用于车桥本体焊接的弹簧板座定位工装的制作方法
1.本实用新型主要涉及车桥本体的焊接技术,尤其涉及一种用于车桥本体焊接的弹簧板座定位工装。
背景技术:
2.车桥本体包括车桥桥壳和包覆车桥桥壳上的弹簧板座,弹簧板座包括上下前后四块板件,四块板件依次焊接形成包覆结构包覆固定在车桥桥壳上。
3.现有技术中,均是人工将四块板件围设在车桥桥壳上,再进行焊接,最终形成弹簧板座包覆固定在车桥桥壳上。该种方式,无法实现弹簧板座焊接时的精准定位,影响影响了焊接质量和焊接效率。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足,提供一种结构简单可靠、能实现精准定位、可提高焊接质量和焊接效率、适用范围广的用于车桥本体焊接的弹簧板座定位工装。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种用于车桥本体焊接的弹簧板座定位工装,包括机架、安装座和用于对弹簧板座四块板件进行定位的定位机构,所述安装座滑装在机架上,所述定位机构装设在安装座上。
7.作为上述技术方案的进一步改进:
8.所述定位机构包括顶板定位件、底板定位件和一对侧板定位件,底板定位件和一对侧板定位件均装设在安装座上,所述顶板定位件装夹顶板后与一对侧板定位件对接。
9.所述侧板定位件包括侧支撑臂、侧推气缸和侧推定位板,所述侧支撑臂装设在安装座上,所述侧推气缸安装在侧支撑臂上,所述侧推定位板安装在侧推气缸的输出端。
10.所述侧推定位板包括侧推块和侧磁吸块,所述侧推块安装在侧推气缸的输出端,所述侧磁吸块安装在侧推块上。
11.所述侧推块上设置有用于和弹簧板座的侧板上孔位配合的定位销。
12.所述底板定位件包括顶升气缸和顶升定位板,所述顶升气缸均装设在安装座上,所述顶升定位板安装在顶升气缸的输出端。
13.所述顶升气缸的固定端装设有导向套,所述顶升定位板上装设与导向套配合套接的导向杆。
14.所述顶升定位板包括顶推块和顶磁吸块,所述顶推块安装在顶升气缸的输出端,所述顶磁吸块安装在顶推块上。
15.所述顶磁吸块上设置有用于和弹簧板座的底板配合的顶部卡扣和顶部凹槽。
16.所述顶板定位件包括提拿把手和提拿磁吸块,所述提拿磁吸块安装在提拿把手上。
17.所述提拿磁吸块上设置有用于和弹簧板座的顶板配合的底部卡扣和底部凹槽。
18.与现有技术相比,本实用新型的优点在于:
19.本实用新型的用于车桥本体焊接的弹簧板座定位工装,包括机架、安装座和用于对弹簧板座四块板件进行定位的定位机构,安装座滑装在机架上,定位机构装设在安装座上。在装夹时,先将安装座滑移到预定位置并进行锁紧,然后将弹簧板座的四块板件安装在定位机构上,再利用定位机构将四块板件定位在车桥桥壳上形成包覆,最后将四块板件依次焊接。较传统的人工定位方式而言,该定位工装通过安装座的移动能够适应不同尺寸的车桥本体,保证四块板件能够输送至预定位置;再通过定位机构能够将四块板件精准定位在安装位置,防止产生焊接过程中产生误动。整体结构简单可靠,大大提高了焊接质量和焊接效率,其适用范围广。
附图说明
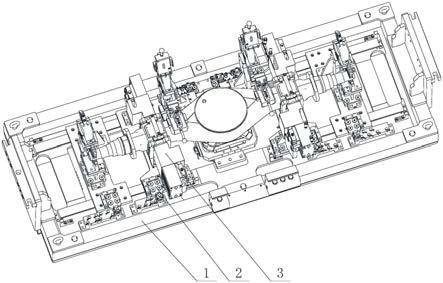
20.图1是本实用新型用于车桥本体焊接的弹簧板座定位工装的立体结构示意图。
21.图2是本实用新型用于车桥本体焊接的弹簧板座定位工装的主视结构示意图。
22.图3是本实用新型用于车桥本体焊接的弹簧板座定位工装的俯视结构示意图。
23.图4是本实用新型用于车桥本体焊接的弹簧板座定位工装中侧板定位件的立体结构示意图。
24.图5是本实用新型用于车桥本体焊接的弹簧板座定位工装中底板定位件的主剖视结构示意图。
25.图6是本实用新型用于车桥本体焊接的弹簧板座定位工装中底板定位件的侧视结构示意图。
26.图7是本实用新型用于车桥本体焊接的弹簧板座定位工装中顶板定位件的主视结构示意图。
27.图8是本实用新型用于车桥本体焊接的弹簧板座定位工装中顶板定位件的立体结构示意图。图中各标号表示:
28.1、机架;2、安装座;3、定位机构;31、顶板定位件;311、提拿把手;312、提拿磁吸块;3121、底部卡扣;3122、底部凹槽;32、底板定位件;321、顶升气缸;322、顶升定位板;3221、顶推块;3222、顶磁吸块;32221、顶部卡扣;32222、顶部凹槽;323、导向套;324、导向杆;33、侧板定位件;331、侧支撑臂;332、侧推气缸;333、侧推定位板;3331、侧推块;33311、定位销;3332、侧磁吸块。
具体实施方式
29.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
30.图1至图8示出了本实用新型用于车桥本体焊接的弹簧板座定位工装的一种实施例,包括机架1、安装座2和用于对弹簧板座四块板件进行定位的定位机构3,安装座2滑装在机架1上,定位机构3装设在安装座2上。在装夹时,先将安装座2滑移到预定位置并进行锁紧,然后将弹簧板座的四块板件安装在定位机构3上,再利用定位机构3将四块板件定位在车桥桥壳上形成包覆,最后将四块板件依次焊接。较传统的人工定位方式而言,该定位工装通过安装座2的移动能够适应不同尺寸的车桥本体,保证四块板件能够输送至预定位置;再
通过定位机构3能够将四块板件精准定位在安装位置,防止产生焊接过程中产生误动。整体结构简单可靠,大大提高了焊接质量和焊接效率,其适用范围广。
31.本实施例中,定位机构3包括顶板定位件31、底板定位件32和一对侧板定位件33,底板定位件32和一对侧板定位件33均装设在安装座2上,顶板定位件31装夹顶板后与一对侧板定位件33对接。该结构中,顶板定位件31实现顶板的定位功能,底板定位件32实现底板的定位功能,而一对侧板定位件33则实现两块侧板的定位功能,如此可将四块分离的板件从上下前后定位到车桥桥壳上进行焊接以形成包覆结构的弹簧板座。
32.本实施例中,侧板定位件33包括侧支撑臂331、侧推气缸332和侧推定位板333,侧支撑臂331装设在安装座2上,侧推气缸332安装在侧支撑臂331上,侧推定位板333安装在侧推气缸332的输出端。该结构中,侧支撑臂331为侧推气缸332提供安装和支撑基础,侧推气缸332的固定端安装在侧支撑臂331上,其输出端驱使侧推定位板333伸缩,将侧板安装在侧推定位板333上,侧推定位板333的伸缩会带动侧板精准的定位到车桥桥壳上。
33.本实施例中,侧推定位板333包括侧推块3331和侧磁吸块3332,侧推块3331安装在侧推气缸332的输出端,侧磁吸块3332安装在侧推块3331上。该结构中,侧推块3331主要用于安装侧磁吸块3332,形成面接触,保证推力均匀;而侧磁吸块3332能实现对侧板的吸附定位,提高了侧板的快速装卸效果。
34.本实施例中,侧推块3331上设置有用于和弹簧板座的侧板上孔位配合的定位销33311。侧板上具有原生的孔位,通过多根定位销33311与其原生的孔位形成配合,能够防止侧板误动,进一步达到限位效果,保证焊接质量。
35.本实施例中,底板定位件32包括顶升气缸321和顶升定位板322,顶升气缸321均装设在安装座2上,顶升定位板322安装在顶升气缸321的输出端。该结构中,通过顶升气缸321带动顶升定位板322升降,底板安装在顶升定位板322上,顶升定位板322的升降会带动侧底板精准的定位到车桥桥壳上。
36.本实施例中,顶升气缸321的固定端装设有导向套323,顶升定位板322上装设与导向套323配合套接的导向杆324。该结构中,通过导向套323和导向杆324的配合导向,保证升降过程的稳定性和顺畅性。
37.本实施例中,顶升定位板322包括顶推块3221和顶磁吸块3222,顶推块3221安装在顶升气缸321的输出端,顶磁吸块3222吸附在顶推块3221上。该结构中,顶推块3221用于安装顶磁吸块3222,形成面接触,保证推力均匀;而顶磁吸块3222能实现对底板的吸附定位,提高了底板的快速装卸效果。
38.本实施例中,顶磁吸块3222上设置有用于和弹簧板座的底板配合的顶部卡扣32221和顶部凹槽32222。底板上具有原生的中间孔和圆凸,通过顶部卡扣32221和顶部凹槽32222与其仿形适配,够防止底板误动,进一步达到限位效果,保证焊接质量。
39.本实施例中,顶板定位件31包括提拿把手311和提拿磁吸块312,提拿磁吸块312安装在提拿把手311上。该结构中,顶板吸附在提拿磁吸块312上,当底板和两块侧板均定好位后,操作人员通过提拿把手311将顶板提起,并使顶板的两侧边沿与两块侧板对接,再进行焊接,其结构简单可靠。
40.本实施例中,提拿磁吸块312上设置有用于和弹簧板座的顶板配合的底部卡扣3121和底部凹槽3122。顶板上具有原生的中间孔和圆凸,通过底部卡扣3121和底部凹槽
3122与其仿形适配,够防止顶板误动,进一步达到限位效果,保证焊接质量。
41.虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1