一种易拉盖生产系统的制作方法
1.本发明涉及易拉盖生产技术领域,特别涉及一种易拉盖生产系统。
背景技术:
2.易拉盖是常用的易拉罐包装的盖子,在易拉盖生产过程中需要在易拉盖上压出圆形的切痕,在切痕处材料较薄弱,使得在使用易拉盖时,可沿着该切痕拉起切痕内侧的拉盖而打开易拉罐。易拉盖是由一盖板和一拉环铆合而成。目前易拉盖较多地使用铝质材料,铝质易拉盖在加工出切痕后不会影响易拉盖和包装。但对于铁质易拉盖,在切痕的地方铁材料暴露在空气中容易生锈,影响易拉盖和包装的外观和质量。所以,本领域技术人员需要一种易拉盖生产系统,可以自动在铁质易拉盖的切痕上喷上防锈胶,在喷上防锈胶后可以自动对易拉盖进行烘干,防止切痕部位生锈。
技术实现要素:
3.本发明的主要目的是提出一种易拉盖生产系统,旨在解决现有技术中的铁质易拉盖的切痕容易生锈的技术问题。
4.为实现上述目的,本发明提出一种易拉盖生产系统,包括:
5.盖板原料上料装置,所述盖板原料上料装置设有盖板上料出口,所述盖板原料上料装置用于盖板原料的上料;
6.拉环板料上料装置,其包括拉环板料上料机架,所述拉环板料上料机架上设有上料输送轮组件,所述上料输送轮组件用于拉环板料的上料输送;
7.冲压铆合装置,所述盖板原料上料装置设于所述冲压铆合装置的后侧,所述拉环板料上料装置设于所述冲压铆合装置的左侧或右侧,所述冲压铆合装置包括冲压机架,所述冲压机架上设有冲压输送装置,所述冲压输送装置设有可沿前后方向输送的冲压输送面,所述冲压输送面的后侧与所述盖板上料出口位置对应设置,所述冲压机架上还设有拉环板料通道,所述拉环板料通道沿左右方向设置,所述拉环板料通道设于所述冲压输送面的上方,所述拉环板料通道与所述冲压输送面垂直设置,所述拉环板料通道的两端分别设有拉环板料进料口和拉环板料出料口,所述上料输送轮组件可把拉环板料从所述拉环板料进料口送入所述拉环板料通道内,所述冲压铆合装置还包括盖板冲压模具组件、拉环冲压模具组件和铆合模具组件,所述盖板冲压模具组件与所述冲压输送面位置对应设置,所述拉环冲压模具组件与所述拉环板料通道位置对应设置,所述铆合模具组件设于所述冲压输送面与所述拉环板料通道在水平方向重合的位置,所述盖板冲压模具组件用于对盖板原料进行冲压,所述拉环冲压模具组件用于对拉环板料进行冲压,所述铆合模具组件用于把拉环与盖板铆合形成易拉盖;
8.喷胶装置,所述喷胶装置设于所述冲压铆合装置的前侧,所述喷胶装置包括喷胶底座,所述喷胶底座与所述冲压机架相对固定,所述喷胶底座上设有喷胶输送组件和喷胶组件,所述喷胶输送组件包括沿相对的前后方向运动的喷胶输送面,所述喷胶输送面上设
有喷胶位,所述喷胶输送面的后侧与所述冲压输送面的前侧连通,喷胶组件设于所述喷胶输送组件的上侧,所述喷胶组件包括喷胶座,所述喷胶座与所述喷胶底座相对固定,所述喷胶座上转动连接有喷胶轴,所述喷胶轴沿上下方向延伸,所述喷胶轴设于所述喷胶位的中部的正上方,所述喷胶轴的下侧固定连接有喷胶头,所述喷胶头上设有朝向下侧的喷胶口,所述喷胶口与所述喷胶轴的轴线错开设置,所述喷胶组件还包括旋转驱动装置,所述旋转驱动装置包括旋转固定端和旋转运动端,所述旋转固定端与所述喷胶座相对固定,所述旋转运动端带动所述喷胶轴转动,并使得所述喷胶口沿所述喷胶轴周向转动;烘干装置,所述烘干装置设于所述喷胶装置的前侧,所述烘干装置用于对喷胶后的易拉盖进行烘干。
9.盖板原料上料装置对盖板原料上料,盖板原料通过盖板上料出口上料至冲压铆合装置的冲压输送面的后侧,盖板原料从后向前输送,在输送过程中盖板冲压模具组件对盖板原料进行冲压及切痕而得到成型盖板;拉环板料上料装置对拉环板料上料,拉环板料在上料输送轮组件的作用下进入拉环板料进料口并向拉环板料出料口运动,在输送过程中拉环冲压模具组件对拉环板料进行冲压成型得到成型拉环;在成型拉环移动至成型盖板的上侧时,铆合模具组件把拉环和盖板铆合,得到成型易拉盖;冲压铆合完的易拉盖从冲压输送面的前侧送出,进入喷胶输送组件上的输送面上,并被输送到喷胶位进行喷胶;喷胶组件包括可旋转的喷胶轴,喷胶轴的下侧固定有喷胶头,旋转驱动装置的旋转运动端带动喷胶轴转动,由于喷胶轴位于喷胶位的中部的正上方,所以喷胶头的喷胶口可沿易拉盖的中部周向转动,沿着易拉盖上的圆形切痕喷上防锈胶,从而实现自动喷胶防锈的效果;然后喷完防锈胶的易拉盖向前侧送至烘干装置,烘干装置烘干易拉盖上的防锈胶。
10.本技术中喷胶组件对易拉盖上的切痕进行喷胶,在喷胶后被输送至烘干装置烘干防锈胶,烘干后的易拉盖上的切痕具有防锈胶便不会生锈,达到防止切痕部位生锈的效果。
11.优选地,所述烘干装置包括烘干塔,所述烘干塔包括烘干机架,所述烘干机架与所述喷胶底座相对固定,所述烘干机架的内侧设有烘干室,所述烘干机架的内侧还设有链条输送机构,所述链条输送机构包括上链轮组和下链轮组,所述上链轮组位于所述烘干机架的上侧,所述下链轮组位于所述烘干机架的下侧,所述烘干室设于所述上链轮组和所述下链轮组之间,所述上链轮组包括两个相对固定的上链轮,所述上链轮与所述烘干机架转动连接,两个所述上链轮沿相对的左右方向间隔排列,所述下链轮组包括两个相对固定的下链轮,所述下链轮与所述烘干机架转动连接,所述上链轮和所述下链轮的转轴均沿左右方向设置,两个所述下链轮沿相对的左右方向间隔排列,两个所述上链轮和两个所述下链轮位置一一对应设置,对应的所述上链轮和所述下链轮上绕接有输送链条,所述输送链条上均布有多个夹持件,所述夹持件设有限位槽,所述限位槽的延伸方向垂直于所述输送链条的长度方向,位于左侧的所述夹持件的所述限位槽设有朝向右侧的左开口,位于右侧的所述夹持件的所述限位槽设有朝向左侧的右开口,所述左开口与所述右开口正对设置,对应的位于左侧的所述夹持件与位于右侧的所述夹持件之间设有夹持空间,所述夹持空间包括所述限位槽,所述输送链条穿过所述烘干室;所述输送链条包括竖向延伸的前下降段和后上升段,所述前下降段设于所述后上升段的前侧,所述喷胶输送面的前侧设有送出位,所述送出位设于所述喷胶位的前侧,两个所述后上升段分别设于所述送出位的左侧和右侧,所述送出位与所述后上升段上的所述夹持空间位置对应设置。设置烘干塔,可减少占地面积;采用输送链条和夹持件的限位槽,可方便与喷胶输送面对接取走易拉盖,易拉盖在烘干室
内运动可烘干防锈胶。
12.优选地,所述易拉盖生产系统还包括下料传送装置,所述下料传送装置设于所述烘干塔的前侧,所述下料传送装置包括下料基座,所述下料基座与所述烘干机架相对固定,所述下料基座上转动连接有第一下料传送轮和第二下料传送轮,所述第一下料传送轮设于所述第二下料传送轮的前侧,所述第一下料传送轮和所述第二下料传送轮的轴线均沿左右方向设置,所述第一下料传送轮和所述第二下料传送轮上绕接有下料传送带,所述下料传送带的上侧面称为下料输送面,所述下料输送面的后侧设有接料位,两个所述前下降段分别设于所述接料位的左侧和右侧,所述接料位与所述前下降段的所述夹持空间位置对应设置;所述下料传送装置还包括转动件,所述转动件与所述下料基座转动连接,所述转动件与所述下料基座的转轴沿左右方向设置,所述第二下料传送轮的轴线与所述转动件相对固定,所述第二下料传送轮通过所述转动件与所述下料基座转动连接,所述第一下料传送轮的轴线与所述下料基座相对固定,所述转动件设于所述第一下料传送轮和所述第二下料传送轮之间,位于上侧的所述下料传送带抵接于所述转动件的上侧,所述下料传送装置还包括位置检测元件,所述转动件上固定连接有检测件,所述位置检测元件与所述下料基座固定连接,所述位置检测元件的检测端朝向下侧,所述检测件包括检测板,所述检测板设于所述下料基座的下侧,所述检测板设于所述位置检测元件的检测端的正下侧,所述位置检测元件用于检测所述转动件是否发生转动,所述喷胶输送组件和所述链条输送机构均与所述位置检测元件信号连接;所述下料传送装置还包括拉簧,所述拉簧的伸缩方向沿上下方向设置,所述拉簧设于所述检测板的上侧,所述拉簧的上端与所述下料基座相对固定,所述拉簧的下端与所述检测板相对固定,所述拉簧可向所述检测板施加向上的作用力。
13.本技术中设置转动件与下料基座的转轴沿左右方向设置,转动件可相对下料基座沿上下方向转动,当易拉盖在下料输送面上没有被送出输送链条时,易拉盖向下压把转动件、第二下料传送轮和下料传送带向下转动,同时位置检测元件检测到转动件的位置变化,输送链条则停止继续向下运动,从而实现减少易拉盖与下料传送装置碰撞的情况,减少易拉盖和设备的损伤。
14.优选地,所述烘干塔包括与所述烘干机架固定连接的导向限位组件,所述导向限位组件的中部设有沿上下方向延伸的导向限位空间,每个所述链条输送机构对应两个所述导向限位组件,两个所述导向限位组件前后排列,所述导向限位组件设于所述上链轮和所述下链轮之间,两个所述输送链条的前下降段均设于位于前侧的所述导向限位组件的导向限位空间内,两个所述输送链条的后上升段均设于位于后侧的所述导向限位组件的导向限位空间内;所述导向限位组件包括均沿上下方向延伸的前导向条、后导向条、左导向条和右导向条,所述前导向条、所述后导向条、所述左导向条和所述右导向条均与所述烘干机架相对固定,所述前导向条、所述后导向条、所述左导向条和所述右导向条之间形成所述导向限位空间。输送链条带动易拉盖在导向限位组件内导向限位空间内运动,导向限位空间对易拉盖起到限位作用,避免易拉盖在输送过程中因链条的跳动晃动等其他原因脱出夹持件。
15.优选地,所述烘干塔还设有冷却室,所述冷却室设于所述烘干室与所述下链轮组之间,所述烘干室和所述冷却室之间设有隔板,所述输送链条穿过所述隔板。冷却室设置在烘干室的下侧,烘干完的易拉盖温度较高,烘干完的易拉盖进入冷却室内降低温度,可降低下料的易拉盖的温度,方便后续人工拿取。
16.优选地,所述喷胶轴为空心轴,所述喷胶轴的上端设有第一进胶口,所述喷胶轴的下侧设有第一出胶口,所述喷胶头设有第二进胶口,所述第二进胶口与所述第一出胶口连通,所述第一进胶口上连接有旋转接头。输送防锈胶的输送管道通过旋转接头连接到第一进胶口,在喷胶轴转动时,输送管道可以不随喷胶轴旋转,以免输送管道损坏影响正常生产。
17.优选地,所述易拉盖生产系统还包括出料装置,所述出料装置设于所述烘干装置的前侧,所述出料装置包括出料输送装置、转盖装置和集盖装置;所述出料输送装置包括出料机架,所述出料机架与所述冲压机架相对固定,所述出料机架的上侧设有沿前后方向输送的出料输送面;所述转盖装置包括转盖机架,所述转盖机架与所述出料机架相对固定,所述转盖机架上转动连接有转盖轴,所述转盖轴沿左右方向延伸,所述转盖轴上固定连接有转盖轮,所述转盖轮上设有转盖凹槽,所述转盖凹槽沿所述转盖轮的周向方向环形延伸,所述转盖轮的内侧设有第一吸盖磁铁,所述转盖轮设于所述出料输送面的前侧,所述转盖凹槽的后侧正对于所述出料输送面的前端;所述集盖装置包括集盖机架,所述集盖机架与所述转盖机架相对固定,所述集盖机架上固定连接有集盖槽,所述集盖槽沿前后方向延伸,所述集盖槽设于所述转盖轮的前侧,所述集盖槽的后端正对于所述转盖凹槽的上侧,所述集盖槽的后端设于所述转盖凹槽内,所述集盖机架上还设有推出装置和分离装置,所述推出装置设于所述集盖槽的旁侧,所述推出装置包括推出固定端和推出运动端,所述推出固定端与所述集盖机架相对固定,所述推出运动端可沿前后方向运动,所述分离装置包括分离固定端和分离运动端,所述分离固定端设于所述推出运动端上,所述分离运动端上设有分离插件,所述分离运动端可带动所述分离插件沿靠近或远离所述集盖槽的方向运动。
18.转盖轮可以使易拉盖在向上转动过程中由横向状态变为竖向状态;然后易拉盖向上转动至集盖槽,多个易拉盖较整齐地排列在集盖槽内,分离装置的分离运动端带动分离插件向集盖槽插入易拉盖之间,推出装置的推出运动端把位于前侧的易拉盖向前推分离易拉盖,从而方便打包人员进行打包。
19.优选地,所述出料机架的前侧转动连接有前出料传送轮,所述出料机架的后侧转动连接有后出料传送轮,所述前出料传送轮和所述后出料传送轮的轴线均沿左右方向设置,所述前出料传送轮和所述后出料传送轮上绕接有出料传送带,所述出料传送带的上侧为所述出料输送面,所述出料机架上固定连接有第二吸盖磁铁,所述第二吸盖磁铁设于位于上侧的所述出料传送带的下侧。第二吸盖磁铁设于出料传送带的下侧,第二吸盖磁铁对位于出料传送带的上侧的易拉盖产生向下的吸力,使易拉盖可平稳地贴在出料传送带上,避免易拉盖脱离出料输送面。
20.优选地,所述盖板原料上料装置包括横向输送机构、磁力输送机构和竖向落料机构;所述横向输送机构设有第一输入侧和第一输出侧,从所述第一输入侧至所述第一输出侧的方向称为第一输送方向,所述第一输送方向为从后至前,所述横向输送机构包括水平输送装置和铁盖分隔输送装置,所述水平输送装置和所述铁盖分隔输送装置的输送方向均与所述第一输送方向相同,所述水平输送装置的后侧为所述第一输入侧,所述铁盖分隔输送装置的前侧为所述第一输出侧,所述水平输送装置与所述铁盖分隔输送装置沿所述第一输送方向排列;所述磁力输送机构设于所述横向输送机构的前侧,所述磁力输送机构设有磁输入侧和磁输出侧,从所述磁输入侧至所述磁输出侧的方向称为磁输送方向,所述磁输
入侧靠近所述第一输出侧设置,所述磁力输送机构设有磁输送面,所述磁输送面由所述磁输入侧沿所述磁输送方向延伸至所述磁输出侧,所述磁输送面靠近所述磁输入侧的部分朝向所述横向输送机构,所述磁力输送机构还包括第一磁力组件,所述第一磁力组件设于所述磁输送面的背侧,所述第一磁力组件靠近所述磁输送面设置,所述第一磁力组件沿所述磁输送方向延伸,所述第一磁力组件可对所述磁输送面上的铁盖产生紧贴所述磁输送面的磁吸力;所述竖向落料机构设于所述磁力输送机构的前侧,所述竖向落料机构包括落料通道,所述落料通道沿上下方向延伸,所述落料通道的上侧设有入料口,所述落料通道的下侧设有所述盖板上料出口,所述入料口设于所述磁输出侧的前下侧并靠近所述磁输出侧设置,所述落料通道的外侧设有可对铁盖提供磁悬浮力的第二磁力组件,所述第二磁力组件沿上下方向延伸。这样可实现实现对盖板的分隔,实现盖板的稳定上料,减小盖板造成的损伤。
21.优选地,所述盖板原料上料装置、所述盖板冲压模具组件、所述拉环冲压模具组件和所述铆合模具组件和所述喷胶装置的数量为多个,多个所述盖板原料上料装置、多个所述盖板冲压模具组件、多个所述拉环冲压模具组件和多个所述铆合模具组件和所述喷胶装置一一对应设置。这样可以多个易拉盖同时生产,提高生产效率。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
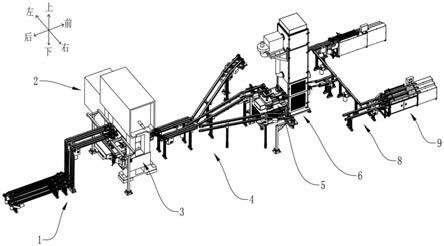
23.图1为本发明的整体结构示意图;
24.图2为本发明的冲压铆合装置的内部结构示意图;
25.图3为本发明的喷胶装置、烘干装置和下料传送装置的整体结构示意图;
26.图4为本发明的喷胶装置、烘干装置和下料传送装置的局部结构示意图;
27.图5为本发明的喷胶装置的结构示意图;
28.图6为本发明的烘干装置的结构示意图;
29.图7为本发明中输送链条输送易拉盖时的结构示意图;
30.图8为本发明的夹持件的局部结构示意图;
31.图9为本发明的导向限位组件的结构示意图;
32.图10为本发明的下料传送装置的结构示意图;
33.图11为本发明的下料传送装置的另一角度的结构示意图;
34.图12为本发明的出料装置的整体结构示意图;
35.图13为本发明的出料装置的局部结构示意图;
36.图14为本发明的分离插件分离易拉盖时的结构示意图;
37.图15为本发明的转盖轮的结构示意图;
38.图16为本发明的盖板原料上料装置的结构示意图;
39.图17为本发明的横向输送机构和磁力输送机构的结构示意图;
40.图18为本发明的磁力输送机构和竖向落料机构的结构示意图;
41.图19为图17中a的放大结构示意图;
42.图20为图18中b的放大结构示意图。
43.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.需要说明,若本发明实施例中有涉及方向性指示,则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
46.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
47.如图1至图20所示,一种易拉盖生产系统,包括盖板原料上料装置1、拉环板料上料装置2、冲压铆合装置3、喷胶装置5和烘干装置6。
48.盖板原料上料装置1,盖板原料上料装置1设有盖板上料出口129,盖板原料上料装置1用于盖板原料的上料。
49.拉环板料上料装置2包括拉环板料上料机架,拉环板料上料机架上设有上料输送轮组件,上料输送轮组件用于拉环板料的上料输送。具体地,上料输送轮组件包括位于下侧的上料输送滚轮和位于上侧的上料输送压轮,上料输送滚轮和上料输送压轮的轴线均沿前后方向设置,拉环板料从上料输送滚轮和上料输送压轮之间穿过,上料输送压轮把拉环板料压在上料输送滚轮上,上料输送滚轮转动带动拉环板料进料。拉环板料上料装置2为现有技术,本领域技术人员可根据实际情况设置。
50.盖板原料上料装置1设于冲压铆合装置3的后侧,拉环板料上料装置2设于冲压铆合装置3的左侧或右侧,冲压铆合装置3包括冲压机架31,冲压机架31上设有冲压输送装置,冲压输送装置设有可沿前后方向输送的冲压输送面32,冲压输送面32的后侧与盖板上料出口129位置对应设置,冲压机架31上还设有拉环板料通道33,拉环板料通道33沿左右方向设置,拉环板料通道33设于冲压输送面32的上方,拉环板料通道33与冲压输送面32垂直设置,拉环板料通道33的两端分别设有拉环板料进料口331和拉环板料出料口332,上料输送轮组件可把拉环板料从拉环板料进料口331送入拉环板料通道33内,冲压铆合装置3还包括盖板冲压模具组件34、拉环冲压模具组件35和铆合模具组件36,盖板冲压模具组件34与冲压输送面32位置对应设置,拉环冲压模具组件35与拉环板料通道33位置对应设置,铆合模具组件36设于冲压输送面32与拉环板料通道33在水平方向重合的位置,盖板冲压模具组件34用于对盖板原料进行冲压,拉环冲压模具组件35用于对拉环板料进行冲压,铆合模具组件36
用于把拉环与盖板铆合形成易拉盖0。
51.具体地,盖板原料为一个个单独的材料,需要在盖板原料上冲压出盖板上的形状、切痕和铆合结构;拉环板料为连续的板材,需要在板材上冲压出拉环的形状和铆合孔,再把盖板和拉环铆合一起形成易拉盖0。盖板原料上料装置1对盖板原料上料,盖板原料从盖板上料出口129上料至冲压铆合装置3的冲压输送面32的后侧,盖板原料从后向前输送,在输送过程中盖板冲压模具组件34对盖板原料进行冲压及切痕而得到成型盖板;冲压输送面32可设置为冲压同步带321的上侧面,冲压机架31的前侧和后侧转动连接有冲压同步轮,冲压同步带321绕接在两个冲压同步轮上。冲压同步带321上开设有多个冲压限位孔322,盖板原料可在冲压限位孔322内限位,保持冲压的定位精度。盖板冲压模具组件34可包括多个前后依次排列的盖板模具,在盖板原料的输送过程中上下压合,依次对盖板进行冲压成型;拉环冲压模具组件35可包括多个左右排列的拉环模具,在拉环板料的输送过程中上下压合,依次对拉环板料进行冲压成型。在成型拉环移动至成型盖板的上侧时,铆合模具组件36把拉环和盖板铆合,得到成型易拉盖0。
52.喷胶装置5设于冲压铆合装置3的前侧,喷胶装置5包括喷胶底座51,喷胶底座51与冲压机架31相对固定,喷胶底座51上设有喷胶输送组件52和喷胶组件53,喷胶输送组件52包括沿相对的前后方向运动的喷胶输送面,喷胶输送面上设有喷胶位522,喷胶输送面的后侧与冲压输送面32的前侧连通,喷胶组件53设于喷胶输送组件52的上侧,喷胶组件53包括喷胶座531,喷胶座531与喷胶底座51相对固定,喷胶座531上转动连接有喷胶轴532,喷胶轴532沿上下方向延伸,喷胶轴532设于喷胶位522的中部的正上方,喷胶轴532的下侧固定连接有喷胶头533,喷胶头533上设有朝向下侧的喷胶口5331,喷胶口5331与喷胶轴532的轴线错开设置,喷胶组件53还包括旋转驱动装置534,旋转驱动装置534包括旋转固定端5341和旋转运动端5342,旋转固定端5341与喷胶座531相对固定,旋转运动端5342带动喷胶轴532转动,并使得喷胶口5331沿喷胶轴532周向转动。在一些实施例中,喷胶输送面的后侧与冲压输送面32的前侧之间设有第一中间输送带4,用于喷胶输送面和冲压输送面32之间更好地串接,使易拉盖0输送顺畅。
53.烘干装置6,烘干装置6设于喷胶装置5的前侧,烘干装置6用于对喷胶后的易拉盖0进行烘干。
54.冲压铆合完的易拉盖0从冲压输送面32的前侧送出,进入喷胶输送组件52上的输送面上,并被输送到喷胶位522进行喷胶;喷胶组件53包括可旋转的喷胶轴532,喷胶轴532的下侧固定有喷胶头533,旋转驱动装置534的旋转运动端5342带动喷胶轴532转动,由于喷胶轴532位于喷胶位522的中部的正上方,所以喷胶头533的喷胶口5331可沿易拉盖0的中部周向转动,沿着易拉盖0上的圆形切痕喷上防锈胶,从而实现自动喷胶防锈的效果;然后喷完防锈胶的易拉盖0向前侧送至烘干装置6,烘干装置6烘干易拉盖0上的防锈胶。本技术中喷胶组件53对易拉盖0上的切痕进行喷胶,在喷胶后被输送至烘干装置6烘干防锈胶,烘干后的易拉盖0上的切痕具有防锈胶便不会生锈,达到防止切痕部位生锈的效果。
55.在一些具体实施例中,烘干装置6包括烘干塔,烘干塔包括烘干机架61,烘干机架61与喷胶底座51相对固定,烘干机架61的内侧设有烘干室611,烘干机架61的内侧还设有链条输送机构,链条输送机构包括上链轮621组和下链轮622组,上链轮621组位于烘干机架61的上侧,下链轮622组位于烘干机架61的下侧,烘干室611设于上链轮621组和下链轮622组
之间,上链轮621组包括两个相对固定的上链轮621,上链轮621与烘干机架61转动连接,两个上链轮621沿相对的左右方向间隔排列,下链轮622组包括两个相对固定的下链轮622,下链轮622与烘干机架61转动连接,上链轮621和下链轮622的转轴均沿左右方向设置,两个下链轮622沿相对的左右方向间隔排列,两个上链轮621和两个下链轮622位置一一对应设置,对应的上链轮621和下链轮622上绕接有输送链条623,输送链条623上均布有多个夹持件624,夹持件624设有限位槽6241,限位槽6241的延伸方向垂直于输送链条623的长度方向,位于左侧的夹持件624的限位槽6241设有朝向右侧的左开口6242,位于右侧的夹持件624的限位槽6241设有朝向左侧的右开口6243,左开口6242与右开口6243正对设置,对应的位于左侧的夹持件624与位于右侧的夹持件624之间设有夹持空间625,夹持空间625包括限位槽6241,输送链条623穿过烘干室611;输送链条623包括竖向延伸的前下降段6231和后上升段6232,前下降段6231设于后上升段6232的前侧,喷胶输送面的前侧设有送出位527,送出位527设于喷胶位522的前侧,两个后上升段6232分别设于送出位527的左侧和右侧,送出位527与后上升段6232上的夹持空间625位置对应设置。
56.喷有防锈胶的易拉盖0在喷胶输送面上被输送至送出位527,两个输送链条623的后上升段6232在送出位527的左侧和右侧,左右两个输送链条623上设置夹持件624,夹持件624上设有限位槽6241,由于限位槽6241的延伸方向垂直于输送链条623的长度方向,在输送链条623的后上升段6232的限位槽6241横向设置,限位槽6241可正对喷胶输送面,喷胶输送面上的易拉盖0从后向前移动,易拉盖0的左侧和右侧直接插入位于左侧和右侧的限位槽6241内,然后后上升段6232向上运动,两个夹持件624的限位槽6241可托住易拉盖0的左右两侧,上链轮621和下链轮622转动使输送链条623运动,从而带动易拉盖0向上远离喷胶输送面向上运动至烘干室611内,易拉盖0在运动的同时,防锈胶在烘干室611内受高温变干;易拉盖0上升至上链轮621后向下运动,向下至某一位置时被送出夹持件624下料,被送出时防锈胶即为干的状态,结构简单,夹持件624不需设置另外的动力夹持易拉盖0。设置烘干塔和上下输送的链条输送机构,也可以减少设备占地面积。在一些实施例中,烘干装置6还可以采用烘干炉等。
57.具体地,喷胶输送组件52包括前后排列的第四同步轮523和第五同步轮524,第四同步轮523和第五同步轮524通过轴承座和转轴与喷胶底座51转动连接,第四同步轮523和第五同步轮524的轴线沿左右方向设置,喷胶底座51上相对固定有喷胶输送电机,喷胶输送电机与第四同步轮523或第五同步轮524传动连接,第四同步轮523和第五同步轮524上绕接有喷胶输送同步带525,喷胶输送同步带525的上侧面为喷胶输送面。喷胶输送同步带525的外表面上均布有多个输送凹槽526。喷胶输送同步带525上的输送凹槽526内可放置易拉盖0,对易拉盖0起到限位作用,使易拉盖0被输送到喷胶位522时,切痕的位置正对喷胶的位置,以免喷胶偏离切痕达不到防锈的作用。在一些实施例中,喷胶输送组件52还可以采用皮带、链条等输送结构。
58.进一步地,上链轮621组还包括限位轮626,限位轮626设于两个上链轮621之间,限位轮626与两个上链轮621共轴设置,限位轮626的半径小于上链轮621的半径。当输送链条623带动易拉盖0运动至上链轮621时,限位槽6241和易拉盖0会倾斜;为了使易拉盖0保持在夹持件624上,设置限位轮626可顶住易拉盖0的下边缘,使易拉盖0不向下脱出限位槽6241。
59.在一些具体实施例中,易拉盖生产系统还包括下料传送装置7,下料传送装置7设
于烘干塔的前侧,下料传送装置7包括下料基座71,下料基座71与烘干机架61相对固定,下料基座71上转动连接有第一下料传送轮72和第二下料传送轮74,第一下料传送轮72设于第二下料传送轮74的前侧,第一下料传送轮72和第二下料传送轮74的轴线均沿左右方向设置,第一下料传送轮72和第二下料传送轮74上绕接有下料传送带75,下料传送带75的上侧面称为下料输送面,下料输送面的后侧设有接料位721,两个前下降段6231分别设于接料位721的左侧和右侧,接料位721与前下降段6231的夹持空间625位置对应设置;
60.下料传送装置7还包括转动件73,转动件73与下料基座71转动连接,转动件73与下料基座71的转轴沿左右方向设置,第二下料传送轮74的轴线与转动件73相对固定,第二下料传送轮74通过转动件73与下料基座71转动连接,第一下料传送轮72的轴线与下料基座71相对固定,转动件73设于第一下料传送轮72和第二下料传送轮74之间,位于上侧的下料传送带75抵接于转动件73的上侧,下料传送装置7还包括位置检测元件76,转动件73上固定连接有检测件732,位置检测元件76与下料基座71固定连接,位置检测元件76的检测端朝向下侧,检测件732包括检测板7321,检测板7321设于下料基座71的下侧,检测板7321设于位置检测元件76的检测端的正下侧,下料基座71上设置检测孔7322,位置检测元件76的检测端通过检测孔7322检测到检测板7321,位置检测元件76用于检测转动件73是否发生转动,喷胶输送组件52和链条输送机构均与位置检测元件76信号连接;下料传送装置7还包括拉簧77,拉簧77的伸缩方向沿上下方向设置,拉簧77设于检测板7321的上侧,拉簧77的上端与下料基座71相对固定,拉簧77的下端与检测板7321相对固定,拉簧77可向检测板7321施加向上的作用力。
61.第一传动轮和第二传送轮上绕接有下料传送带75,两个输送链条623的前下降段6231位于下料传送带75上的接料位721的左侧和右侧;当两个前下降段6231之间的易拉盖0下降至下料传动带时,易拉盖0落在下料传送带75的下料输送面,并向前移动夹持件624,实现易拉盖0的自动下料,易拉盖0下料后不影响输送链条623继续运动到喷胶输送面的送出位527接上另一个易拉盖0,从而实现输送链条623的循环输送。当输送链条623带动易拉盖0向下运动把易拉盖0放在下料输送面上时,如果易拉盖0没有被下料输送面向前输送,易拉盖0继续向下运动时会碰撞下料传送装置7,这样会导致易拉盖0和链条输送机构损坏,影响正常运行。本技术中设置转动件73与下料基座71的转轴沿左右方向设置,转动件73可相对下料基座71沿上下方向转动,当易拉盖0在下料输送面上没有被送出输送链条623时,易拉盖0向下压把转动件73、第二下料传送轮74和下料传送带75向下转动,同时位置检测元件76检测到转动件73的位置变化,输送链条623则停止继续向下运动,从而实现减少易拉盖0与下料传送装置7碰撞的情况,减少易拉盖0和设备的损伤。
62.具体地,下料基座71上设置转动座711,转动座711内上连接转动轴731,转动座711内可设置轴承与转动轴731转动连接;转动轴731再与转动件73固定,实现转动件73与下料基座71的转动连接,结构简单。链条输送机构包括链条驱动电机,链条驱动电机与上链轮621或下链轮622传动连接,位置检测元件76与链条驱动电机信号连接。位置检测元件76可采用接近开关或激光测距传感器。接近开关或激光测距传感器能较好地检测转动件73的位置是否发生变化。下料传送带75为同步带、皮带或链条。同步带、皮带或链条均可实现易拉盖0的输送,且能柔性地适应转动件73的转动。转动件73的上侧设有磁铁,磁铁可吸附下料传送带75上的易拉盖0,使易拉盖0平稳输送。下料基座71上固定有下料驱动电机78,下料驱
动电机78与第一下料传送轮72传动连接。
63.进一步地,烘干塔包括与烘干机架61固定连接的导向限位组件63,导向限位组件63的中部设有沿上下方向延伸的导向限位空间631,每个链条输送机构对应两个导向限位组件63,两个导向限位组件63前后排列,导向限位组件63设于上链轮621和下链轮622之间,两个输送链条623的前下降段6231均设于位于前侧的导向限位组件63的导向限位空间631内,两个输送链条623的后上升段6232均设于位于后侧的导向限位组件63的导向限位空间631内;导向限位组件63包括均沿上下方向延伸的前导向条632、后导向条633、左导向条634和右导向条635,前导向条632、后导向条633、左导向条634和右导向条635均与烘干机架61相对固定,前导向条632、后导向条633、左导向条634和右导向条635之间形成导向限位空间631。
64.输送链条623带动易拉盖0在导向限位组件63内导向限位空间631内运动,导向限位空间631对易拉盖0起到限位作用,避免易拉盖0在输送过程中因链条的跳动晃动等其他原因脱出夹持件624;前导向条632、后导向条633、左导向条634和右导向条635形成导向限位空间631,前导向条632、后导向条633、左导向条634和右导向条635分别对易拉盖0的前侧、后侧、左侧和右侧进行限位,保持易拉盖0的正常运输。
65.在一些具体实施例中,烘干塔还设有冷却室65,冷却室65设于烘干室611与下链轮622组之间,烘干室611和冷却室65之间设有隔板652,输送链条623穿过隔板652。冷却室65设置在烘干室611的下侧,烘干完的易拉盖0温度较高,烘干完的易拉盖0进入冷却室65内降低温度,可降低下料的易拉盖0的温度,方便后续人工拿取;隔板652可减少烘干室611的热量散失到冷却室65。在烘干机架61上可以安装吹风机653,通过吹风机653对冷却室65内吹风,达到冷却效果。
66.在一些具体实施例中,烘干机架61上固定连接有热风机661,热风机661设有第一进风口和第一出风口,烘干室611设有热风进口6111和热风出口6112,热风进口6111与第一出风口通过管道连通,热风出口6112与第一进风口通过管道连通。热风机661从第一出风口吹出热风,热风通过烘干室611的热风进口6111进入烘干室611内,烘干室611内的气体在热风机661的吸力作用下,从热风出口6112和第一进风口再进入热风机661,实现热风的循环,可使烘干室611内的温度更均匀,热风的循环加热也可节约电能。
67.在一些具体实施例中,喷胶轴532为空心轴,喷胶轴532的上端设有第一进胶口,喷胶轴532的下侧设有第一出胶口,喷胶头533设有第二进胶口,第二进胶口与第一出胶口连通,第一进胶口上连接有旋转接头535。
68.喷胶轴532为空心轴,防锈胶从喷胶轴532的上端的第一进胶口进入喷胶轴532的内部,防锈胶再从喷胶轴532的下侧的第一出胶口,并从第二进胶口流入喷胶头533内,再从喷胶口5331喷出;设置防锈胶从喷胶轴532内流至喷胶头533,可以减少另外用管道连接到喷胶头533,减少喷胶头533的转动过程管道弯折损坏或脱出的情况。输送防锈胶的输送管道通过旋转接头535连接到第一进胶口,在喷胶轴532转动时,输送管道可以不随喷胶轴532旋转,以免输送管道损坏影响正常生产。
69.在一些具体实施例中,易拉盖生产系统还包括出料装置9,出料装置9设于烘干装置6的前侧,出料装置9包括出料输送装置91、转盖装置92和集盖装置93。出料输送装置91包括出料机架911,出料机架911与冲压机架31相对固定,出料机架911的上侧设有沿前后方向
输送的出料输送面912。
70.具体地,出料机架911的前侧转动连接有前出料传送轮913,出料机架911的后侧转动连接有后出料传送轮,前出料传送轮913和后出料传送轮的轴线均沿左右方向设置,前出料传送轮913和后出料传送轮上绕接有出料传送带915,出料传送带915的上侧为出料输送面912,出料机架911上固定连接有第二吸盖磁铁,第二吸盖磁铁设于位于上侧的出料传送带915的下侧。前出料传送轮913和后出料传送轮上绕接出料传送带915,易拉盖0放在出料传送带915的上侧实现输送;第二吸盖磁铁设于出料传送带915的下侧,第二吸盖磁铁对位于出料传送带915的上侧的易拉盖0产生向下的吸力,使易拉盖0可平稳地贴在出料传送带915上,避免易拉盖0脱离出料输送面912。
71.另外,由于在易拉盖0在输送链条623上向下运动时会翻转,所以在下料传送装置7的接料位721时易拉盖0是翻转的,在下料传送装置7的前侧设有翻转机构,把易拉盖0翻转过来。翻转机构可设置为导向滑槽,或设置翻转装置使易拉盖0翻转。在翻转机构和出料输送装置91之间设置第二中间输送带8,可方便翻转机构和出料输送装置91的连接,和易拉盖0输送顺畅。
72.转盖装置92包括转盖机架921,转盖机架921与出料机架911相对固定,转盖机架921上转动连接有转盖轴922,转盖轴922沿左右方向延伸,转盖轴922上固定连接有转盖轮923,转盖轮923上设有转盖凹槽9231,转盖凹槽9231沿转盖轮923的周向方向环形延伸,转盖轮923的内侧设有第一吸盖磁铁924,转盖轮923设于出料输送面912的前侧,转盖凹槽9231的后侧正对于出料输送面912的前端。第一吸盖磁铁924为环形磁铁,在转盖轮923转动过程中均可吸附进入转盖凹槽9231的易拉盖0。利用第一吸盖磁铁924设置在一转轮内吸附铁质易拉盖0为现有技术,本领域技术人员可按实际设置第一吸盖磁铁924,这里不再详述。
73.集盖装置93包括集盖机架931,集盖机架931与转盖机架921相对固定,集盖机架931上固定连接有集盖槽932,集盖槽932沿前后方向延伸,集盖槽932设于转盖轮923的前侧,集盖槽932的后端正对于转盖凹槽9231的上侧,集盖槽932的后端设于转盖凹槽9231内,集盖机架931上还设有推出装置933和分离装置934,推出装置933设于集盖槽932的旁侧,推出装置933包括推出固定端9331和推出运动端9332,推出固定端9331与集盖机架931相对固定,推出运动端9332可沿前后方向运动,分离装置934包括分离固定端9341和分离运动端9342,分离固定端9341设于推出运动端9332上,分离运动端9342上设有分离插件9343,分离运动端9342可带动分离插件9343沿靠近或远离集盖槽932的方向运动。推出装置933可采用气缸、丝杆运动模组或齿轮齿条运动模组等,目的在于带动分离装置934前后运动。分离装置934可采用气缸。
74.烘干后的易拉盖0横向地输送至出料输送装置91的出料输送面912上,易拉盖0在出料输送面912上从后向前输送;然后易拉盖0被送至转盖轮923并进入转盖凹槽9231内,由于转盖轮923的内侧设有第一吸盖磁铁924,第一吸盖磁铁924对铁质的易拉盖0产生吸力,使得易拉盖0可随着转盖轮923向上转动,易拉盖0在向上转动过程中由横向状态变为竖向状态;然后易拉盖0向上转动至集盖槽932,易拉盖0竖向地进入集盖槽932内,并随着多个易拉盖0连续进入集盖槽932而推动易拉盖0前进,使多个易拉盖0较整齐地排列在集盖槽932内;当收集到一定数量后,分离装置934的分离运动端9342带动分离插件9343向集盖槽932插入易拉盖0之间,推出装置933的推出运动端9332向前运动,把位于前侧的易拉盖0向前推
分离易拉盖0,从而方便打包人员进行打包。
75.在一些具体实施例中,左半轮组件包括左外侧板9232和左内侧板9233,第一吸盖磁铁924放在左外侧板9232和左内侧板9233之间的左内腔内,左外侧板9232和左内侧板9233通过螺丝固定;右半轮组件包括右外侧板9235和右内侧板9236,第一吸盖磁铁924放在右外侧板9235和右内侧板9236之间的右内腔内,右外侧板9235和右内侧板9236通过螺丝固定,方便安装第一吸盖磁铁924;左半轮组件和右半轮组件形成转盖轮923,左转盖半槽92311和右转盖半槽92312形成转盖凹槽9231,左转盖半槽92311和右转盖半槽92312分别加工,可降低转盖凹槽9231的加工难度。
76.进一步地,左内侧板9233和右内侧板9236的材质均为橡胶材料。易拉盖0与左内侧板9233和右内侧板9236接触,左内侧板9233和右内侧板9236为橡胶材料,可对易拉盖0起到保护作用,避免磨损易拉盖0。橡胶材料可采用天然橡胶、异戊橡胶或丁苯橡胶等,均可起到避免磨损易拉盖0的作用。
77.进一步地,分离插件9343在前后方向的宽度从远离集盖槽932的一侧到靠近集盖槽932的一侧逐渐减小。这样设置使分离插件9343的末端较薄,使分离插件9343的末端容易插入两个易拉盖0之间而分离易拉盖0。分离运动端9342的运动方向从远离到靠近集盖槽932的方向向前倾斜设置。这样设置使分离插件9343把易拉盖0向远离转盖轮923的一侧推,避免干扰转盖轮923上的易拉盖0向前推进。分离插件9343的材质为铁氟龙。铁氟龙的摩擦系数小,在分离插件9343与易拉盖0接触时可减少易拉盖0的损伤。
78.在一些具体实施例中,盖板原料上料装置1包括横向输送机构1100、磁力输送机构1200和竖向落料机构1300;横向输送机构1100设有第一输入侧118和第一输出侧119,从第一输入侧118至第一输出侧119的方向称为第一输送方向,第一输送方向为从后至前,横向输送机构1100包括水平输送装置1101和铁盖分隔输送装置1102,水平输送装置1101和铁盖分隔输送装置1102的输送方向均与第一输送方向相同,水平输送装置1101的后侧为第一输入侧118,铁盖分隔输送装置1102的前侧为第一输出侧119,水平输送装置1101与铁盖分隔输送装置1102沿第一输送方向排列;磁力输送机构1200设于横向输送机构1100的前侧,磁力输送机构1200设有磁输入侧1150和磁输出侧1151,从磁输入侧1150至磁输出侧1151的方向称为磁输送方向,磁输入侧1150靠近第一输出侧119设置,磁力输送机构1200设有磁输送面1116,磁输送面1116由磁输入侧1150沿磁输送方向延伸至磁输出侧1151,磁输送面1116靠近磁输入侧1150的部分朝向横向输送机构1100,磁力输送机构1200还包括第一磁力组件,第一磁力组件设于磁输送面1116的背侧,第一磁力组件靠近磁输送面1116设置,第一磁力组件沿磁输送方向延伸,第一磁力组件可对磁输送面1116上的铁盖产生紧贴磁输送面1116的磁吸力;竖向落料机构1300设于磁力输送机构1200的前侧,竖向落料机构1300包括落料通道1226,落料通道1226沿上下方向延伸,落料通道1226的上侧设有入料口128,落料通道1226的下侧设有盖板上料出口129,入料口128设于磁输出侧1151的前下侧并靠近磁输出侧1151设置,落料通道1226的外侧设有可对铁盖提供磁悬浮力的第二磁力组件1252,第二磁力组件1252沿上下方向延伸。
79.由于铁质易拉盖0的质量较大,对于现有的较轻的铝质易拉盖0的上料装置,盖板叠放在一起,位于上侧的盖板容易压住下侧的盖板,使位于最下侧的盖板不能顺利出料,且在压力下容易损伤盖板的表面。本技术把沿前后方向排列相互挨近的、多个竖向设置的盖
板放在水平输送装置1101上,通过水平输送装置1101被运送到盖板分隔输送装置,相互挨近的多个盖板在盖板分隔输送装置中被分隔,相邻的两个盖板之间具有一定距离,在输出侧的盖板贴近磁力输送机构1200的磁输送面1116,在第一磁力组件的磁吸力作用下盖板贴紧磁输送面1116,使盖板单片地沿着磁输送面1116被输送到竖向落料机构1300,从而实现对盖板的分隔,减少盖板的损伤。相比于现有技术,该盖板上料输送装置具有盖板分隔效果好的特点。单片的盖板经过磁力输送机构1200输送,多个盖板依次经过磁输出侧1151后,在惯性和重力的作用下,会经过位于磁输出侧1151的前下侧的入料口128掉入落料通道1226内,多个盖板可在落料通道1226内上下依次排列。盖板在落料通道1226内重力和第二磁力组件1252提供的磁悬浮力的共同作用下,会缓慢下落,直至经过盖板上料出口129在冲压输送面32上完成落料,从而实现盖板的稳定上料,减小盖板造成的损伤。
80.具体地,水平输送装置1101包括第一输送架113和第一输送带111,第一输送架113的后侧转动连接有第一输送轮112,第一输送架113的前侧转动连接有第二输送轮1112,第一输送轮112和第二输送轮1112的轴线均沿左右方向设置,第一输送轮112和第二输送轮1112上绕设有第一输送带111,第一输送带111的上侧设有水平输送面1114,水平输送面1114沿前后方向设置,水平输送面1114的后侧为第一输入侧118,水平输送面1114的前侧往第一输出侧119的方向延伸。盖板从第一输入侧118通过第一输送带111沿第一输送方向移动,被送入盖板分隔输送装置。
81.盖板分隔输送装置包括第二输送架114、输送管115和第三磁力组件1126,输送管115与第二输送架114相对固定,输送管115沿第一输送方向延伸,输送管115的内部设有输送通道1125,输送管115还包括输送入口1123和输送出口1124,输送入口1123和输送出口1124均与输送通道1125连通,输送入口1123靠近水平输送面1114的前侧设置,输送出口1124为第一输出侧119,第三磁力组件1126设于输送管115的外侧,第三磁力组件1126沿第一输送方向延伸。经过水平输送装置1101的输送后盖板进入输送管115内,通过在第一磁力组件产生的磁场作用下,相邻的两个盖板被分隔开一定距离,并且从输送入口1123被输送至输送出口1124。第一磁力组件包括两对永磁体1121,两对永磁体1121分别设置在输送管115的左侧和右侧,一对永磁体1121中的两个永磁体1121上下排列,输送管115的左侧和右侧的永磁体1121的磁极极性对称,处于输送管115同一侧的永磁体1121的磁极极性相反,永磁体1121远离输送管115的一侧设有导磁板。在这两对永磁体1121的磁场作用下,盖板在输送管115内能够保持竖立状态,并且从后侧进入盖板后会使前侧的盖板向前推进,实现盖板在输送管115的输送,这样排列的永磁体1121产生的磁场可以使处于该磁场内的铁盖保持竖立状态。上述四条永磁体1121的排列方式为现有技术,本领域技术人员可以根据实际设置。
82.磁力输送机构1200包括竖向磁输送装置1201、过渡磁输送装置1202和横向磁输送装置1203;竖向磁输送装置1201设有第二输入侧1152和第二输出侧1153,第二输入侧1152为磁输入侧1150,从第二输入侧1152至第二输出侧1153的方向称为第二输送方向,第二输送方向为从下至上,竖向磁输送装置1201的后侧设有竖向磁输送面1111,竖向磁输送面1111沿第二输送方向延伸,竖向磁输送面1111靠近第一输出侧119设置,竖向磁输送面1111朝向横向输送机构1100;横向磁输送装置1203设有第三输入侧123和第三输出侧124,第三输出侧124为磁输出侧1151,从第三输入侧123至第三输出侧124的方向称为第三输送方向,
第三输送方向为由后至前,横向磁输送装置1203的上侧设有水平磁输送面1210,水平磁输送面1210沿第三输送方向延伸,第三输入侧123靠近第二输出侧1153设置;过渡磁输送装置1202设有过渡输入侧1154和过渡输出侧1155,过渡输入侧1154靠近第二输出侧1153,过渡输出侧1155靠近第三输入侧123,过渡磁输送装置1202还包括过渡磁输送面,水平磁输送面1210在竖向磁输送面1111的前上方,过渡磁输送面从过渡输入侧1154弧度向上延伸至过渡输出侧1155;磁输送方向为:从第二输入侧1152依次经过竖向磁输送面1111、过渡磁输送面和水平磁输送面1210至第三输出侧124;磁输送面1116由竖向磁输送面1111、过渡磁输送面和水平磁输送面1210依次排列而成。磁力输送机构1200包括竖向磁输送面1111和水平磁输送面1210,在第一磁力组件的磁吸力作用下,竖向磁输送面1111可以对从盖板分隔输送装置输送出来的盖板不需要经过翻转在输送带进行输送,经过过渡磁输送面后,盖板被稳定地输送到水平磁输送面1210,完成从竖向运输到横向运输的稳定过渡,有助于更好地对盖板进行稳定运输。
83.导向组件1224包括两件导向板1227和两条导向杆1228,两件导向板1227和两条导向杆1228均沿上下方向延伸,两件导向板1227沿左右方向间隔设置,两件导向板1227分别称为右导向板1221和左导向板1222,两条导向杆1228沿前后方向间隔设置,两条导向杆1228分别称为后导向杆1223和前导向杆1220,后导向杆1223靠近磁输出侧1151设置,前导向杆1220远离磁输出侧1151设置,后导向杆1223的上端低于水平磁输送面1210,前导向杆1220的上端高于水平磁输送面1210,后导向杆1223、右导向板1221、前导向杆1220和左导向板1222围构形成落料通道1226,第二磁力组件1252包括两条磁条,两条磁条均沿上下方向设置,两条磁条分别设于右导向板1221的前侧和后导向板1227的左侧。后导向杆1223的上端低于水平磁输送面1210,使得盖板可以从横向磁输送段1211顺利进入落料通道1226。而导向板1227和导向杆1228对盖板进行限位,准确引导盖板在落料通道1226中进行输送。第二磁力组件1252中的两条磁条产生的磁场对在落料通道1226中的盖板产生磁悬浮力,可以减缓盖板的下落速度,减小对盖板造成损伤。磁悬浮力在这里对盖板起到缓冲的作用,保护盖板,减小对盖板的损伤。第二磁力组件1252为现有技术,本领域技术人员可以根据实际进行设置。
84.在一些具体实施例中,盖板原料上料装置1、盖板冲压模具组件34、拉环冲压模具组件35和铆合模具组件36和喷胶装置5的数量为多个,多个盖板原料上料装置1、多个盖板冲压模具组件34、多个拉环冲压模具组件35和多个铆合模具组件36和喷胶装置5一一对应设置,每个易拉盖0还对应一个出料装置9,烘干塔设置三个,每个烘干塔对应两组易拉盖,图1中只显示其中一个烘干塔。这样可以多个易拉盖0同时生产,提高生产效率。
85.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1