一种机器人双丝焊枪清枪站的制作方法
1.本实用新型属于机器人焊接技术领域,具体地说,涉及一种机器人双丝焊枪清枪站。
背景技术:
2.机器人双丝气体保护焊具有焊接效率高、相对热输入量低、变形小等优点,应用越来越广泛。但是由于双丝焊枪枪头特殊的内部结构,焊枪气体保护罩(下称喷嘴)呈椭圆开口,锥状外形,导致在焊接过程中残留在焊枪喷嘴上的焊接飞溅,现有的机械设备无法实现全方位的清除。因此,现有的双丝焊枪枪头大多采用手动清除、喷砂清除或电动毛刷清除等人工方式清除飞溅,导致整个清枪过程的自动化程度不高,同时清枪有死角,飞溅清除效果不佳。
3.有鉴于此特提出本实用新型。
技术实现要素:
4.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种机器人双丝焊枪清枪站,为解决上述技术问题,本实用新型采用技术方案的基本构思是:
5.一种机器人双丝焊枪清枪站,包括机身、喷油雾装置和剪丝装置,所述机身为箱体结构,且所述机身一侧壁上方固定安装有所述喷油雾装置,所述喷油雾装置下方设置有空气过滤装置,所述空气过滤装置与所述机身通过螺栓连接,所述机身与所述喷油雾装置相对一侧壁上方设置有所述剪丝装置,所述剪丝装置下方设置有油雾器。
6.所述机身上内部固定安装有铰刀驱动装置,所述铰刀驱动装置下方固定安装有马达升降装置,所述马达升降装置与所述机身内部通过螺栓连接,所述机身内部下方设置有控制阀组件。
7.所述机身一侧壁上设置有喷嘴夹紧装置,所述喷嘴夹紧装置与机身通过螺栓连接。
8.所述喷嘴夹紧装置包括夹紧气缸、气缸顶杆、侧面定位块、螺栓一、顶丝一、牙块、螺栓三、顶丝二、横梁和螺栓二,所述螺栓一与所述顶丝一将所述侧面定位块固定在所述夹紧气缸上,并且所述侧面定位块的位置可调整。
9.所述螺栓三与所述顶丝二将所述牙块固定在所述横梁上,并且牙块的固定位置可调整,所述螺栓二将所述横梁固定在所述夹紧气缸上,通过调整侧面定位块将牙块的位置可以适应不同的双丝焊枪喷嘴的精确定位,确保每次清枪时焊丝轴线与铰刀轴线重合,气缸顶杆伸出,将双丝焊枪喷嘴固定夹紧在牙块之间。
10.采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果。
11.本实用新型的清枪装置通过侧面定位块、牙块与夹紧气缸的配合,可适应不同双丝焊枪喷嘴的角度变化,从而实现从双丝焊枪喷嘴内两条焊丝间两个方向清除飞溅,从而提高了双丝焊枪后续的焊接质量和效率,同时通过侧面定位块、牙块与夹紧气缸的配合,实
现对不同尺寸双丝焊枪喷嘴的夹紧操作,以适应不同的双丝焊枪,整个装置的通用性好。
12.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
13.附图作为本技术的一部分,用来提供对本实用新型的进一步的理解,本实用新型的示意性实施例及其说明用于解释本实用新型,但不构成对本实用新型的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
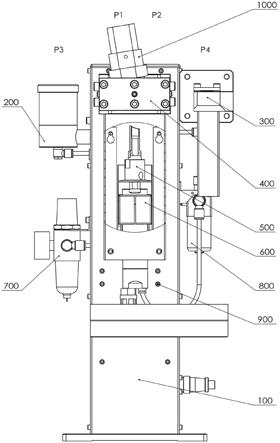
14.图1为本实用新型结构示意图;
15.图2为本实用新型中喷嘴夹紧装置的爆炸图;
16.图3为本实用新型的工作示意图。
17.图中:100
‑
机身;200
‑
喷油雾装置;300
‑
剪丝装置;400
‑
喷嘴夹紧装置;401
‑
夹紧气缸;402
‑
螺栓一;403
‑
顶丝一;404
‑
气缸顶杆;405
‑
侧面定位块;406
‑
牙块;407
‑
螺栓二;408
‑
螺栓三;409
‑
顶丝二;410
‑
横梁;500
‑
铰刀驱动装置;600
‑
马达升降装置;700
‑
空气过滤装置;800
‑
油雾器;900
‑
控制阀组件;1000
‑
双丝焊枪喷嘴。
18.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本实用新型的构思范围,而是通过参考特定实施例为本领域技术人员说明本实用新型的概念。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
20.实施例一
21.如图1和图2所示,一种机器人双丝焊枪清枪站,包括机身100、喷油雾装置200和剪丝装置300,机身100为箱体结构,且机身100一侧壁上方固定安装有喷油雾装置200,喷油雾装置200下方设置有空气过滤装置700,空气过滤装置700与机身100通过螺栓连接,机身100与喷油雾装置200相对一侧壁上方设置有剪丝装置300,剪丝装置300下方设置有油雾器800。
22.如图1所示,机身100上内部固定安装有铰刀驱动装置500,铰刀驱动装置500下方固定安装有马达升降装置600,马达升降装置600与机身100内部通过螺栓连接,所述机身100内部下方设置有控制阀组件900。
23.本例中,机身100一侧壁上设置有喷嘴夹紧装置400,喷嘴夹紧装置400与机身100通过螺栓连接,喷嘴夹紧装置400包括夹紧气缸401、气缸顶杆404、侧面定位块405、螺栓一402、顶丝一403、牙块406、螺栓三408、顶丝二409、横梁410和螺栓二407,所述螺栓一402与所述顶丝一403将侧面定位块405固定在夹紧气缸401上,并且侧面定位块405的位置可调整。
24.如图2所示,螺栓三408与顶丝二409将牙块406固定在横梁410上,并且牙块406的固定位置可调整,螺栓二407将横梁410固定在夹紧气缸401上,通过调整侧面定位块405将牙块406的位置可以适应不同的双丝焊枪喷嘴1000的精确定位,确保每次清枪时焊丝轴线
与铰刀轴线重合,气缸顶杆404伸出,将双丝焊枪喷嘴1000固定夹紧在牙块406之间。
25.本例中,在进行清枪时,机器人焊枪运行至清枪位置p1,双丝焊枪喷嘴1000贴紧侧面定位块405及牙块406,自动开启清枪动作:气缸顶杆404伸出,与牙块406配合夹紧双丝焊枪喷嘴1000,同时铰刀驱动装置500动作:铰刀旋转,与此同时,机器人发出控制信号,马达升降装置600动作,马达上升;清枪开始。清枪作业完成后,机器人发出控制信号,马达升降装置600下降至原位,同时铰刀驱动装置500动作:铰刀停转,机器人断开控制信号,气缸顶杆404回复原位,松开双丝焊枪喷嘴1000,第一焊丝部位飞溅清除过程结束,机器人焊枪运行至清枪位置p2,机器人发出控制信号,重复上述过程,第二焊丝部位飞溅清除过程开始直至过程结束。
26.如图1
‑
图3所示,机器人焊枪运行至位置p3,机器人发出控制信号,喷油雾装置200动作,喷涂油雾,机器人断开控制信号,停止喷油雾,机器人焊枪运行至位置p4,机器人发出控制信号,剪丝装置300动作:剪掉焊丝前端焊瘤,然后机器人断开控制信号。至此双丝焊枪清枪站完成了包含第一焊丝部位飞溅清除、第二焊丝部位飞溅清除、喷油雾、剪丝的整个双丝焊枪的清枪过程。
27.本例中,清枪装置通过侧面定位块405、牙块406与夹紧气缸401的配合,可适应不同双丝焊枪喷嘴1000的角度变化,从而实现从双丝焊枪喷嘴1000内两条焊丝间两个方向清除飞溅,从而提高了双丝焊枪后续的焊接质量和效率,通过侧面定位块405、牙块406与夹紧气缸401的配合,实现对不同尺寸双丝焊枪喷嘴1000的夹紧操作,以适应不同的双丝焊枪,整个装置的通用性好。
28.以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专利的技术人员在不脱离本实用新型技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1