一种单向循环走丝电火花线切割所用环形电极丝的制备方法
1.本发明属于线切割工艺技术领域,特别是涉及一种单向循环走丝电火花线切割所用环形电极丝的制备方法。
背景技术:
2.单向无限循环走丝是由俄家齐于2014年首度提出的一种新型走丝方式。单向无线循环走丝方式采用环形电极丝,即电极丝是一个首尾相接的封闭环,沿一个方向进行无限循环运动,因此可以无限循环地使用电极丝,无需换向。
3.高速往复走丝至今为止仍无法消除其易产生黑白条纹、加工精度较低的问题。单向循环走丝方式的提出打破了传统的走丝模式,是线切割行业的一次革新。单向循环走丝方式综合了低速单向走丝和往复循环快走丝的长处,并力图避免它们的缺点。具有加工定位精度高、电极丝张力控制精确、无切割条纹、加工精度高、电极丝损耗小、电极丝放电效率高、时间利用率高、可切割大厚度工件的优点。因此,此方式在总体加工效率、加工精度与表面质量等方面具有明显提升。
4.但目前为止研制出的单向循环走丝线切割机床仍存在着许多问题。首先是环形丝的质量问题,根据现有的焊接方案所研制出的环形丝,质量无法达到正常水平,因此无法运用于正常加工。其次,环形丝在运行过程中,由于轴承、导向机构等原因,存在打滑、断丝和错丝现象。
技术实现要素:
5.本发明提出一种单向循环走丝电火花线切割所用环形电极丝的制备方法,该方法可以克服单向循环走丝过程中所产生的断丝、错丝问题,并提高环形电极丝的质量,从而有效进行单向循环走丝电火花线切割加工。
6.为达到以上目的,本发明采用以下技术方案:一种单向循环走丝电火花线切割所用环形电极丝的制备方法,包括以下步骤:将电极丝按照顺序或逆序,根据绞入系数表选择合适的绞入系数,从而计算得出节距进行绞合缠绕,绞合长度随走丝系统而定,然后用钎焊将接口处焊接,得到多根电极丝捻合在一起形成环形绞合电极丝。
7.以上所述方法中,所述电极丝绞合可采用一根电极丝先缠绕成环形,此时有一个交点,将交点处以外的丝线和环形进行捻合,形成绞合丝,在首尾端再次相交时,首尾相接处留有一定间隙,此时绞合丝只有一个接触点,运用钎焊将首尾进行焊接,研制出环形切割丝;运用单根电极丝先缠绕成环形再进行绞合焊接而研制出环形切割丝,由于先缠绕成环形再进行绞合,因此第一圈电极丝的存在大大提高了绞合电极丝的强度,而且只有一个焊接点,此时焊接点起到了连接作用,因此焊接点处的要求大大降低,由此提高了环形电极丝的强度;采用一根电极丝进行捻合形成绞合丝时,先将电极丝缠绕成环形,此时有一个接
触点,可将此接触点和电极丝的首尾其中一端进行固定,用另一端与环形进行绞合,从而形成环形绞合丝;采用一根电极丝进行捻合形成绞合丝时,先将电极丝缠绕成环形,此时有一个接触点,将此接触点进行固定,首尾两端均与环形进行绞合,从而形成环形绞合丝;运用两根或两根以上电极丝绞合而成的绞合丝,将其首尾相接,此时首尾相接处留有一定间隙,运用钎焊将首尾进行焊接,研制出环形切割丝;运用两根或两根以上电极丝绞合而成的绞合丝,可分别将其首尾绞合处进行退绞,各留出一根单丝,再将首尾相接,此时首尾各有一根单丝,将首尾处的单丝进行绞合,此时有两个接口处,两端接口间已进行绞合,因此可以提高绞合丝的强度,运用钎焊将接口处进行焊接,研制出环形切割丝。
8.有益效果:本发明提供了一种单向循环走丝电火花线切割所用环形电极丝的制备方法;先将电极丝缠绕成环形,再进行捻合焊接,得到多根电极丝捻合在一起形成环形绞合电极丝,焊点处只起到连接作用,因此环形丝的抗拉强度比现有的高,目前已有的是利用激光焊,属于电极丝自身进行焊接填充,而电极丝直径细,因此焊接难度大,多根电极丝焊点面积增大,于是可以填充更多的焊料,因此焊接性较好,焊接难度减小,并且抗拉强度可达到正常电极丝的百分之八十以上,而单根电极丝焊接难度大,其抗拉和抗弯强度也仅为正常电极丝的一半;本发明运用钎焊进行环形丝焊接,钎焊有着成本低、便于操作、不破坏焊接材料等优点,运用钎料将电极丝首尾焊接在一起,能有效保证电极丝的强度。另外,钎料起到连接的作用,并不直接参与电火花加工,提高了环形丝的强度,增加了环形丝的寿命。
附图说明
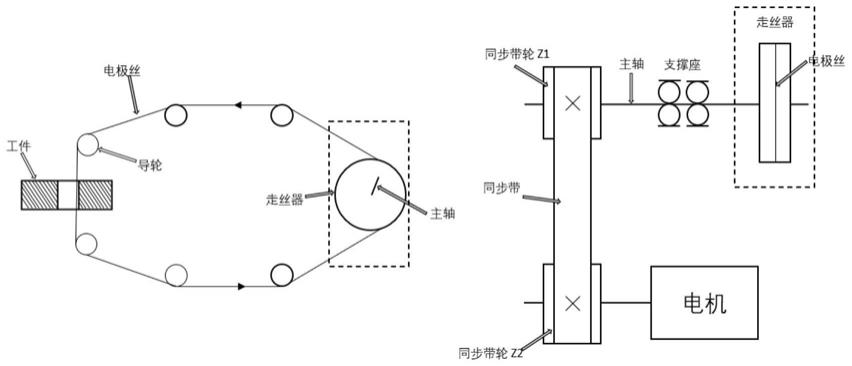
9.图1是本发明实施例中单向循环走丝电火花线切割走丝原理示意图;图2是本发明实施例中绞合丝绞距示意图;图3是本发明实施例中两根丝绞合示意图;图4是本发明实施例中单丝绞合环形丝示意图;图5是本发明实施例中单丝一端绞合示意图;图6是本发明实施例中单丝两端绞合示意图;图7是本发明实施例中双丝绞合对接方法一示意图;图8是本发明实施例中双丝绞合对接方法二示意图。
具体实施方式
10.下面结合附图和具体实施例对本发明进行详细说明:单向循环走丝电火花线切割原理图如图1所示,由走丝器依靠摩擦力带动环形电极丝进行单向循环走丝,由此进行电火花线切割加工。单向循环走丝方式的实现关键问题在于环形丝的研制,故本发明针对环形丝的研制问题,设计出一种单向循环走丝电火花线切割的环形电极丝研制的工艺方法。其主要过程如下:先取出一定长度的电极丝,将电极丝进行捻合形成绞合丝,将绞合丝进行首尾对接,将对接处进行焊接形成环形切割丝,最后将焊接处进行打磨处理,使丝径保持前后一致。
11.首先,取出一定长度的电极丝,电极丝长度根据走丝系统而定,不可过长或过短,
电极丝过长会导致环形电极丝不利于张紧,进行多圈绕丝时会产生压丝现象,从而妨碍环形电极丝的正常运转;电极丝过短会导致走丝系统安装不上或张紧力过大,安装不上则无法进行运丝,从而无法进行电火花线切割加工,而张紧力过大会极大程度上降低环形电极丝寿命,使环形电极丝焊接点处的强度降低,致使焊点处过早脱落,从而影响电火花加工过程。
12.其次,将电极丝进行捻合,形成绞合丝,绞合丝及绞距示意图如图2所示。绞合时注意使绞合丝绞距恒定,绞合丝绞距恒定可有效携带工作介质、使加工区域快速冷却并保证加工精度,还可提高绞合丝的使用寿命。绞合丝的编织有两种方式,分别如图3和图4所示。
13.图3所示是运用两根长度相当的电极丝进行绞合,从而形成绞合丝,此种方式绞合而成的绞合丝绞距均匀,易实现自动化,现已有相关的绞合电极丝装置,绞合丝的编织比较方便。
14.图4所示是运用一根长度的电极丝进行绞合,先将电极丝缠绕成环形,此时有一个交点,将交点固定,利用伸出端与环形进行绞合,由此形成环形绞合丝,其绞合方法有两种,分别如图5和图6所示。图5所示为一端绞合的方法,即先将一根丝缠绕成环形,将交点处和一端进行固定,将未固定端与环形进行编织形成绞合丝。图6所示为两端绞合的方法,只需将缠绕成环形后的交点进行固定,利用伸出的两端与环形丝进行编织形成绞合丝。相比于第一种方式,第二种方式难于实现自动化,但第二种方式所绞合成的绞合丝由于第一圈环形的存在,大大提高了环形丝的强度和使用寿命。
15.在绞合丝完成后,将绞合丝对接形成环形丝,对接时留有一定间隙以容纳钎料,从而将环形丝首尾有效焊接在一起。图3所示的方法可直接进行对接,如图7所示,此时只有一个焊点,焊接面积有效增加;也可将两端均进行退丝,使其长短不一,再将首尾进行绞合,绞合后如图8所示,此时有两个焊点,对其进行焊接。图8与图7相比,其衔接处进行了一定长度的绞合,由此虽有两个焊点,焊接性稍差,但强度更高,寿命更长。图4所示的绞合方法,其绞合后只有一个焊点,其焊接性虽差一点,但由于第一圈环形的存在,焊接后的性能更好,此时焊点只起到连接的作用,大大提高了环形绞合丝的寿命。
16.最后,对焊接处进行打磨处理,使其前后直径保持一致,由于本发明是先将电极丝编织成绞合丝,焊接后的环形绞合丝焊点处截面会呈椭圆形,因此打磨后只需保证其截面直径为绞合丝根数的整数倍即可,焊点处的圆柱形不会影响环形绞合丝的带液性能,反而可以保证焊点强度。
17.以上显示和描述了本发明的优选实施案例,但是本发明不局限于上述的具体实施方式,上述的具体试试方式仅仅是示意性的,并不是限制性的,本领域的技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可以作出很多变化和改进,这些变化和改进均落入要求保护的本发明范围之内。本发明的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1