缸的底部固定连接有支撑板,支撑板的一侧可移动的设置有支杆,支杆的两侧相对设置有吸盘。
10.进一步,支撑板的两侧设置有调节孔,调节孔用于调节支杆的移动范围,从而调节相对两吸附结构之间的距离。
11.进一步,传动结构包括滑轨,滑轨和固定座固定连接,滑轨的两侧和支架固定连接,支架上设置有伺服电机,支架的内侧上设置有滚珠丝杠组件,从而伺服电机启动带动滚珠丝杠组件移动,进而驱动固定座在滑轨上移动。
12.进一步,传动结构的另一侧设置有安装座,安装座上固定连接有第二气缸,第二气缸上设置有夹板。
13.进一步,上料机构包括输送线体,输送线体的一侧设置有线体电机,线体电机驱动输送线体移动。
14.进一步,输送线体包括导轨,导轨的一端设置有挡板,导轨的相对两侧设置有光电传感器,用于感应物料的位置。
15.进一步,导轨上滑动连接有叉板,叉板的下表面设置有滑块,滑块在滑轨上滑动,从而带动叉板在滑轨上移动。
16.进一步,工作台上设置有转轴,转轴连接有机械手,机械手控制输送机构的移动。
17.进一步,下料机构包括导轨,导轨滑移连接有叉板,导轨的一端固定设置有下料板。
18.一种空调生产设备,包括如以上所述的自动上下料装置。
19.本实用新型的一种自动上下料装置及空调生产设备具有以下优点:
20.本实用新型所述的自动上下料装置,方便的整合入空调的生产线,通过用机械手来操控整个上下料过程,将物料放置在上料机构上,机械手将需要的物料放置在胀管机上进行冷凝器的胀管工序,胀管完成后,将冷凝器取下放置在下料机构上,同时机械手具备吸附纸皮将下料后多个冷凝器隔开,实现自动上下机胀管,不仅减少劳动强度和疲劳度,提高效率,而且消除安全隐患。
附图说明
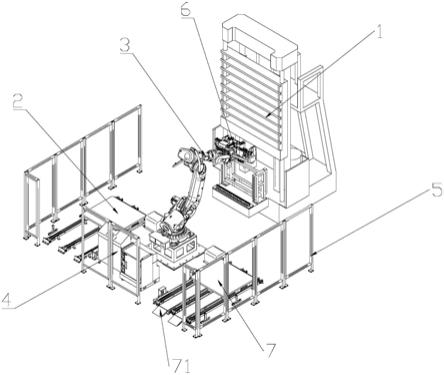
21.图1为本实用新型自动上下料装置的立体图;
22.图2为本实用新型输送机构的结构示意图;
23.图3为本实用新型输送机构另一视角结构示意图;
24.图4为本实用新型上料机构结构示意图。
25.图中标号说明:1、胀管机;2、上料机构;21、叉板;211、滑块;22、线体电机;23、输送线体;231、挡板;232、导轨;24、光电传感器;3、机械手;4、控制器;5、护栏;6、输送机构;61、法兰盘;62、支架;63、伺服电机;64、滑座;65、电箱;66、第一气缸;661、固定座;67、支撑板;68、支杆;69、吸盘;610、安装座;611、第二气缸;612、冷凝器;613、夹板;614、传动结构;7、下料机构;71、下料板。
具体实施方式
26.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的一种自动上下料装置及空调生产设备做进一步详细的描述。
27.如图1所示,本实用新型提供一种自动上下料装置,包括工作台,工作台上设置有输送机构6,工作台的两侧设置上料机构2和下料机构7,还包括胀管机1,输送机构6将上料机构2上的物料放置在胀管机1上进行胀管工序,输送机构6将胀管后的物料输送至下料机构7,实现物料的自动上下胀管机1。本实用新型提供的自动上下料装置主要用于对冷凝器612的生产制造,在实际使用中,冷凝器612胀管前后物料上下胀管机1需要人工来操作,自动上下料装置将上下胀管机1前后的物料抓取动作通过输送装置来实现,利用机械手3来操控,实现整个过程的自动化生产。
28.具体的,以上只是以冷凝器612为实施例来具体说明,在实际生产使用过程中,还
可以对冷凝器612、蒸发器等其他物料进行生产,在此不做具体的限定。下面以冷凝器612为例做具体的描述。
29.工作台上设置有转轴,转轴连接有机械手3,机械手3控制输送机构6的移动,取物料以及输送物料等工序。
30.如图2和图3所示,输送机构6包括支架62,支架62支撑整个输送机构6,支架62上固定连接有传动结构614,传动结构614用于调节冷凝器612的设置位置,在实际生产过程中,冷凝器612是将两片冷凝器612胶粘在一起完成整个生产制造过程。传动结构614的一侧设置有固定座661,固定座661上铰接有法兰盘61。
31.固定座661包括底板,底板的两侧垂直设置有侧板,底板和法兰盘61固定连接。底板的两侧用于固定吸附结构。
32.吸附结构用于吸附吸纸皮,在自动化生产过程中,实现多个冷凝器612胀管,每个冷凝器612胀管完毕,输送装置将冷凝器612输送至下料机构7上,为了避免相邻两个冷凝器612的接触,在每个冷凝器612胀管完毕后,将冷凝器612上放置吸纸皮,用于将多个冷凝器612隔开,避免相接触的冷凝器612损坏。
33.吸附结构包括第一气缸66,第一气缸66设置在侧板上,第一气缸66的底部固定连接有支撑板67,支撑板67的一侧可移动的设置有支杆68,支杆68的两侧相对设置有吸盘69。吸盘69用于吸附吸纸皮,固定座661上的相对两侧板上分别设置有吸附结构,便于平稳的将吸纸皮吸附至吸附结构上。
34.支撑板67的两侧设置有调节孔,调节孔用于调节支杆68的移动范围,从而调节相对两吸附结构之间的距离,为了适应不同尺寸的冷凝器612所需不同尺寸的吸纸皮,第一气缸66驱动相对两支杆68之间的距离增大或减小以适应不同吸纸皮的长度。
35.传动结构614包括滑轨,滑轨和固定座661固定连接,滑轨的两侧和支架62固定连接,支架62上设置有伺服电机63,伺服电机63用于驱动传动结构614的移动,支架62的内侧上设置有滚珠丝杠组件,从而伺服电机63启动带动滚珠丝杠组件移动,进而驱动固定座661在滑轨上移动。
36.传动结构614的另一侧设置有安装座610,安装座610上固定连接有第二气缸611,第二气缸611上设置有夹板613,夹板613用于夹紧冷凝器612。
37.在实际生产过程中,为了适应不同的尺寸,伺服电机63驱动旋转滚珠丝杠组件从而调节夹板613之间设置的距离便于和冷凝器612夹紧配合。
38.滑轨上还设置有电箱65,电箱65用于驱动控制整个输送机构6的传动。
39.机械手3通过输送装置将上料机构2的物料上料,进而将物料传送至胀管机1上,如图4所示,上料机构2包括输送线体23,输送线体23的一侧设置有线体电机22,线体电机22用于驱动输送线体23,输送线体23包括导轨232,导轨232的一端设置有挡板231,导轨232的相对两侧设置有光电传感器24,用于感应物料的位置。
40.导轨232上滑动连接有叉板21,叉板21的下表面设置有滑块211,滑块211在滑轨上滑动,从而带动叉板21在滑轨上移动。叉板21上放置胀管前所需的物料;一般的,胀管前所需物料为胀管前的预装物料,u管胀管前物料,主要包括预装u铜管、铜管和翅片,线体电机22驱动叉板21在导轨232上滑动,带动物料滑动至指定位置,待一个冷凝器612完成全部胀管工序后,完成每个动作循环。
41.下料机构7和上料机构2的结构基本相同,下料机构7包括导轨232,导轨232滑移连接有叉板21,导轨232的一端固定设置有下料板71。下料板71倾斜设置,便于胀管完成的冷凝器612从下料板71自由滑落。
42.机械手3驱动输送装置放置在冷凝器612夹紧位置,底部防u管顺落触到机构托板托住两器u管;第一气缸66驱动夹板613夹紧冷凝器612,机械手3控制输送机构6夹抓冷凝器612胀管前物料上机放置胀管机1料卡工装上,胀管机1料卡工装下部接收座夹紧冷凝器612u管,左右夹紧冷凝器612铝簿片组,同时前后夹紧冷凝器612铝簿片组,启动胀管机1开始胀管。胀管机1胀管中,机械手3控制输送装置抽真空吸附吸纸皮放置下料机构7的叉板21上,以隔垫胀管好的冷凝器612。冷凝器612胀管完毕,机械手3控制输送机构6从胀管机1料卡工装上夹取冷凝器612,放置下料机构7的吸纸皮上,即按胀管前的方式用纸皮隔垫交叉叠堆放置在输送线叉板21上。这样,机械手3控制输送装置循环重复取料上机胀管、吸纸皮及夹取胀管冷凝器612交叉隔垫叠堆在下料机构7叉板21上码垛。直至每个叉板21冷凝器612胀管完毕,发出信号更换叉板21物料。
43.机械手3、伺服电机63、线体电机22和控制器4电连接,控制器4用于驱动各个动作的执行。上料机构2和下料机构7的外侧设置有护栏5,提高操作的安全性,避免误伤到工作人员。
44.本实用新型提供的实施例具体工作流程为:胀管前物料(预装u铜管、铜管和翅片),吸纸皮交错堆叠放置通用叉板21上,输送机构6抓取胀管前预装物料,u管朝下放进胀管机1吸收座内定位,胀管机1锁料机构锁紧冷凝器612,输送机构6松开,胀管机1开始胀管,输送机构6返回胀管前物料上吸抓隔垫的吸纸皮放置下料机构7的叉板21上以隔垫胀管后两器(蒸发器、冷凝器612)制品,胀管完成后输送机构6返回胀管机1料座上抓取两器(蒸发器、冷凝器612)制品,放置下料机构7的叉板21隔垫吸纸皮上,这样每次胀管制品用吸纸皮隔垫,两器(蒸发器、冷凝器612)制品交错堆叠放置。
45.本实用新型提供的自动上下料装置极大地减少劳动强度和疲劳度,提高生产效率,消除安全隐患。
46.本实用新型还提供一种空调生产设备,包括以上所述的自动上下料装置。
47.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1