螺丝振动供料装置的制作方法
1.本实用新型涉及自动锁螺丝技术领域,尤其涉及一种螺丝机中的适用于精细小螺丝的振动供料设备。
背景技术:
2.近年来电子行业发展迅速,针对电子产品制造技术的要求越来越高,制造电子产品的生产线上的工序越来越多,越来越复杂,其中,锁螺丝是一项十分繁复且要求较高的基本工作。传统的锁螺丝设备精度低,操作复杂,通用性差。随着技术要求的不断提高,新一代的锁螺丝设备逐渐具备了精度高、操作简单、通用性强的特点。
3.锁螺丝机一般包括用于供应物料(螺丝)的供料部分和用于吸取物料并进行螺丝锁付工作的吸取锁付部分。现有技术中,属于供料部分的螺丝机供料器在结构上主要由滚筒01、振动料道02、分割圆盘03和有料感应器04构成,如附图1所示。
4.上述现有螺丝机供料器的工作原理是通过滚筒01的转动将置于其中的螺丝转传到振动料道02中,所述振动料道02通过自身的振动将螺丝振动传送至分割圆盘03处,所述分割圆盘03通过旋转(一般为顺时针旋转)将螺丝旋至有料感应器04处,如果有料感应器04未感应到有螺丝存在于设定位置则分割圆盘03会继续旋转,直到有料感应器04感应到有螺丝处于设定位置,则传送有料信号给控制模块,控制模块发送信号给螺丝机头(吸取锁付部分)并驱动螺丝机头过来吸取处于设定位置的待吸取螺丝并进行后续的螺丝锁付工作,如此依次循环进行螺丝的供料操作。
5.但是,上述现有技术中螺丝机供料器在运行供料操作过程中,所述螺丝机头需要等待供料并来回取料,这占据了大部分时间,工作速度很慢,导致设备运行效率低下。基于现有技术中螺丝机供料器的结构特点,尤其在使用一段时间后所述振动料道02、分割圆盘03均易磨损,从而造成故障率高,特别是在供应并锁付比较精细的小螺丝时,往往造成无法正常供料。另外,现有的螺丝机供料器还有不能通用的缺点。
6.随着市场需求和要求的不断提高,螺丝机供料设备的上述不足急需解决。
技术实现要素:
7.为了解决现有技术中螺丝机供料器供料速度慢、故障率高且不具备通用性等问题,本实用新型提供一种螺丝振动供料装置。
8.为实现本实用新型目的,本实用新型所采用的技术方案为:一种螺丝振动供料装置,包括底板、设置于所述底板之上的上料部分、分料部分和通道部分,所述通道部分由第一通道部分、第二通道部分和汇流器构成,其中,所述第一通道部分和第二通道部分均分别与所述汇流器连通,所述汇流器用于为螺丝机锁付吸头提供确定位置的用于锁付操作的螺丝。
9.进一步的,所述上料部分包括提供振动来源的源振器、设置于所述源振器上的振动盘、与所述振动盘连通的短料槽和与所述短料槽连通的长料槽,其中,所述振动盘内壁上
设置有自所述振动盘内侧底部盘旋而上的螺旋筛轨,所述螺旋筛轨的尾端在所述振动盘的上部与所述短料槽的头部连接,所述短料槽的尾部与所述长料槽的头部连接。
10.为实现自动控制,所述长料槽上设有对射感应装置,以能将所检测位置是否存在螺丝的信号反馈给中央控制模块。
11.此外,为保证螺丝按照设定轨迹运行(或防止螺丝跳出或溢出),所述长料槽上设有螺丝压盖。
12.再进一步的,所述分料部分包括拉料气缸和由所述拉料气缸驱动的拉料片,所述拉料片上设有用于对螺丝进行单个分割的拉料口,所述拉料口能对准所述长料槽尾部出口处。
13.为实现自动控制,所述分料部分还包括对射感应器,以能将所检测位置是否存在螺丝的信号反馈给中央控制模块。
14.更进一步的,所述通道部分还包括支架、设置在所述支架上的直线导轨、设置在所述直线导轨两端的左限位块和右限位块、与所述直线导轨配合滑动的滑动平板和驱动所述滑动平板滑动的水平驱动气缸。
15.优选的,所述第一通道部分包括设置在所述滑动平板上的第一升降气缸、由所述第一升降气缸驱动升降的第一吸管、能与所述第一吸管对接连通的第一接管,所述第一接管与所述汇流器连通,所述第一吸管吸取螺丝后再将所述螺丝吹入所述第一接管。
16.同样优选的,所述第二通道部分包括设置在所述滑动平板上的第二升降气缸、由所述第二升降气缸驱动升降的第二吸管、能与所述第二吸管对接连通的第二接管,所述第二接管与所述汇流器连通,所述第二吸管吸取螺丝后再将所述螺丝吹入所述第二接管。
17.更为优选的,所述汇流器包括汇流器主体、驱动所述汇流器主体运动的汇流器气缸和用于汇聚待锁付螺丝的汇流接管。
18.本实用新型提供的技术方案与现有技术相比,能高速、稳定地给螺丝机进行供料,同时可以满足不同规格螺丝的供料需求,在实际操作中,本实用新型提供的技术方案可稳定快速地将螺丝直接供应送至螺丝机头上,使螺丝机的供料与吸料锁付工作无缝衔接,实现吹吸一体,大大提高了螺丝机的工作效率。
附图说明
19.图1为现有技术中螺丝机供料器的立体结构示意图;
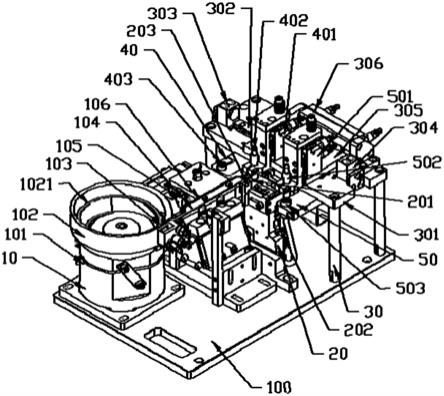
20.图2为本实用新型一实施例的立体结构示意图;
21.图3为图2中实施例另一视角的立体结构示意图。
具体实施方式
22.为了能更清楚地阐述本实用新型的技术方案,下面将结合附图对本实用新型的实施例做简要地说明,很显然,对实施例及附图的描述仅是为了说明本实用新型的技术方案,在本领域普通技术人员能理解的背景下,本实用新型的保护范围不限于实施例及附图。
23.如图2、3所示,为一种螺丝振动供料装置,包括底板100、设置于所述底板100之上的上料部分10、分料部分20和通道部分30,所述通道部分30由第一通道部分40、第二通道部分50和汇流器60构成,其中,所述第一通道部分40和第二通道部分50均分别与所述汇流器
60连通,所述汇流器60用于为螺丝机锁付吸头提供确定位置的用于锁付操作的螺丝。
24.所述上料部分10包括源振器101、设置于所述源振器101上的振动盘102、与所述振动盘102连通的短料槽103和与所述短料槽103连通的长料槽104,其中,所述振动盘102内壁上设置有自所述振动盘102内侧底部盘旋而上的螺旋筛轨1021,所述螺旋筛轨1021的尾端在所述振动盘102的上部与所述短料槽103的头部连接,所述短料槽103的尾部与所述长料槽104的头部连接。
25.为实现自动控制,所述长料槽104上设有对射感应装置105,以能将所检测位置是否存在螺丝的信号反馈给中央控制模块。
26.此外,为保证螺丝按照设定轨迹运行(或防止螺丝跳出或溢出),所述长料槽104上设有螺丝压盖106。
27.所述分料部分20包括拉料气缸202和由所述拉料气缸202驱动的拉料片201,所述拉料片201上设有用于对螺丝进行单个分割的拉料口,所述拉料口能对准所述长料槽104尾部出口处。
28.为实现自动控制,所述分料部分20还包括对射感应器203,以能将所检测位置是否存在螺丝的信号反馈给中央控制模块。
29.所述通道部分30还包括支架301、设置在所述支架301上的直线导轨302、设置在所述直线导轨302两端的左限位块303和右限位块304、与所述直线导轨302配合滑动的滑动平板305和驱动所述滑动平板305滑动的水平驱动气缸306。
30.所述第一通道部分40包括设置在所述滑动平板305上的第一升降气缸401、由所述第一升降气缸401驱动升降的第一吸管402、能与所述第一吸管402对接连通的第一接管403,所述第一接管403与所述汇流器60连通。
31.所述第二通道部分50包括设置在所述滑动平板305上的第二升降气缸501、由所述第二升降气缸501驱动升降的第二吸管502、能与所述第二吸管502对接连通的第二接管503,所述第二接管503与所述汇流器60连通。
32.所述汇流器60包括汇流器主体61、驱动所述汇流器主体61运动的汇流器气缸62和用于汇聚待锁付螺丝的汇流接管63。
33.本实用新型提供技术方案的工作原理为:所述螺丝振动供料装置的各组成部分均紧凑地设置安装在底板100上,上料部分10通过振动将螺丝进行筛选和规则排列,分料部分20对已经排列调整好的螺丝进行分割(一般分割为单个),通道部分30将分割出来的单个螺丝运送至(吹至)汇流器60,然后由汇流器60将待锁付螺丝汇流到汇流接管63处,最后由螺丝机的锁付吸头将该处的螺丝吸取后进行指定位置的螺丝锁付操作,实现螺丝机的吹吸一体功能。尤其值得说明的是,本实用新型技术方案中所述通道部分30包括了第一通道部分40和第二通道部分50,该两套通道系统交替动作,将分割出来的螺丝交替连续地依次运送到汇流器60,这就比传统的螺丝机的吹送螺丝的效率大大提高。
34.具体到本文实施例,实际工作中将待锁付规格的螺丝放入振动盘102,启动源振器101产生振动,所述源振器101带动与之相连接的所述振动盘102一起振动,在振动过程中,所述振动盘102中的螺丝会沿着螺旋筛轨1021依次运动到振动盘102的上部并进入与之连通的短料槽103,于该处,所述螺丝的头部被置于所述短料槽之上,所述螺丝的杆部被置于所述短料槽的槽内(所述短料槽的槽内间隙尺寸应大于所述螺丝杆的尺寸,同时应小于螺
丝头部的横向尺寸),随着持续的振动,所述螺丝会由所述短料槽103运动至所述长料槽104,为了防止运动到长料槽104内的螺丝跳出或掉出,在该长料槽104上设置了螺丝压盖106,所述对射感应装置105对经过长料槽104的螺丝进行检测,如检测到有螺丝通过的信号,则通知中央控制模块控制所述源振器101暂停振动,如未检测到有螺丝通过的信号,则通知中央控制模块控制所述源振器101继续振动或启动振动。
35.在螺丝由所述长料槽104尾部被振出后落入所述拉料片201上开设的拉料口中,所述拉料气缸202驱动拉料片201对所述螺丝进行分割,同时所述对射感应器203对相应位置进行检测,如未检测到有螺丝信号,则所述拉料气缸202驱动拉料片201归位,继续将所述拉料口对准所述长料槽104的尾部螺丝出口,如检测到有螺丝信号,则拉料步骤(分割)完成,即通知中央控制模块暂停所述源振器101,停止振动。在该处,所述拉料气缸202驱动拉料片201使所述拉料口对准所述第一吸管402或者第二吸管502。
36.所述第一升降气缸401驱动所述第一吸管402接近所述拉料口对其中已被分割的螺丝进行吸取,然后升起离开,所述拉料片201继续进行拉料操作。所述水平驱动气缸306通过所述直线导轨302驱动所述滑动平板305运动到所述左限位块303,使所述第一吸管402对准所述第一接管403,并将其中的螺丝吹入所述第一接管403中,直至通过该第一接管403将所述螺丝运送到所述汇流器60中。于此同时,所述第二升降气缸501驱动所述第二吸管502接近所述拉料口对其中已被分割的螺丝进行吸取,然后升起离开,所述拉料片201继续进行拉料操作。所述水平驱动气缸306通过所述直线导轨302驱动所述滑动平板305运动到所述右限位块304,使所述第二吸管502对准所述第二接管503,并将其中的螺丝吹入所述第二接管503中,直至通过该第二接管503将所述螺丝运送到所述汇流器60中。所述第一吸管402和所述第二吸管502如此依次交替吸取被分割的螺丝,并将其送入所述汇流器60中。
37.被吹入(送至)所述汇流器60中的螺丝被汇流至所述汇流接管63处,最后由螺丝机的锁付吸头将该处的螺丝吸取后进行指定位置的螺丝锁付操作,实现螺丝机的吹吸一体功能。
38.本实用新型的技术方案因对所述螺丝机振动供料装置进行了结构上的优化设计,不但使该装置适用不同规格的螺丝,而且还特别适用于微小的精细螺丝,同时也解决了设备因磨损而导致卡滞等问题,大大提高了工作效率。
39.上述实施例仅用以说明本实用新型的技术方案,不应认为是对本实用新型保护范围的限制,本实用新型除用于电子产品制造领域外,也可应用于其他任何相近领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1