一种脉冲激光与脉冲电弧共同作用的增材再制造方法与流程
1.本发明涉及增材制造技术领域,尤其涉及一种脉冲激光与脉冲电弧共同作用的增材再制造方法。
背景技术:
2.激光再制造技术作为先进再制造技术之一,其主要以激光熔覆技术为核心技术来实现对零件失效区域的修复再制造,经过激光束一定强度的辐照,使粉末或丝材和少部分的基材表层同时熔化,首先以熔融状态均匀地分布在零件表面,在随后的快速凝固过程中,在基材表面形成一层稀释率低、厚度在一定范围内可控并和基材呈冶金结合状态的熔覆层的一种技术。
3.tig电弧增材制造属于电弧增材制造技术的重要分支,它是一种高效节能、飞溅少、可持续的金属制造工艺,其以非熔化的钨极提供稳定的热源,以氩气等惰性气体作保护气体,填充焊丝以熔滴的方式逐滴、逐层沉积,从而获得致密度高、冶金结合性能好、力学性能好的成形件。因此,tig电弧增材技术是低成本金属零件直接制造的重要研究方向。电弧方式成形表面易形成氧化膜,对后处理加工造成不便,虽有晶粒更细,成形更精密的特质,但因过大的冷却梯度容易造成增材区开裂。
4.例如,一种在中国专利文献上公开的“一种基于低功率激光诱导tig电弧的不锈钢结构件增材制造方法及制造系统”,其公开号cn109909616a,该方法采用低功率激光与tig电弧作为复合热源,根据焊接环境,设置焊枪、激光与基板之间的夹角关系,通过外加的送丝装置将不锈钢焊丝送入熔池,稳定融化并在处理后的基板上铺展,按照规划好的路线进行堆焊,逐层累加形成所需结构的不锈钢工件。其不足之处是,金属表面易形成氧化膜,对后处理加工造成不便,且冷却梯度过大容易造成增材区开裂。
技术实现要素:
5.本发明是为了克服现有技术的增材制造方法在工件表面易形成氧化膜,对后处理加工造成不便,且冷却梯度过大容易造成增材区开裂的问题,提供一种脉冲激光与脉冲电弧共同作用的增材再制造方法,及时去除金属表面氧化膜,减少开裂倾向。
6.为了实现上述目的,本发明采用以下技术方案:一种脉冲激光与脉冲电弧共同作用的增材再制造方法,包括如下步骤:脉冲激光束与tig脉冲电弧同步作用于待修复工件上,其中tig脉冲电弧与工件表面垂直方向夹角不大于
±
15
°
,脉冲激光束与工件表面形成夹角;所述tig脉冲电弧远离脉冲激光束的一侧设有焊丝,所述脉冲激光束与tig脉冲电弧交替作用。
7.本发明的特点在于激光束与tig电弧均为脉冲形式,且二者交替作用,由于脉冲电弧成形的表面易形成氧化层,用脉冲激光的瞬间高温,可以将氧化层瞬间气化,获得新鲜的金属表面,有利于下一层的堆叠,减少氧化夹杂;脉冲电弧增材方式由于拥有较大的冷却速
度和温度梯度,具有组织细化、热影响小、成形精密等特点,但是较大的冷却速度,也导致残余应力加大,容易出现裂纹,而脉冲激光在清洗氧化层的同时还可以补充一定的热输入,实现电弧脉冲作用前的预热和作用后的缓冷,以降低温度梯度,减少开裂倾向;通过结合两种增材方法既能充分发挥两种热源各自的优势,又相互弥补了各自的不足,从而形成了一种全新高效的增材方法。其中tig电弧尽可能保证垂直于工作表面,通过tig钨极的尖端进行放电,保证电弧的稳定性,增材效果好;激光束倾斜射向工件表面,从而在面上形成椭圆形光斑,光斑长轴与激光束以及电弧扫描方向一致,扩大了扫描方向激光作用面积,提升气化氧化层以及预热效果。
8.作为优选, 所述tig脉冲电弧的脉冲间隔为0.5s
‑
0.6s,所述脉冲激光束距tig脉冲电弧延时0.3s
‑
0.4s。
9.采用延时的脉冲激光对刚凝固的熔池进行作用,在清洗氧化层的同时还可以精确补充一定的热输入。
10.作为优选,所述脉冲激光束和tig脉冲电弧的移动速度为1 mm/s
ꢀ‑
3mm/s。
11.作为优选,所述脉冲激光束的扫描频率调节范围为30
‑
300hz。
12.作为优选,所述脉冲激光束为光纤激光或yag激光。
13.作为优选,所述脉冲激光束延伸方向与工件表面夹角为30
°‑
60
°
。
14.在该角度下光斑面积以及形状最为合适,预热效果最好。
15.作为优选,所述tig脉冲电弧由tig焊枪产生,所述tig焊枪包括钨极,所述钨极的尖端与工件表面的垂直距离为1.5mm
‑
2mm,所述钨极的尖端与所述脉冲激光束的扫描中心之间的水平距离为3mm
‑
4mm。
16.保证tig脉冲电弧释放能量满足最低能量密度要求,另外减少焊枪阻挡激光束的输出范围。
17.作为优选,所述焊丝的直径为0.5mm
‑
2.4mm。
18.因此,本发明具有如下有益效果:(1)利用脉冲激光的瞬间高温,可以将氧化层瞬间气化,获得新鲜的金属表面,有利于下一层的堆叠,减少氧化夹杂;(2)延后的脉冲激光实现电弧脉冲作用前的预热和作用后的缓冷,以降低温度梯度,减少开裂倾向;(3)tig电弧垂直作用于表面,保证电弧稳定性;(4)激光束倾斜射向工件表面扩大了扫描方向激光作用面积,提升气化氧化层以及预热效果。
附图说明
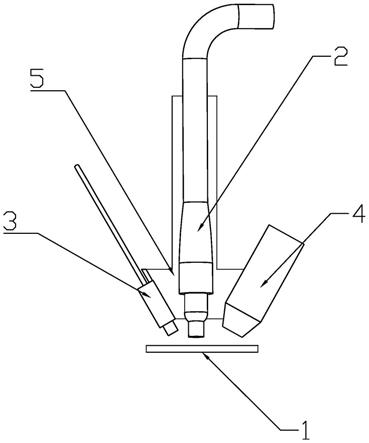
19.图1是本发明的一种结构示意图。
具体实施方式
20.下面结合附图与具体实施方式对本发明做进一步的描述。
21.如图1所示的实施例中,一种脉冲激光与脉冲电弧共同作用的增材再制造方法,包括如下步骤:1)对工件1待修复区域进行打磨清洗。
22.2)将tig焊枪2、送丝头3和激光头4装夹在夹具5上,其中tig焊枪2垂直于工件1表面设置,tig焊枪包括钨极,钨极的尖端与工件表面的垂直距离为1.5mm,送丝头3和激光头4
分设在tig焊枪2两侧,激光头4射出的激光束与工件表面夹角45
°
,同时调节激光光斑和电弧的相对位置,使两者达到最佳焦距的同时保持相同的工件加工点。
23.3)设定参数为:激光头和焊枪头同步扫描速度为1mm/s,激光脉宽为1000ns,脉冲能量为100mj,频率为50hz;tig焊脉宽60ms,电流为60a,单点脉冲间隔0.5s,送丝速度为200mm/min;激光脉冲距电弧脉冲延时0.3s,两者交替作用。
24.4)启动激光设备的激光光源和tig焊枪的电源,启动送丝机,保证送丝区域及待加工区域与及激光照射区域、电弧放电区域在同一块区域,且扫描方向与激光束光斑长轴所在方向一致,扫描通过既有路径规划进行加工,实现对零件整个待加工表面进行修复再制造。
25.5)关闭激光器和tig焊设备,修复再制造工作完成。
26.激光头4运动带动送丝头3和tig焊枪2一起运动保证高加工效率和质量;脉冲电弧成形的表面易形成氧化层,用脉冲激光的瞬间高温,可以将氧化层瞬间气化,获得新鲜的金属表面,有利于下一层的堆叠,减少氧化夹杂;采用延时的脉冲激光对刚凝固的熔池进行作用,在清洗氧化层的同时还可以精确补充一定的热输入,实现电弧脉冲作用前的预热和作用后的缓冷,以降低温度梯度,减少开裂倾向。其中tig电弧尽可能保证垂直于工作表面,通过tig钨极的尖端进行放电,保证电弧的稳定性,增材效果好;激光束倾斜射向工件表面,从而在面上形成椭圆形光斑,光斑长轴与激光束以及电弧扫描方向一致,扩大了扫描方向激光作用面积,提升气化氧化层以及预热效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1