一种多应用切削刀片及刀具的制作方法
1.本发明属于车削刀具领域,特别涉及一种多应用切削刀片及刀具。
背景技术:
2.随着机械切削加工不断向自动化、高速化和精密化方向发展,对材料的切削性提出更高的要求,对数控刀具要求也越来越高。下面主要介绍两种典型零件的切削加工:第一种情况,细长轴类零件毛坯都采用精锻工艺制作,毛坯与加工后的零件预留刀具加工余量也越来越小,对于刀具的要求也越来越高,要求刀具既能承受加工毛坯表面氧化黑皮的冲击,又具备软钢材料加工方面刀具切削刃的锋利性,减小工件切削变形,在小切深下也能实现断屑良好的状态;第二种情况,加工一些球型面和颈部仿形加工时,因一些小的凹槽和台阶不好锻造,产生零件的毛坯余量不均匀,球面不规则的毛坯加工,需要刀具满足小切深和大切深加工的兼容性。
3.现有的刀具设计的槽型单一化,通用性差。刀片结构如图1所示,刀片上四周有切削刃,切削刃分为主切削刃和刀尖,主切削刃刃宽与刀尖刃宽一样,在加工不同切深时,主切削刃部位因刃口强度不足,造成崩刃破损;主切削刃环形槽内面积大的部分为断屑岛屿,主切削刃与断屑岛屿之间环形为容屑槽,主切削刃部位的容屑槽与刀尖部位的容屑槽一样。在实际加工过程中,随着零件加工切削深度增加,加工出的切屑大小也增加。在大的切深时,刀片的容屑槽空间不够,造成切屑阻屑,影响加工表面质量。在仿形切削加工中,因零件的加工外形的不同,刀具切削刃接触面随着工件的变化而变化,切削刃与工件接触面增加时,切削阻力也增大,导致主轴负载大及打刀现象和加工面产生震纹。现有刀片在切削细长轴类零件,因槽型容屑槽设计单一,无法具备承受毛坯表面氧化黑皮的冲击和刀具切削刃的锋利性的综合性能;在正常切削中,断屑岛屿与容屑槽衔接为尖角设计,切削过程中切屑无法精准的打到尖角上,易造成切屑排屑方向不稳定和断屑性能不稳定,导致切屑缠绕划伤工件。
技术实现要素:
4.本发明针对现有技术中存在的技术问题,提供一种多应用切削刀片及刀具,能够满足大切深切削、仿形切削、细长轴类零件切削等多种切削情况要求,刀片在切削过程中更安全、寿命更稳定,增大了刀片加工适用范围。
5.本发明采用的技术方案是:一种多应用切削刀片,刀片上设置有相连的主切削刃和刀尖切削刃,所述主切削刃和刀尖切削刃为曲线波浪形切削刃,所述刀尖切削刃后方依次设置有第一断屑岛屿和第二断屑岛屿,所述第一断屑岛屿为球形面,所述刀尖切削刃和第一断屑岛屿间为第一容屑槽,所述第一断屑岛屿和第二断屑岛屿间为第二容屑槽,所述第二断屑岛屿与主切削刃间为第三容屑槽,所述第三容屑槽与第一容屑槽、第二容屑槽连通,所述第三容屑槽的深度均大于第一容屑槽、第二容屑槽的深度。
6.进一步的,所述第三容屑槽与第一容屑槽、第二容屑槽、主切削刃、第二断屑岛屿
间均采用弧形过渡面,所述第一容屑槽与刀尖切削刃、第一断屑岛屿间均采用弧形过渡面。
7.进一步的,第一容屑槽5为半径0.2mm圆弧,相对切削平面距离深度为0.12mm;第二容屑槽6为半径0.2mm圆弧,相对切削平面距离深度为0.1mm;第三容屑槽7为半径0.35mm圆弧,相对切削平面距离深度为0.21mm。
8.进一步的,所述主切削刃和刀尖切削刃均包括相连的第一前角刃面和第二前角刃面。
9.进一步的,第一前角刃面倾角角度为8
°
,第二前角刃面倾角角度为27
°
。
10.进一步的,所述第二断屑岛屿的后方设置有定位面。
11.进一步的,所述刀片的横截面呈六边形,等边不等角,所述刀尖切削刃位于锐角处。
12.本发明采用的技术方案还是:一种具有上述多应用切削刀片的刀具,包括刀片和车刀,所述刀片固定于车刀前端。
13.进一步的,所述车刀的前端设置有刀片槽,刀垫通过中心销固定于刀片槽内,所述刀片通过压板和压板螺丝固定于刀片槽内,刀片位于刀垫上,所述中心销贯穿刀片的通孔。
14.进一步的,所述刀片的侧面贴合于刀片槽的侧壁。
15.与现有技术相比,本发明所具有的有益效果是:
16.1.本发明采用曲线波浪形切削刃,通过弧形面过渡于容屑槽,提高了切削刃部位的强度和力学结构,完全满足加工毛坯表面氧化黑皮的冲击和保持刀具切削刃的锋利性的综合性能,在仿形切削和大切深过程中,都能有效的降低切削阻力,且切出的切屑也呈波浪形,易于达到良好的断屑效果;容屑槽的弧形过渡面设计,相对切削刃部位,越远离刀尖部位容屑槽底越深,可以根据加工的切深自动修正容屑槽空间,从而使容屑槽的加工适用范围增大,减少了工厂备库刀片的种类,大大降低了库存成本,刀片在切削过程中更安全、寿命更稳定。
17.2.本发明在刀尖切削刃和第二断屑岛屿之间设置了第一断屑岛屿,配以深度较小的第一容屑槽,适合小切深时的容屑、断屑;与主切削刃相连的第三容屑槽的深度较大,适合大切深时容屑。第一断屑岛屿采用球形面设计,切削过程中,能够确保切屑在280度左右范围切入,都能有效的控制切屑和断屑效果。本发明为多应用型,采用多容屑槽、多断屑岛屿设计,适用于多种切削情况要求,通用性良好。
18.3.本发明的横截面呈六边形,刀尖切削刃位于锐角处,主切削刃位于刀尖切削刃旁,并在第二断屑岛屿后方设置定位面,三个定位面分段均匀布置,使刀片与刀垫更贴合的接触,提高刀片加工中的刀具切削刚性,而且紧密的接触面还能将刀片产生的热量快速传递给车刀,实现减小刀尖切削刃部位切削热。
19.4.本发明的车刀在刀片槽内安装刀垫和中心销,并通过压板和压板螺丝固定刀片,提高了刀片夹紧精度,配以刀片侧面贴合于刀片槽侧壁,定位稳定,夹持可靠,锁紧方便快捷,同时减少刀片上方干涉物体,大幅提高切屑排屑通畅性。
附图说明
20.图1为现有技术中的刀片结构示意图;
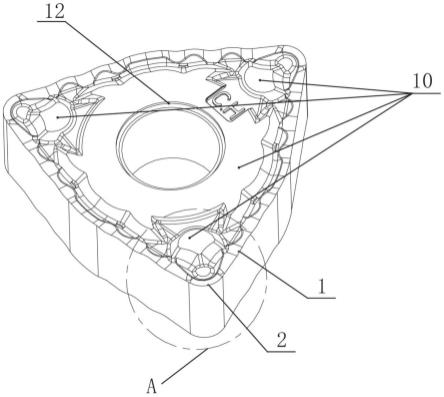
21.图2为本发明实施例的结构示意图;
22.图3为图2中a部的局部放大图;
23.图4为本发明实施例的刀尖切削刃部位的剖面示意图;
24.图5为本发明实施例的主切削刃部位的剖面示意图;
25.图6为本发明实施例的安装示意图。
26.图中1-主切削刃,2-刀尖切削刃,3-第一断屑岛屿,4-第二断屑岛屿,5-第一容屑槽,6-第二容屑槽,7-第三容屑槽,8-第一前角刃面,9-第二前角刃面,10-定位面,11-刀片,12-通孔,13-车刀,14-刀垫,15-中心销,16-压板,17-压板螺丝。
具体实施方式
27.为使本领域技术人员更好的理解本发明的技术方案,下面结合附图和具体实施例对本发明作详细说明。
28.本发明的实施例提供了一种多应用切削刀片,如图2-5所示,刀片11的横截面呈六边形,等边不等角,具有三个锐角和三个钝角。锐角处为刀尖切削刃2,刀尖切削刃2旁为与之相连的主切削刃1。所述主切削刃1和刀尖切削刃2均为曲线波浪形切削刃,均由相连的第一前角刃面8和第二前角刃面9组成,第二前角刃面9位于第一前角刃面8的后方。所述刀尖切削刃2后方依次设置有第一断屑岛屿3和第二断屑岛屿4,所述第二断屑岛屿4的后方设置有定位面10。所述第一断屑岛屿3为球形面,所述刀尖切削刃2和第一断屑岛屿3间为第一容屑槽5,所述第一断屑岛屿3和第二断屑岛屿4间为第二容屑槽6,所述第二断屑岛屿4与主切削刃1间为第三容屑槽7,所述第三容屑槽7与第一容屑槽5、第二容屑槽6连通,所述第三容屑槽7的深度均大于第一容屑槽5、第二容屑槽6的深度。从第三容屑槽7到第一容屑槽5、第二容屑槽6,槽深逐渐变小。所述第三容屑槽7与第一容屑槽5、第二容屑槽6、主切削刃1、第二断屑岛屿4间均采用弧形过渡面,所述第一容屑槽5与刀尖切削刃2、第一断屑岛屿3间均采用弧形过渡面。第二容屑槽6与第一断屑岛屿3、第二断屑岛屿4间也采用弧形过渡面。
29.第一前角刃面8倾角角度为8
°
;第二前角刃面9倾角角度为27
°
,且与第一前角刃面8呈圆弧衔接;第一容屑槽5为半径0.2mm圆弧,相对切削平面距离深度为0.12mm;第二容屑槽6为半径0.2mm圆弧,相对切削平面距离深度为0.1mm;第三容屑槽7为半径0.35mm圆弧,相对切削平面距离深度为0.21mm,与第二前角刃面9圆弧顺滑衔接。
30.本发明的实施例还提供了一种具有上述多应用切削刀片的刀具,如图6所示,包括刀片11和车刀13,所述车刀13的前端设置有刀片槽,刀垫14通过中心销15固定于刀片槽内,所述刀片11通过压板16和压板螺丝17固定于刀片槽内,压板16压在刀片11的一个定位面10上。刀片11位于刀垫14上,所述中心销15贯穿刀片11的通孔12。所述刀片11的与钝角相邻的两个侧面贴合于刀片槽的侧壁。
31.本实施例用于小切深时,使用主切削刃1,切屑切出时,切屑顺着第一前角刃面8和第二前角刃面9顺向第三容屑槽7,触碰到第二断屑岛屿4时进行断屑;用于大切深时,使用刀尖切削刃2,切屑切出时,切屑顺着第一前角刃面8和第二前角刃面9顺向第一容屑槽5,触碰第一断屑岛屿3时进行断屑。本实施例在加工零件毛坯加工余量不均匀时,利用容屑槽型设计可自行调整容屑槽大小和断屑问题,避免切屑在容屑槽内阻屑和断屑效果不好而产生缠屑划伤工件;在仿形切削加工中,因零件的加工外形的不同,刀具切削刃接触面随着工件的变化而变化,切削刃与工件接触面增加时,因切削刃为曲线波浪形设计,切削阻力小,避
免因切削主轴负载大及打刀现象和加工面产生震纹现象产生。
32.以上通过实施例对本发明进行了详细说明,但所述内容仅为本发明的示例性实施例,不能被认为用于限定本发明的实施范围。本发明的保护范围由权利要求书限定。凡利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,在本发明的实质和保护范围内,设计出类似的技术方案而达到上述技术效果的,或者对申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1