连退作业区清洗段带钢跑偏治理方法与流程
1.本发明涉及设备安装领域,具体涉及一种连退作业区清洗段带钢跑偏治理方法。
背景技术:
2.带钢自酸轧作业区生产运送过后,清洗是生产中的一项重要环节。连退作业区清洗段带刚跑偏问题,一直是一项甲方与维修作业人员难以攻克的难题。带钢经过2#转向辊以后进入带钢清洗段,此时跑偏现象就容易发生了,正是由于带钢产生的跑偏,导致不能生产大宽度的带钢及影响生产速度。甚至在进入活套纠偏位置时带钢与纠偏装置产生相反向作用力,从而造成断带情况发生。
技术实现要素:
3.针对现有技术存在的上述不足,本发明的目的在于提供一种连退作业区清洗段带钢跑偏治理方法。
4.发明人经过长期的研究发现,连退作业区清洗段带钢跑偏主要有一下几个原因:
5.一、挤干辊压力原因
6.带钢在运行过程中,如果板形的受力点是对称的,即使整个板面存在一定的不均匀性,对钢带运行的轨迹也不会产生太大的影响;但如果受力是不对称的,则会影响到带钢的前进方向,从而造成带钢跑偏的现象。
7.二、辊子磨损量
8.刷辊在上部与刷辊在下部磨损量不同,刷辊在上部磨损量较大,刷辊在下部磨损量较小,这也是造成跑偏的客观影响。
9.三、辊子在更换安装时的精度
10.在设备安装时,转向辊及张力辊中心线重合。随着设备的长期运行可能会出现中心线发生偏差问题,致使张力股、转向辊、挤干辊不在同一中心线,从而出现带刚跑偏现象。
11.四、辊子表面粗糙度的影响
12.发明人还发现转向辊、张力辊以及沉没辊表面粗造度也对带钢跑偏具有影响。
13.五、挤干辊与转向辊之间的压下量
14.若挤干辊或转向辊之间的压力调节不当,会使带钢两面受力不均,致使带钢跑偏的问题。
15.为实现本发明目的,发明人针对找出的上述原因,采用以下技术方案:
16.一种连退作业区清洗段带钢跑偏治理方法,包括以下措施:
17.1)对挤干辊的压力进行调节,使其在保证刷洗质量的前提下,降低刷辊下压或上压的压力,减轻带钢上受到的摩擦力,由此降低由于带钢上下两面受到的压力不均所带来的跑偏问题;
18.2)刷辊使用5~8个月后,进行更换;
19.3)利用全站仪对辊子精度进行测量,发现辊子水平度或垂直度偏差超过
±
0.05mm
时,通过对辊子操作侧和传动侧增减垫片的方法对辊子进行纠正,并进一步以辊子为基准面,对减速机、电机进行全方位调整,使辊子在同一中心线上,所述辊子包括张力辊、转向辊和挤干辊;
20.4)更换转向辊、张力辊和/或沉没辊
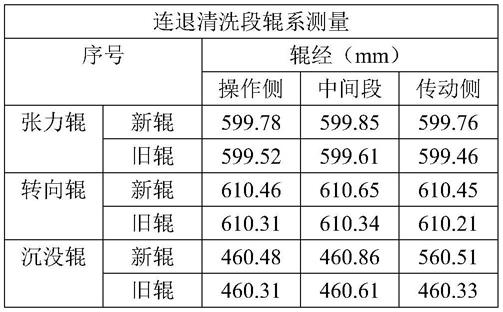
21.当张力辊操作侧辊经小于599.55mm、中间段辊经小于599.55mm和传动侧辊经小于599.50mm时,需要及时更换张力辊;
22.当转向辊操作侧辊经小于610.35mm、中间段辊经小于610.35mm和传动侧辊经小于610.25mm时,需要及时更换转向辊;
23.当沉没辊操作侧辊经小于460.35mm、中间段辊经小于460.65mm和传动侧辊经小于460.35mm时,需要及时更换沉没辊;
24.5)通过调整挤干辊或转向辊气缸压力进行调节压下量。
25.优选的,所述步骤1)中,将挤干辊压力调节到1.5mpa。
26.优选的,所述步骤3)中,水平度或垂直度采用百分表进行测量。
27.优选的,所述步骤5)中,所述挤干辊或转向辊气缸压力调节至1.5mpa。
28.优选的,所述步骤5)调整之前,先观察挤干辊上辊与下辊是否存在间隙。
29.进一步地,用平视法或压铅法测量挤干辊上辊与下辊是否存在间隙。
30.进一步地,所述压铅法为放置两个铅丝分别置于挤干辊的驱动侧与操作侧,观察其是否相同,如果出现较大差异,可通过调整气缸压力进行调节。
31.与现有技术相比,本发明通过研究先得出影响连退线清洗段带钢跑偏主要因素,有效地控制了清洗段带钢跑偏的问题,使得连退线的生产线速度和产量都达到设计要求;并可减少维护人员劳动强度,防止出现生产断带等情况保障生产稳定,节省人力,提高效率。
附图说明
32.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
33.图1为连退清洗段结构示意图;
具体实施方式
34.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
35.实施例1
36.参考图1,图中辊系为:1
‑
纠偏辊,2
‑
张力辊,3
‑
3#张力辊,4
‑
清洗段挤干辊,5
‑
刷辊,6
‑
3#转向辊,7
‑
转向辊压辊,8
‑
清洗段1#沉没辊,连退作业区清洗段带钢跑偏治理方法,包括以下措施:
37.1)对挤干辊的压力进行调节,将挤干辊压力调节到1.5mpa,使其在保证刷洗质量的前提下,降低刷辊下压或上压的压力,减轻带钢上受到的摩擦力,由此降低由于带钢上下
两面受到的压力不均所带来的跑偏问题;
38.2)一般刷辊使用5~8个月后,进行更换;
39.3)利用全站仪对辊子精度进行测量,发现辊子水平度或垂直度偏差超过
±
0.05mm时,水平度或垂直度可以采用百分表进行测量;通过对辊子操作侧和传动侧增减垫片的方法对辊子进行纠正,并进一步以辊子为基准面,对减速机、电机进行全方位调整,使辊子在同一中心线上,所述辊子包括张力辊、转向辊和挤干辊;
40.4)更换转向辊、张力辊和/或沉没辊,具体如下表所示,当旧辊的操作侧、中间段和传动侧辊经到一定程度时,需要更换转向辊、张力辊和/或沉没辊;
[0041][0042]
5)通过调整挤干辊或转向辊气缸压力进行调节压下量,所述挤干辊或转向辊气缸压力调节至1.5mpa。在调整之前,先观察挤干辊上辊与下辊是否存在间隙,可用平视法或压铅法测量挤干辊上辊与下辊是否存在间隙;所述压铅法为放置两个铅丝分别置于挤干辊的驱动侧与操作侧,观察其是否相同,如果出现较大差异,可通过调整气缸压力进行调节。
[0043]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
技术特征:
1.一种连退作业区清洗段带钢跑偏治理方法,其特征在于,包括以下措施:1)对挤干辊的压力进行调节,使其在保证刷洗质量的前提下,降低刷辊下压或上压的压力,减轻带钢上受到的摩擦力,由此降低由于带钢上下两面受到的压力不均所带来的跑偏问题;2)刷辊使用5~8个月后,进行更换;3)利用全站仪对辊子精度进行测量,发现辊子水平度或垂直度偏差超过
±
0.05mm时,通过对辊子操作侧和传动侧增减垫片的方法对辊子进行纠正,并进一步以辊子为基准面,对减速机、电机进行全方位调整,使辊子在同一中心线上,所述辊子包括张力辊、转向辊和挤干辊;4)更换转向辊、张力辊和/或沉没辊当张力辊操作侧辊经小于599.55mm、中间段辊经小于599.55mm和传动侧辊经小于599.50mm时,需要及时更换张力辊;当转向辊操作侧辊经小于610.35mm、中间段辊经小于610.35mm和传动侧辊经小于610.25mm时,需要及时更换转向辊;当沉没辊操作侧辊经小于460.35mm、中间段辊经小于460.65mm和传动侧辊经小于460.35mm时,需要及时更换沉没辊;5)通过调整挤干辊或转向辊气缸压力进行调节压下量。2.根据权利要求1所述连退作业区清洗段带钢跑偏治理方法,其特征在于,所述步骤1)中,将挤干辊压力调节到1.5mpa。3.根据权利要求1所述连退作业区清洗段带钢跑偏治理方法,其特征在于,所述步骤3)中,水平度或垂直度采用百分表进行测量。4.根据权利要求1所述连退作业区清洗段带钢跑偏治理方法,其特征在于,所述步骤5)中,所述挤干辊或转向辊气缸压力调节至1.5mpa。5.根据权利要求1所述连退作业区清洗段带钢跑偏治理方法,其特征在于,所述步骤5)调整之前,先观察挤干辊上辊与下辊是否存在间隙。6.根据权利要求5所述连退作业区清洗段带钢跑偏治理方法,其特征在于,用平视法或压铅法测量挤干辊上辊与下辊是否存在间隙。7.根据权利要求6所述连退作业区清洗段带钢跑偏治理方法,其特征在于,所述压铅法为放置两个铅丝分别置于挤干辊的驱动侧与操作侧,观察其是否相同,如果出现较大差异,通过调整气缸压力进行调节。
技术总结
本发明涉及设备安装领域,公开了一种连退作业区清洗段带钢跑偏治理方法,包括1)对挤干辊的压力进行调节;2)更换刷辊;3)对辊子操作侧和传动侧增减垫片的方法对辊子进行纠正;4)更换转向辊、张力辊和/或沉没辊;5)通过调整挤干辊或转向辊气缸压力进行调节压下量。本发明通过研究先得出影响连退线清洗段带钢跑偏主要因素,有效地控制了清洗段带钢跑偏的问题,使得连退线的生产线速度和产量都达到设计要求;并可减少维护人员劳动强度,防止出现生产断带等情况保障生产稳定,节省人力,提高效率。提高效率。
技术研发人员:刘永平 刘志轩
受保护的技术使用者:五冶集团上海有限公司
技术研发日:2021.06.24
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1