一种实时监测动态力的超声智能刀柄
1.本发明属于切削力测量领域,具体涉及一种实时监测动态力的超声智能刀柄。
背景技术:
2.工业4.0是当今我国发展至关重要的国家战略,而智能制造是工业4.0中革命性的生产方法,在智能制造中,超精密特种加工有着不可替代的作用。而超声加工更是在超精密特种加工过程中占有非常重要的地位。
3.在超声切削加工过程中,刀具的状态直接影响到加工精度、质量、效率等,所以有必要通过一定手段监测加工过程中刀具的实时状态,在目前理论和实验研究中,通过监测动态切削力这一重要参数来实现对刀具状态的实时监测成为一个主流,国内外学者在此展开了大量研究,动态切削力的实时变化不仅可以反映加工运行的平稳程度,还可以监测刀具状态,估计工件加工质量,以便及时做出调整。
4.目前监测切削力的主要手段是通过测力台,随着传感器技术的不断发展,各种各样的传感器被应用到测力台当中,诸如压电式、电阻式、电容式、压电薄膜、声表面波式等,其中应用最为广泛的为压电式传感器,主要是由于其精度较高,静动态性能较好,能够适应各种环境。但是这种方式没有直接反映刀具动态力,成本较高,结构比较复杂,应用不是很广泛,大多局限于实验室使用。
5.目前,还缺乏一种直接反应刀具状态的结构较为简单的监测传感装置,来满足加工过程自适应控制要求。由于缺乏加工情况下刀具实时状态情况,在加工过程中很难得到刀具的磨损、切削力、切削热等因素对加工过程的影响,所以需要一种能够实时监测刀具动态切削力,结构紧凑,应用方便的智能刀柄。
技术实现要素:
6.基于现有技术中存在的上述缺点和不足,本发明的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本发明的目的之一是提供满足前述需求之一或多个的一种实时监测动态力的超声智能刀柄。
7.为了达到上述发明目的,本发明采用以下技术方案:
8.一种实时监测动态力的超声智能刀柄,包括超声换能器、变幅杆、应变感知结构、刀具、应变片和控制机;
9.超声换能器安装于变幅杆前端,应变感知结构安装于变幅杆末端,刀具安装于应变感知结构上;超声换能器产生高频振动,高频振动通过变幅杆和应变感知结构传递到刀具上进行切削。切削过程中刀具所受的动态力传递至应变感知结构产生相应的应变;应变片安装于应变感知结构上,感知应变并将其转换为内部电荷量的变化,从而输出相应的电信号;控制机与超声换能器和应变片连接,用于驱动超声换能器运行并接收应变片的电信号,并根据应变片的电信号计算应变量,进而得到应变感知机构所受的动态力。
10.作为优选方案,应变感知结构包括上下共轴的圆柱部和八棱柱部,圆柱部插入变
幅杆,八棱柱部的轴心处开设用于插入刀具的轴孔,应变片设有四个,依次间隔一个侧面地分别安装在八棱柱部的其中四个侧面上。
11.作为进一步优选的方案,八棱柱部不安装应变片的四个侧面分别于内部开设贯穿至轴孔的空腔,空腔将不安装应变片的四个侧面与刀具螺纹分隔,提高应变感知精度。
12.作为优选方案,应变片粘贴在八棱柱部的外侧。
13.作为优选方案,超声换能器与变幅杆螺接。
14.作为优选方案,应变感知结构与变幅杆螺接。
15.作为优选方案,应变感知结构和变幅杆开设连通的轴孔,应变感知机构开设垂直于其轴线的通孔,通孔从应变感知机构外侧贯穿至轴孔,用于将应变片的信号线穿设进轴孔,进而从变幅杆顶部伸出连接至控制机。
16.作为优选方案,应变片为压电陶瓷片。
17.本发明与现有技术相比,有益效果是:
18.本发明的在线监测动态力的超声智能刀柄能实时监测刀具切削力,且结构简单紧凑、集成化程度高、使用方便简单、成本低、实用性强、测量精度和灵敏度高。
附图说明
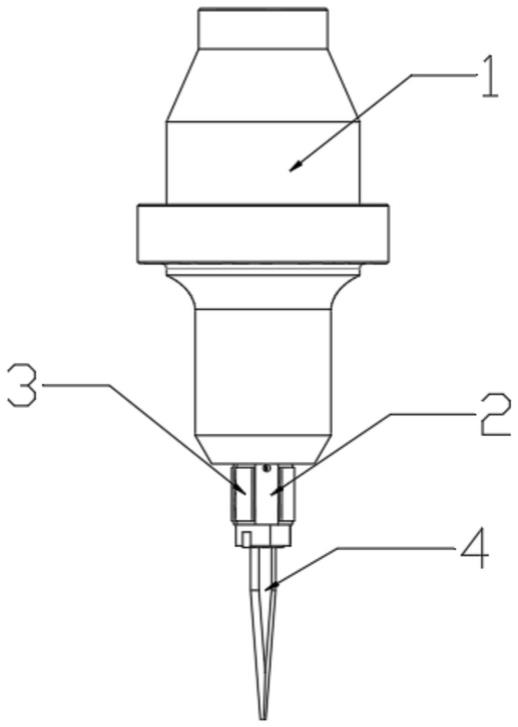
19.图1是本发明实施例的一种实时监测动态力的超声智能刀柄的结构示意图;
20.图2是本发明实施例的一种实时监测动态力的超声智能刀柄的结构示意图;
21.图3是本发明实施例的一种实时监测动态力的超声智能刀柄的剖视图;
22.图4是本发明实施例的应变感知结构的结构示意图;
23.图5是本发明实施例的应变感知结构的剖视图;
24.图6是本发明实施例的应变感知结构的俯视图。
具体实施方式
25.为了更清楚地说明本发明实施例,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
26.实施例:本实施例的一种实时监测动态力的超声智能刀柄,其结构如图1 和图2的结构示意图及图3的剖视图所示,包括:
27.变幅杆1,变幅杆1上端用于安装超声换能器,下端设有螺孔,通过螺孔内的内螺纹与应变感应结构2螺接。
28.应变感应结构2的结构示意图如图4的结构示意图、图5的剖视图及图6 的俯视图所示,大致形状包括圆柱部21和八棱柱部22,八棱柱部22的八个侧面中均匀相间隔的四个侧面安装应变片3。八棱柱部22的轴心部下方开设螺孔,刀具4螺接于该螺孔中,变幅杆1上端安装的超声换能器产生高频振动,高频振动经过变幅杆1产生一定的振幅,然后通过应变感知结构2传递到刀具 4上,使刀具超声振动,实现超声切削。
29.上述结构中的应变片3为电阻应变片、光学应变片、压阻应变片等能够根据应变量改变自身内部电荷量、从而输出相应电信号的应变片器件,且通过环氧树脂粘贴在八棱柱
部22的侧面,使用环氧树脂粘贴更有利于应变片3和八棱柱部22侧面的贴合,从而提高应变量检测的精度。
30.超声换能器与控制机连接,受控制机驱动运行。应变片3通过电荷放大器、采集卡连接至控制机,八棱柱部受刀具在切削过程中传导来的动态力影响产生形变,从而挤压应变片3形变,应变片3内部电荷量变化,并通过电荷放大器和采集卡传输至控制机,控制机根据信号计算各个应变片3的应变量、从而得到应变感知结构2的应变量,然后通过材料特性及结构、根据应变量进一步计算得出八棱柱部在各方向所受的力,进而得到刀具4在切削过程中的动态力。
31.作为一种改进方案,八棱柱部22没有粘贴应变片3的四个侧面,如图5、 6所示,其内部平行于轴线方向挖出空腔,该空腔从八棱柱部22的底部开始挖设,一直抵达接近八棱柱部22的顶部的位置,空腔的截面为梯形,梯形的下底与其各自对应的侧面平行,梯形的上底贯穿入八棱柱部22中间用于安装刀具4的螺孔内。该空腔将八棱柱部22没有粘贴应变片3的四个侧面与刀具 4的螺纹分隔开,使通过螺纹传递来的动态力集中于测量部位,进一步提高应变片3对应变的感知精度。
32.作为一种改进方案,在应变感知结构2和变幅杆1的轴心处开设相连通的轴孔,应变感知机构2上还开设贯穿轴孔的横向通孔,应变片3的电信号输出端连接导线,导线从上述通孔布置,进入轴孔内,并沿轴孔从变幅杆1顶部穿出后连接控制器,结构更加紧凑。
33.应当说明的是,以上所述仅是对本发明的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本发明提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1