使用激光加工的精密高效彩色钛合金制备方法与流程
1.使用激光加工的精密高效彩色钛合金制备方法,本发明属于钛合金技术领域,具体涉及激光加工彩色钛合金技术领域。
背景技术:
2.钛合金具有造价低、质量轻、耐腐蚀性能优异、化学性能稳定、生物相容性高等特点。现在具有广泛的适用性,在航空航天材料制造、医疗器械、体育器械、电子原件等领域占有重要地位。随社会与科学的发展,对材料表面的光学性能、颜色特性、外观装饰性都提出了新的要求。具有彩色表面的产品逐渐成为消费者新的审美需求,所以表面着色技术成为了目前的研发热点。现常用的钛合金表面着色技术主要有电火花着色、印刷涂层、化学氧化、加热以及光刻纳米结构等。
3.但现有方法存在诸多问题,如可加工对象面型以及面积受限、涂层着色稳定性差易脱落、氧化工艺复杂普适性差、加热易影响金属内部性能、纳米光刻效率低下且成本过高等,难以满足大规模工业生产。
技术实现要素:
4.本发明的目的在于:提供使用激光加工的精密高效彩色钛合金制备方法,以解决现有的钛合金表面着色技术存在加工对象面型以及面积受限、涂层着色稳定性差易脱落、氧化工艺复杂普适性差、加热易影响金属内部性能、纳米光刻效率低下且成本过高的缺陷。
5.本发明采用的技术方案如下:
6.使用激光加工的精密高效彩色钛合金制备方法,包括如下步骤:
7.步骤1、将钛合金进行清洗并晾干,之后置于红外皮秒激光器的加工台;
8.步骤2、使用可控制扫描振镜工作的ezcad软件依据表面着色要求选择激光器参数和加工工艺参数,具体为激光脉宽:7.5ps;激光波长:1080nm;扫描速度:50~200mm/s;平均功率:6~8w;重复频率:300~700khz扫描间距:10~50μm;
9.步骤3、不打开激光器快门,仅打开指示光进行路径扫描,确认激光加工位置,确认无误后打开激光器快门,进行激光着色;
10.步骤4、再次清洗并晾干。
11.本技术的技术方案中,利用激光加工方法在钛合金表面制备不同结构尺寸的微结构,通过建立加工工艺参数-微结构形态-表面颜色的对应关系,使得钛合金表面呈现出不同的颜色;依据本技术的方法,在激光焦平面加工,该皮秒激光器聚焦后光斑直径约为30μm,能量呈高斯型分布,在较低的功率以及扫描速度下,光斑中心峰值部分直接将材料等离子体化并去除,形成微米级结构,光斑边缘则起到使tc4表面氧化的作用,形成彩色氧化膜,经过光的干涉以及颜色色块的叠加,使宏观上显示出多种色度;本技术使用高效、环保的方式得到着色稳定的彩色钛合金,在空气中使用皮秒激光处理钛合金,使处理后的材料表面具有微米级微结构以及不同厚度的氧化膜,最终宏观上呈现出可见光范围内的颜色,使用
一台皮秒激光器即可得到可见光范围内的大部分颜色(黑色、粉红色、橙色、褐色、黄色、绿色、蓝色、紫色),改性后的钛合金表面颜色光泽度高、分辨率高且性能稳定,处理后的钛合金仅表面产生结构变化,不改变其强度、耐磨损等特性,同时,皮秒激光的生产效率高,加工环境简单,对加工区域具有高精度的选择性,可加工复杂结构件。综上,使用皮秒激光对钛合金表面进行着色的方法,得到彩色表面钛合金,激光加工选择性高、精度高。皮秒激光加工的热效应远低于纳秒激光,对材料的损伤小;价格较飞秒激光低廉且效更高。这种加工方式对环境无特殊要求,方法简单,易实现自动化加工。加工结果可控,可通过调节加工参数控制得到的钛合金表面颜色。加工对象尺寸无限制,可加工大面积材料,也可以只加工数百微米的区域。配合加工平台可对复杂结构产品进行着色。材料表面预处理简单,加工过程中无需染料或其他化学试剂,绿色环保。
12.优选的,钛合金为tc4钛合金。
13.优选的,步骤1中,将表面无明显缺陷的钛合金放入95%无水乙醇中,只用1000khz 的频率进行超声清洗,10分钟后取出晾干。
14.更为优选的,步骤3中,激光着色处理过程中,采用单次扫描或交叉扫描,交叉扫描具体为先横向扫描一次,再纵向扫描一次。
15.更为优选的,交叉扫描的工艺参数及对应表面颜色如下:黄色,功率7.4w,重复频率 300khz,扫描间距50μm,扫描速度180mm/s;橙色,功率7.4w,重复频率300khz,扫描间距30μm,扫描速度170mm/s;棕色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度120mm/s;灰色,功率7.4w,重复频率300khz,扫描间距10μm,扫描速度110mm/s;粉色,功率7.4w,重复频率300khz,扫描间距30μm,扫描速度150mm/s;紫色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度110mm/s;浅蓝色,功率6.9w,重复频率700khz,扫描间距50μm,扫描速度100mm/s;深蓝色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度90mm/s;绿色,功率7.4w,重复频率300khz,扫描间距20μm,扫描速度80mm/s;黑色,功率7.4w,重复频率600khz,扫描间距10μm,扫描速度60mm/s。
16.更为优选的,当进行钛合金表面复杂彩色图像绘制时,将需加工的图像按照颜色分区,将同色号的区域分别提取并保存为bmp格式,再将数张bmp图片以此导入ezcad软件中进行加工,不同图片使用对应颜色的参数设置依次加工即可。
17.优选的,单次扫描的工艺参数及对应表面颜色如下:黄色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度160mm/s;白色,功率7.4w,重复频率300khz,扫描间距50μm,扫描速度200mm/s;灰色,功率7.4w,重复频率300khz,扫描间距20μm,扫描速度70mm/s;橙色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度130mm/s;浅紫,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度80mm/s;紫色,功率7.4w,重复频率300khz,扫描间距30μm,扫描速度80mm/s;蓝色,功率7.4w,重复频率300khz,扫描间距30μm,扫描速度70mm/s;棕色,功率7.4w,重复频率300khz,扫描间距40μm,扫描速度100mm/s;浅绿,功率7.4w,重复频率300khz,扫描间距20μm,扫描速度100mm/s;黑色,功率7.4w,重复频率600khz,扫描间距10μm,扫描速度50mm/s。
18.优选的,步骤4中,进行激光着色后再次使用95%无水乙醇对钛合金超声清洗,清洗完成后晾干。
19.激光器参数:激光脉宽:7.5ps;激光波长:1080nm;
20.加工工艺参数:扫描速度:50~200mm/s;平均功率:6~8w;重复频率:300~700khz扫描间距:10~50μm。
21.综上所述,由于采用了上述技术方案,本发明的有益效果是:
22.1、本发明中,利用激光加工方法在钛合金表面制备不同结构尺寸的微结构,通过建立加工工艺参数-微结构形态-表面颜色的对应关系,使得钛合金表面呈现出不同的颜色;
23.2、在激光焦平面加工,该皮秒激光器聚焦后光斑直径约为30μm,能量呈高斯型分布,在较低的功率以及扫描速度下,光斑中心峰值部分直接将材料等离子体化并去除,形成微米级结构,光斑边缘则起到使tc4表面氧化的作用,形成彩色氧化膜,经过光的干涉以及颜色色块的叠加,使宏观上显示出多种色度;
24.3、本技术使用高效、环保的方式得到着色稳定的彩色钛合金,在空气中使用皮秒激光处理钛合金,使处理后的材料表面具有微米级微结构以及不同厚度的氧化膜,最终宏观上呈现出可见光范围内的颜色;
25.4、使用一台皮秒激光器即可得到可见光范围内的大部分颜色(黑色、粉红色、橙色、褐色、黄色、绿色、蓝色、紫色),改性后的钛合金表面颜色光泽度高、分辨率高且性能稳定,处理后的钛合金仅表面产生结构变化,不改变其强度、耐磨损等特性,同时,皮秒激光的生产效率高,加工环境简单,对加工区域具有高精度的选择性,可加工复杂结构件;
26.5、激光加工选择性高、精度高,皮秒激光加工的热效应远低于纳秒激光,对材料的损伤小,价格较飞秒激光低廉且效更高;
27.7、这种加工方式对环境无特殊要求,方法简单,易实现自动化加工,加工结果可控,可通过调节加工参数控制得到的钛合金表面颜色,加工对象尺寸无限制,可加工大面积材料,也可以只加工数百微米的区域,此外,配合加工平台可对复杂结构产品进行着色,材料表面预处理简单,加工过程中无需染料或其他化学试剂,绿色环保。
附图说明
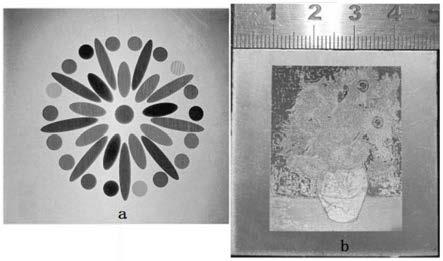
28.图1为本发明tc4合金经皮秒激光着色后的彩色实物图与复杂图像加工的结果;
29.图2为本发明超景深光学显微镜下不同着色结果以及表面能谱的图像;
30.图3为本发明扫描电镜下不同颜色的表面微结构;
31.图4为本发明图1中b复杂图像加工使用的同色区域提取结果图。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
33.实施例1
34.如图1-3所示,使用激光加工的精密高效彩色钛合金制备方法,包括如下步骤:
35.步骤1、将表面无明显缺陷的tc4钛合金放入95%无水乙醇中,只用1000khz的频率进行超声清洗,10分钟后取出晾干,之后置于红外皮秒激光器的加工台;
36.步骤2、使用可控制扫描振镜工作的ezcad软件依据表面着色要求选择激光器参数
和加工工艺参数,具体为激光脉宽:7.5ps;激光波长:1080nm;扫描速度:50~200mm/s;平均功率:6~8w;重复频率:300~700khz扫描间距:10~50μm;
37.步骤3、不打开激光器快门,仅打开指示光进行路径扫描,确认激光加工位置,确认无误后打开激光器快门,进行激光着色;激光着色处理过程中,采用单次扫描或交叉扫描,交叉扫描具体为先横向扫描一次,再纵向扫描一次;
38.交叉扫描的参数如表1,单次扫描的参数如表2。
39.表1交叉扫描的参数
[0040][0041][0042]
表2单次扫描的参数
[0043][0044]
步骤4、进行激光着色后再次使用95%无水乙醇对钛合金超声清洗,清洗完成后晾干。
[0045]
当进行钛合金表面复杂彩色图像绘制时,与前述的单一色彩着色流程相比,起主要区别在于:将需加工的图像按照颜色分区,将同色号的区域分别提取并保存为bmp格式,再将数张bmp图片以此导入ezcad软件中进行加工,不同图片使用对应颜色的参数设置依次加工即可。
[0046]
图1中,a为彩色实物图,b为复杂图像加工图;
[0047]
图2中,在光学显微镜下,只能观察到蓝色、黄色、紫红色和黑色的小色块,与宏观下看到的颜色不同。原因是人眼分辨率为100μm,而激光诱导出的色块尺寸更小,人眼无法分辨。而微小色块是由钛的不均匀氧化产生。宏观上呈现出的颜色受材料表面氧化物分布以及人眼对微小色块的分辨率的影响;图中微结构与宏观着色结果的对应关系为:1.黄色2. 橙色3.粉色4.浅蓝5.紫色6.棕色7.深蓝8.绿色9.黑色。
[0048]
图3知,微结构的数量、深度以及陷光孔的有无视影响材料表面颜色深度的重要因素。同时发现扫描间距的增加会使tc4表面颜色的明度增加,当扫描间距与光斑直径(30μm) 相近时,得到的颜色饱和度最高。图中微结构与宏观着色结果的对应关系为:(a)黄色(b) 粉色,(c-d)橙色,(e)紫色,(f)浅蓝,(g)深蓝,(h)绿色,(i)黑色.
[0049]
实施例2
[0050]
如图1和4所示,a:仅需直接在ezcad中使用圆形划分加工区域并按照对应颜色的加工参数进行横向/交叉填充后加工即可。
[0051]
b:需先将需加工的图像按照颜色分区,将同色号的区域分别提取并保存为bmp格式,再将数张bmp图片依次导入ezcad软件中进行图形扫描加工,不同图片使用对应颜色的参数设置依次加工即可。以b为例,b中使用的加工图像如图4所示,加工时考虑激光光斑大小造成的重叠问题,先加工图像大面积底色,再加工图像重点轮廓的部分最佳。
[0052]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1