自冲压紧固元件的制作方法
1.本发明涉及一种用于将第一工件连接到第二工件的自冲压紧固元件,特别地,其中,工件是钣金零件。然而,第一材料和/或第二材料通常也可以是塑料零件。
背景技术:
2.这种紧固元件通常是已知的,并且例如在汽车工程中广泛使用。然而,技术上的努力较高,特别是在高强度钣金零件彼此的连接或在高强度钣金零件到较低强度的钣金零件的连接上。特别是必须施加高的加工力来建立这种连接,这导致在所使用的工具上和在待连接的工件上的高载荷。结果可能是降低了工具寿命并导致工件的结构损伤。另外,可能需要使用具有特殊特性的紧固元件;例如,对于紧固元件使用高强度材料可能是必要的,这使得紧固元件的制造更加困难且更加昂贵。
技术实现要素:
3.本发明的基础目的在于提供一种用于可靠地连接工件、特别是高强度工件、特别是也将工件可靠连接到较低强度的工件的紧固元件,所述紧固元件的特征在于有成本效益的制造。
4.该目的通过具有权利要求1的特征的自冲压紧固元件来实现。
5.具体地,本发明提供了一种用于将第一工件连接到第二工件的自冲压紧固元件,特别地,其中,工件是钣金零件。根据本发明的紧固元件包括:环形段,其在周向上围绕紧固元件的开口并且具有工件接触面和用于第一安装装置的接合面,工件接触面在径向外侧处由冲压边缘界定,接合面布置在环形段的远离工件接触面的一侧处。紧固元件还包括:轴段,其借助于联接段连接到环形段,与开口同轴地布置,从环形段的远离工件接触面的一侧延伸,并且具有设计成与开口的内轮廓互补的外轮廓,使得轴段在与环形段的连接分开之后可以至少部分地被引导穿过开口,其中,轴段的轴向范围大于环形段的轴向范围。
6.因此,根据本发明的紧固元件包括用于连接两个工件的两个段,即,可以说是两个紧固部件,两个紧固部件在紧固元件的纵向上彼此邻接并且可以在两阶段紧固过程中连续地紧固到第一工件和第二工件。根据本发明的紧固元件例如可以在加压硬化过程期间或在热成形过程期间紧固到第一工件。随后,例如由钣金材料或塑料材料组成的第二工件可借助于第二连接过程、特别是在不加热的情况下紧固到所述第一工件。
7.紧固元件可用于连接由任何期望材料制成的工件,其中有利地,工件中的至少一个是金属零件,例如钣金零件。两个工件优选是金属零件,其中,第一工件和第二工件可以由相同的材料、特别是金属制成,或者由不同的材料、特别是不同的金属制成。工件中的至少一个可以由高强度材料(例如金属)制成,并且可以具有大于600mpa、特别是大于1200mpa并且高达2000mpa、特别是甚至大于2000mpa的强度。例如,工件中的至少一个可以是高强度钢零件。工件中的至少一个也可以是铝部件。因此,根据本发明的紧固元件特别灵活地适用于轻质设计和混合设计,并且可以用于容易地且可靠地连接具有不同材料特性、特别是具
有不同强度的工件,使得产生关于紧固元件的可用性的较大灵活性和带宽。连接特别与所使用的工件的最终强度无关。
8.紧固元件本身同样可以由任意的期望材料、优选由金属制成。然而,同样在插入高强度金属板中时由高强度金属生产紧固元件不是绝对必要的。通常,硬化紧固元件的特定热处理或特定涂层同样不是绝对必要的,并且可以避免紧固元件的氢脆风险,同时可以简单且廉价地制造。
9.环形段包括沿着紧固元件的纵向在轴向上延伸的开口。开口可以例如具有圆形横截面,替代性地也可以具有卵形、椭圆形或多边形横截面。工件接触面在紧固元件的径向上延伸,并且布置在紧固元件的远离轴段的轴向端部处。围绕工件接触面的冲压边缘构造成使得在将紧固元件插入第一工件中期间,冲压边缘在工件中冲出用于容纳环形段的孔。因此,第一工件的预冲压不是必要的。
10.轴段在轴向上邻接环形段并且在紧固元件的预组装状态中借助于联接段连接到环形段。在轴段与环形段分离之后,前者可沿着紧固元件的纵向轴线移动,因此可被引导穿过开口。为此,轴段的横截面形成为与开口的横截面相对应。例如,横截面可以至少大致相等,其中,例如,轴段的横截面可以稍小。
11.在预组装状态下,轴段可以在远离环形段的端部区域处具有用于第二安装装置的第二接合面,所述第二接合面用于释放轴段和环形段的联接。
12.可以想到的是,轴段具有第二冲压边缘,特别是在联接段的区域中在外侧处界定轴段的第二冲压边缘。第二冲压边缘可以设置成在工件中、特别是在第二工件中冲出用于容纳轴段的孔。
13.对于具有不同钣金厚度的工件,紧固元件的灵活使用是可能的。必须注意,第一工件的厚度不应超过轴段的长度,使得轴段仍然可以一直到达并进入或穿过第二工件。
14.本发明的有利实施例可以从从属权利要求、说明书和附图中看出。
15.根据实施例,工件接触面和/或接合面是环形的和/或环形段的外轮廓的基本形状是大致圆形的。工件接触面和接合面可以彼此平行地定向。紧固元件可以关于其纵向轴线旋转对称地设计,由此可以特别容易且廉价地制造和使用,因为紧固元件本身和/或第一安装装置可以以任意的相对于纵向轴线的期望旋转角度使用。
16.替代性地,环形段可以具有外轮廓,外轮廓偏离圆形形状或环形形状,并且替代地,例如为卵形、椭圆形或多边形。这样,可以实现防止紧固元件在第一工件中的旋转的有效固定。
17.替代性地或另外地,环形段的径向外表面可具有至少一个提供防止旋转的固定的特征,特别是至少一个凹部和/或至少一个凸起部。这种提供防止旋转的固定的特征可包括一个或多个凹槽、肋或滚花,其中,提供防止旋转的固定的特征或多个特征可例如布置成沿周向分布在环形段的外轮廓上,以便实现防止旋转的特别有效的固定。
18.根据另外实施例,工件接触面部分地设有凸起部,凸起部特别地具有环形设计和/或布置在工件接触面的与开口相邻或邻接的径向向内设置的区域中。例如,凸起部可以以环形形状围绕环形段的开口延伸,其中,凸起部可以特别地经由圆锥形逐渐变细的斜坡并入开口的内轮廓中。
19.如果工件接触面在安装过程期间移动靠近第一工件,则工件接触面的凸起部首先
与工件接触。在将环形段冲入时,凸起部有利地预先弯曲工件,使得随后与工件接触的冲压边缘作用在弯曲的且因此处于张力下的工件段上。因此,可以促进冲压过程。另外,通过从工件接触面突出的凸起部,可以可靠地从第一工件排出冲料。为了将第一工件牢固地连接到第二工件,在紧固过程期间,凸起部可以用作底模或成形冲头,如将在下面解释的。
20.为了特别可靠地紧固,轴段可以在其径向外侧具有至少一个凹部,所述至少一个凹部至少部分地在周向上延伸,特别地,其中,凹部是在周向上延伸的凹槽。轴段有利地还可具有多个凹槽状的凹部,其例如彼此平行延伸,并且布置成例如在轴段的一个段上或整个轴向范围上分布。也可以仅设置部分周边凹槽。凹部优选地布置在轴段的一个区域中,该区域在紧固元件的预组装状态下在轴向上邻接环形段,并且特别在轴段穿过环形段之后在工件接触面侧从环形段突出。在紧固元件的组装状态下,布置在轴段的该区域中的凹部能够容纳任何位移的材料,特别是第二工件的位移的材料,以便确保有效的紧固。
21.在轴段的在紧固元件的组装状态下保持在环形段内的轴向区域中,可以省略这样的凹部。为了将轴段可靠地紧固在环形段中,例如通过轴段的外轮廓与环形段的内轮廓之间的压配合,可以规定,轴段从联接段到其远离环形段的端部成圆锥形地扩展。必要时,环形段的内轮廓可以具有对应的圆锥形形状。
22.还可以想到的是,轴段至少部分地具有一个或多个轴向凹部,其可用作在轴段穿过环形段之后防止轴段旋转的固定。沿着紧固元件的纵向轴线布置的该至少一个轴向凹部同样可以是凹槽状的,其中,特别是多个轴向凹部布置成沿周向分布在轴段上。
23.为了防止旋转的紧固保护,轴段可以替代性地或另外地在其径向外侧具有至少一个凸起部,所述至少一个凸起部至少部分地在轴向上延伸,特别地,其中,凸起部是在轴向上延伸的肋。这种凸起部例如可以在环形段穿过时刺入开口的壁中,并且可以有效地防止轴段相对于环形段的旋转。如果轴向延伸的凸起部在轴段的一个区域(该区域在组装状态下在工件接触面侧突出超过环形段)中延伸,则也可以相对于第一和/或第二工件实现防止旋转的固定。
24.轴段可以有利地在其远离环形段的端部上具有径向扩展的头段,所述径向扩展的头段至少部分地沿径向突出于开口的内轮廓。径向扩展的头段可以说在轴段穿过环形段的开口时可以用作轴向抵靠,所述轴向抵靠防止轴段被完全引导进入或穿过环形段。径向扩展的头段同时可以用作第二安装装置的第二接合面,借助于第二接合面,可以引导轴段穿过环形段。特别有利的是,在环形段穿过时,径向扩展的头段最终至少区域性地与用于第一安装装置的接合面接合。然后,从第二安装装置到环形段的力传递(排他地或另外地)间接地经由径向扩展的头段是可能的。
25.根据紧固元件的一种从设计方面来说制造特别简单且廉价的构造,轴段的基体具有至少大致圆柱形的形状,其中,环形段的开口可以至少大致是圆形的。与圆柱形形状的偏差例如可以通过凹部或凸起部、特别是凹槽或肋来形成,凹部或凸起部有助于轴段的牢固锚固和/或防止轴段旋转的固定。
26.联接段可设计成使得在轴段与环形段之间建立摩擦锁定、结合和/或形状配合。环形段与轴段之间的连接特别足够强,以例如对于运输以及在借助于第一安装装置将紧固元件冲入期间将轴段受限制地紧固到环形段。然而,连接应当足够容易地分离,例如通过第二安装装置,以便使轴段穿过环形段。
27.这种连接可以以不同的方式产生,例如通过借助于夹紧连接或压配合的摩擦锁定、通过将环形段收缩到轴段上、通过将轴段压入环形段中、通过借助于胶合或钎焊的结合、通过借助于可剪断的底切、闩锁鼻部、夹子连接的形状配合、或通过其它通常已知的连接类型。不同连接类型的组合也是可能的。
28.为了特别灵活地使用紧固元件,轴段和环形段可以包括不同的材料。例如,环形段可以针对与由第一材料组成的第一工件的连接而优化,并且轴段可以一方面针对与环形段的连接而优化,并且另一方面针对与由第二材料组成的第二工件的连接而优化。特别是在第一工件和第二工件的材料彼此不同的混合设计中,可以以这种方式实现特别可靠的连接。
29.为了特别简单且廉价地制造紧固元件,根据实施例,轴段和环形段一体地形成。在这种情况下,轴段和环形段由相同的材料形成。紧固元件的联接段可以是期望的断裂点,断裂点可以具有一个或多个孔缝或薄弱区域,以便于轴段和环形段的分离。
30.本发明的另外主题是一种部件组件,包括第一工件,根据上述实施例中的至少一个实施例的紧固元件的环形段被冲入第一工件中。从第一工件冲出的冲料被处理。自冲压环形段可靠地连接到第一工件。轴段和环形段仍借助于联接段彼此联接,并且轴段在紧固元件的纵向上邻接紧固元件的接合面。
31.根据有利的实施例,第一工件的在冲入之前远离紧固元件的表面在与第一工件中通过冲入产生的开口相邻或邻接的区域中大致与工件接触面齐平地布置。冲入方向有利地与紧固元件的纵向一致并且对应于自冲压紧固元件在冲入期间被压入力作用的方向。因此,从紧固元件的轴端到环端观察,第一工件的远离轴端的一侧和工件接触面在纵向上彼此对齐,而工件接触面的凸起部(如果设置了凸起部)在轴向上突出超过第一工件的该侧。
32.为了将第一工件和第二工件彼此连接,第二工件现在可以有利地在远离轴段的该侧抵靠紧固元件的工件接触面放置,并且在钣金零件的情况下,特别是与第一工件平行地抵靠部件组件放置,然后可以紧固到部件组件。
33.部件组件还可包括接触工件接触面的第二工件,其中,由联接段提供的轴段和环形段的连接是分开的,并且轴段布置在环形段的开口中,使得轴段的端部突出到第二工件中或突出穿过第二工件。因此,第二工件可以形状配合和/或力配合的方式连接到轴段和/或环形段。为了特别可靠的连接,轴段特别地以形状配合和/或力配合的方式容纳在环形段中。
34.根据另外的实施例,第二工件的远离环形段的表面具有凹部,特别是环形凹部,凹部径向地布置在轴段的突出到第二工件中或突出穿过第二工件的端部的外部并且与其相邻。这种凹部例如可以通过模具、特别是第二安装装置的模具来生产。从凹部位移的材料可以有助于通过紧固元件牢固地连接第一工件和第二工件。
35.第二工件的材料例如通过模具的作用和/或通过工件接触面上的凸起部被特别地推入布置在轴段的径向外侧处的至少一个凹部中。材料也可以被推入环形段和/或轴段的多个凹部中,或者推入到保持在环形段与轴段之间的切口中,使得实现工件的特别可靠的紧固,该紧固可以根据凹部的设计而免于旋转。
36.第一工件的材料至少在围绕紧固元件的区域中可以比第二工件的材料更坚固,其中,特别地,第一工件在该区域中包括钢,优选地高强度钢,并且第二工件在该区域中包括
铝。因此,第一工件可以有助于紧固元件和第二工件的特别稳定的锚固。第一工件的强度优选在800至2000mpa的范围内,特别优选在1200至2000mpa的范围内。第二工件的强度优选在80至600mpa的范围内。
37.本发明还涉及一种制造根据上述实施例中的至少一个实施例的部件组件的方法。方法至少包括以下步骤:(1)提供第一工件;以及(2)在产生冲料的同时将根据上述至少一个实施例的紧固元件的环形段冲入第一工件中,其中,第一安装装置在冲入时作用在环形段的接合面上。
38.冲入可以在第一工件的加压硬化期间或之后进行。
39.第一安装装置可以包括冲头和模具,其中,第一安装装置的冲头有利地具有用于紧固元件的轴段的切口和可以与环形段的接合面接合的接触面。通过沿着特别是与紧固元件的纵向一致的冲入方向压下冲头,环形段可被特别是垂直于第一工件的表面作用的压入力作用。因此,可以借助于环形段的冲压边缘在第一工件中产生紧固紧固元件所需的孔。因此,第一工件不需要具有用于附接紧固元件的预制孔。模具可以具有通道口,特别是与冲头同轴的中心通道口,通过通道口处理冲料。
40.根据实施例,在插入紧固元件之前,工件可以至少局部地加热,特别是加热到大于500℃、大于600℃、大于700℃、大于800℃、大于900℃或大于1000℃(例如高达1030℃)的温度。在插入紧固元件期间,温度可以低于在加热工件时达到的最高温度,并且可以例如在500℃至800℃之间。工件的加热可以简化冲入过程,其中,第一工件的温度可以有利地根据工件和/或紧固元件所使用的材料而适当地选择。因此,紧固元件可以有利地插入到工件中,在未加热状态下,该工件的强度超过紧固元件的强度。例如,第一工件的加热可以作为加压硬化过程或热成形过程的一部分发生。
41.这样,通常变得可以将例如冲压铆钉的紧固元件插入到金属板中,所述金属板具有高强度,特别是在再次冷却的状态下,并且具有例如大于600mpa、特别是大于1200mpa并且高达2000mpa或甚至大于2000mpa的强度。同时,通过加热有效避免了工件中微裂纹的形成。因为工件在冲压过程之后在冷却时收缩并且因此在冲入的紧固元件上施加稳定的夹紧作用,所以产生特别稳定且可靠的连接。
42.在方法的上述步骤中的至少一个之后,特别是在将紧固元件冲入第一工件中之后,可以提供第二工件,使得所述第二工件与冲入第一工件中的环形段的工件接触面接触,其中,随后借助于第二安装装置将轴段加压穿过环形段的开口并抵靠第二工件,使得轴段的端部突出到第二工件中或突出穿过第二工件。第二安装装置可以包括第二冲头和第二模具,其中,冲头特别是例如经由与轴段的头段相关联的第二接合面作用在轴段上。另外,第二安装装置可以包括向下夹持器,其将其中冲有环形段的第一工件抵靠第二模具和/或第二工件固定。例如,向下夹持器可具有环形横截面,并可围绕紧固元件定位。通过向轴段施加压入力,特别是沿着轴段的纵向作用的压入力,联接段优选地首先被分离,使得轴段相对于环形段变得可移动,并且轴段随后被引导穿过环形段。
43.根据方法的实施例,不加热第二工件。第二工件特别是在大约室温或在通常在给定的生产条件下存在的温度下附接到具有冲入的环形段的第一工件。没有特别地提供第二工件的主动加热,其中,不排除由于冲压过程本身引起的(相对轻微的)加热。
44.优选地,在将轴段压入第二工件中时,从第二工件中冲出冲料。为了处理第二冲
料,第二安装装置的第二模具可以具有对应的开口,开口也可以容纳可能穿过第二工件的轴段。
45.为了建立第一工件与第二工件的稳定连接,第二工件的完全穿透和冲料通过轴段的冲出不是绝对必要的。例如,可以规定,将轴段压入第二工件的材料中而不穿透第二工件,其中,可以提供轴段的再成形,例如第二工件内的径向扩展,这确保轴段在第二工件中的锚固。然而,在许多情况下,在轴段扩展或不扩展的情况下穿透第二工件是有利的。
46.第二安装装置特别首先作用于轴段,以将所述轴段压靠在第二工件上,直到轴段已经到达期望的端部位置,特别是相对于环形段。第二安装装置随后作用于环形段,特别是经由接合面,以将环形段压靠在第二工件上。为此,第二安装装置的冲头可以具有接触段,其用于接触紧固元件,接触段设计成使得在第二安装过程开始时,接触段借助于接触段的第一区域接触紧固元件的第二接合面,第二接合面特别布置在轴段处,并且接触段向轴段施加压入力,直至轴段到达相对于环形段或环形段中的期望的端部位置为止。第二冲头的接触段还可以具有第二区域,第二区域特别是在径向外侧围绕第一区域,并且在到达轴段与环形段之间的相对端部位置时,接触环形段、特别是接合面,并且在第二工件的方向上向环形段施加压入力。在这方面,第二冲头的第一区域有利地保持与轴段接合,使得维持轴段和环形段的相对对齐。
47.替代性地,可以规定,第二冲头仅具有上述的与轴段的头段协作的第一区域。在轴段相对于环形段的期望端部位置,轴段的头段可以与环形段接合,特别是与接合面接合,使得在通过第二冲头进一步向轴段施加压入力时,环形段可以说被轴段在第二工件的方向上携带并且被压在第二工件上,而轴段和环形段至少大致不再相对于彼此移动。
48.在压入轴段时,第二工件可设置在模具上,所述模具具有凸起部,凸起部从用于第二工件的支撑面突出,并且具有在径向上设置在轴段的外轮廓的外部的径向内轮廓,特别地,其中,第二工件的材料被模具推靠在轴段上并且可能进入布置在轴段的径向外侧处的至少一个凹部,其中,特别地,工件接触面的凸起部用作底模,以将第二工件的材料推入布置在轴段的径向外侧处的至少一个凹部中。从支撑面突出的凸起部可以例如是环形的,其中,凸起部的内轮廓可以在径向内侧处锥形地(即,在轴段的外轮廓的方向上、在模具的开口的方向上)倾斜。当环形段在第二工件的远离模具的一侧处压靠在第二工件上时,模具的凸起部特别可以使第二工件的材料位移。工件接触面或工件接触面的与模具上的凸起部相对应的凸起部可以用作底模或成形冲头,以将第二工件的材料推入轴段的至少一个凹部中,并且可选地,推入模具和/或工件接触面上的凸起部的锥形倾斜区域中。
49.第一安装装置和第二安装装置优选相对于紧固元件的纵向轴线同轴地并且在相同的冲入方向上起作用。
附图说明
50.下面将参照可能的实施例和附图,仅通过示例的方式描述本发明。示出了:
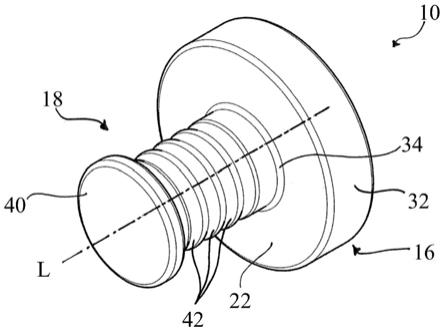
51.图1a是根据本发明的紧固元件的第一透视图;
52.图1b是图1的紧固元件的第二透视图;
53.图1c是图1的紧固元件的环形段的轴向端面视图;
54.图1d是图1的紧固元件的侧视图和剖视图;
55.图2是在将图1a至图1d的紧固元件插入第一工件中之前的紧固元件和第一安装装置;
56.图3是在将图1a至图1d的紧固元件冲入第一工件中期间的紧固元件和第一安装装置;
57.图4是根据本发明的部件组件的实施例的剖视图,包括第一工件和已冲入的图1的紧固元件;
58.图5是在连接到第二工件之前的图4的部件组件和第二安装装置;
59.图6是在轴段穿过环形段期间的图4的部件组件和第二安装装置;
60.图7是在连接到第二工件期间的图4的部件组件和第二安装装置;以及
61.图8是图7的部件组件,包括第一工件、第二工件和紧固的紧固元件。
具体实施方式
62.图1a示出了由金属组成的自冲压紧固元件10,用于连接第一工件12(参见图2)和第二工件14(参见图5)。紧固元件包括沿着紧固元件10的纵向轴线l同轴布置的环形段16和轴段18。
63.环形段16具有呈圆环形的圆形外轮廓并且在周向上围绕圆形的轴向开口20(参见图1b)。在其面向轴段18的一侧,环形段16具有用于第一安装装置44(参见图2)的沿径向延伸的环形接合面22(图1a)。环形工件接触面24布置在环形段16的远离轴段18和接合面22的一侧上,并且至少部分地与接合面22平行地对齐。
64.工件接触面24在径向外侧上由冲压边缘26界定,该冲压边缘26设置成在第一工件12中冲出孔,在紧固元件10冲入时,紧固元件10或环形段16插入该孔中。
65.在径向内侧处,工件接触面24具有凸起部28,在本实施例中,该凸起部具有环形设计,并且具有工件接触面24的径向宽度的大约一半。凸起部28与开口20径向相邻,从开口20到凸起部28的过渡形成为过渡圆锥30。
66.在此示出的紧固元件10的环形段16关于纵向轴线l旋转对称。然而,环形段16通常也可以具有不同于环形的外轮廓,并且可以例如具有卵形或多边形的横截面。例如,通过这种替代实施例,可以实现在插入第一工件12之后防止环形段16旋转的有效固定。环形段16的径向外表面32可以替代性地或另外地也设有一个或多个提供防止旋转的固定的特征,例如凸起部或凹部(未示出)。可以想到在径向外表面32上形成凹槽,特别是轴向凹槽、肋、通道或滚花。
67.在环形段16的远离工件接触面24的一侧,轴段18在紧固元件10的轴向上与环形段16邻接,其中轴段18与环形段16的开口20同轴地布置。在所示的实施例示例中,轴段18具有圆形的横截面和大致圆柱形的形状。
68.轴段18借助于联接段34(参见图1d)连接到环形段16。在所示的实施例中,环形段16和轴段18形成为一体,其中,联接段34包括在环形段16与轴段18之间的一种桥,所述桥由与环形段16和轴段18相同的材料组成。
69.联接段34通常也可以设计成使得轴段18以摩擦锁定或形状配合的方式紧固到环形段16,例如通过夹紧或通过卡扣连接。在这种情况下,环形段16和轴段18也可以由不同的材料制成。在任何情况下,联接段34形成为紧固元件10的一种期望的断裂点,在该断裂点
处,环形段16可以以目标方式与轴段18分离。
70.轴段18从环形段16延伸到其远离环形段的端部,在该端部处,轴段具有径向扩展的头段40。径向扩展的头段40在径向上一方面突出到轴段18的外轮廓36之上,另一方面突出到环形段16的开口20的内轮廓38之上。
71.轴段18的外轮廓36设计成使得其与环形段16的开口20的内轮廓38互补。在所示的实施例示例中(参见图1d),圆形开口20的内轮廓38或内径与大致圆柱形轴段18的外轮廓36或外径彼此对应,使得轴段18在联接段34分离之后可以被容纳在开口20中。
72.当由联接段34提供的联接被取消时,轴段18可以被引导穿过环形段16。由于轴段18的轴向范围as大于环形段16的轴向范围ar,因此轴段18可以被引导穿过开口20,直到它在环形段16的工件接触面24侧再次从环形段16离开为止。在接合面22侧,轴段18可以被引导穿过环形段的开口20,直到径向扩展的头段40与环形段16的接合面22接合,并且防止轴段18相对于环形段16的进一步轴向位移为止。径向扩展的头段40因此用作轴段18的轴向抵靠(参见图7)。
73.轴段18在其外轮廓上具有多个沿周向延伸的通道状或凹槽状的凹部42。如从图7和图8中变得清楚的,这些凹部使得紧固元件10在两个工件12和14连接时的组装状态下能够特别有效地轴向拉出固定。为了形成防止旋转的固定,轴段18可以替代性地或另外地还具有至少部分地沿轴向延伸的凹部或凸起部,例如,在环形段16穿透时凿入开口20的内壁中和/或工件12和14中的一个中的至少一个通道或肋。
74.紧固元件10借助于第一安装装置44冲入到第一工件12中,如图2至图4所示。为此,上述紧固元件10沿着与根据图2的紧固元件的纵向轴线l平行的冲入方向e一直引导到第一工件。第一安装装置44包括:模具46,其具有通道口48;以及冲头50,其具有可与紧固元件10的环形段16的接合面22接合的接触面52。为了容纳轴段18,冲头50具有切口54,使得由冲头50施加的冲入力仅作用在环形段16上,而不作用在轴段18上。
75.在所示的实施例示例中,第一工件12是金属板并且特别地由高强度钢制成。为了减小所需的冲入力并且避免或者至少最小化在高强度的第一工件12中在冲入紧固元件10时产生微裂纹,第一工件12至少在冲入区域中被加热到大约730℃的钣金温度。加热过程特别可以作为加压硬化过程的一部分而发生。在这方面,第一工件例如可以被加热到大约1030℃,然后在大约730℃的工件温度下,紧固元件10可以插入到第一工件12中。这样,可以将紧固元件10引入到本身不是由高强度材料制成的、而是例如简单的钢零件的高强度的第一工件12中。第一工件12被预热的温度可以适应于其材料特性。因此,第一工件12例如可以在热成形过程和紧固元件10的冲入之后实现其期望的高强度材料特性。
76.为了冲入加热的第一工件12中,紧固元件10通过冲头50和模具46的朝向彼此的相对移动而沿着冲入方向e在工件接触面24在前的情况下与第一工件12接触,由此,工件接触面24的凸起部28首先与第一工件12接触。凸起部28由于施加的冲入力而已经使第一工件在冲入方向上弯曲,并且因此在金属板中产生应力。最后,随着继续的冲入移动,冲压边缘26与预加载的工件段56接触,使得第一工件12在冲压边缘26的区域中被切穿,同时产生冲料58,并且紧固元件10的环形段16被冲压到加热的第一工件12中(参见图3)。冲料58通过模具的通道口48被处理,其中工件接触面24的凸起部28作为位移结构有助于冲料58的可靠排出。
77.图4示出了所得到的第一部件组件60,包括第一工件12,紧固元件10的环形段16被冲入到该第一工件12中。冲入之前的第一工件12的远离紧固元件10的表面62(即根据图4的第一工件12的下表面62)与冲压到第一工件12中的紧固元件10的邻接工件接触面24对齐齐平。
78.第一部件组件60从第一安装装置44中取出,并且冷却到环境温度,例如冷却到大约20℃。在冷却时,第一工件12收缩,使得工件12在紧固元件10上施加夹紧作用,并且环形段16与第一工件12的连接得到另外改善。
79.在进一步的过程中,第一部件组件60的第一工件12借助于第二安装装置64连接到所提供的第二工件14,如图5至图8所示。在所示的实施例示例中,第二工件14同样是由金属(例如铝板)制成的钣金零件。因此,第一工件12的材料具有比第二工件14的材料更高的强度;第一工件14特别也可以是塑料零件。第二工件14优选地由延展性材料组成,使得其可以以合适的方式变形(参见下文)。通常也可以想到的是,第二工件14由塑料制成。
80.第二安装装置64在图5中示出,并且包括第二模具66,该第二模具具有圆形的第二通道口68和用于第二工件14的支撑面70,该支撑面围绕第二通道口68布置。从支撑面70突出并且经由锥形区域74并入到第二通道口68中的环形的凸起模具部72围绕第二通道口68布置。此外,第二安装装置包括第二冲头76,该第二冲头包括第一接触区域78和第二接触区域80,其中,第一接触区域78与轴段18的径向扩展头段40上的第二接合面79接合,并且第二接触区域80与接合面22接合。第二安装装置64还包括用于固定第一部件组件60的向下夹持器82。
81.图5示出了如何提供第二工件14以便在第二模具的支撑面70上并且特别是在从其突出的凸起模具部72上连接到第一部件组件60。第一部件组件60定位在第二安装装置64中,使得环形段16的工件接触面24并且特别是工件接触面24的凸起部28接触第二工件14。因此,在第二安装过程开始时,第二工件14夹紧在工件支撑面24的凸起部28与凸起模具部72之间,其中,第二工件14布置成在凸起部28和72的区域之外与第一工件12和支撑面70都隔开。
82.与第一安装装置44一样,第二安装装置64与纵向轴线l同轴地作用在紧固元件10上。向下夹持器82固定该布置。第二冲头76首先借助于第一接触区域78仅与轴段18的第二接合面79接合,使得由第二安装装置64产生的压入力仅作用在轴段18上,而不作用在环形段16上。不提供对第二工件14的主动加热。
83.图6示出了用于连接第一和第二工件12、14的紧固元件10如何通过第二冲头76和第二模具66的朝向彼此的相对移动而沿冲入方向e受到冲入力的作用。所述冲入力在联接段34的期望断裂点处实现轴段18和环形段16的分离,使得轴段18随后沿着冲入方向e被引导穿过环形段16的开口20。在压入过程中,轴段18的远离径向扩展的头段40的端部被压到第二工件14上,其中,借助于由联接的分离产生的轴段18的第二冲压边缘83从第二工件14的铝板冲出冲料82,并且通过第二模具66的第二通过口68排出冲料82。
84.然后,轴段18被进一步加压穿过环形段16的开口20,直到其到达相对于环形段16的期望的端部位置为止。在所示的实施例示例中,当轴段18的径向扩展的头段40通过第二安装装置64的冲头76和模具66的相对移动而与环形段16的接合面22接触时,到达该端部位置。
85.此时,冲头76的第二接触区域80同样与接合面22接合,使得第二安装装置64的冲入力在进一步压入时也经由接合面22作用于环形段16上,并且沿着冲入方向e将所述环形段16压靠在第二工件14上,而轴段18和环形段16的相对位置保持恒定,因为第二冲头76也继续经由第一接触区域78将冲入力施加到轴段18。此时,轴段18已经布置在环形段16的开口20中,使得轴段18的端部突出到第二工件14中,或者如在根据图6和图7的所示实施例示例中那样突出穿过第二工件14。
86.一旦冲头76也向环形段16施加冲入力,一方面,环形段16的工件接触面24就被压靠在与其接触的第二工件14上,而另一方面,第二工件14被压靠在第二模具66的接触面70和凸起模具部72上。由于凸起模具部72和环形段16的工件接触面24的凸起部28(可以说用作底模)的作用,第二工件14的材料被压入布置在轴段18的径向外侧处的凹部42中,因为材料从设置在凸起部28与凸起模具部72之间的第二工件14的锥形区域84位移。因此,在第二工件14的远离环形段16的下表面85上,形成与凸起模具部72对应的凹部86,该凹部是环形的并且围绕通过第二工件14突出的轴段18延伸。此外,第二工件14的材料一方面也被推入到环形元件16的过渡圆锥30的且另一方面到第二模具66的锥形区域74的圆锥形逐渐变细的区域中。
87.这样,在第一和第二工件12、14与紧固元件10之间产生了图8所示的具有拔出安全性的有效连接,其中,在第二安装装置64中进行冲入过程之后,第一和第二工件12和14以第一工件12的下表面62和第二工件14的上表面87彼此接触。在此示出的实施例示例的紧固元件10可用于具有不同钣金厚度的第一和第二工件12和14。
88.如果需要,轴段18的远离头段40并从第二工件14突出的端部可以径向扩展,以产生使连接更可靠的底切。
89.附图标记列表
90.10 紧固元件
91.12 第一工件
92.14 第二工件
93.16 环形段
94.18 轴段
95.20 开口
96.22 接合面
97.24 工件接触面
98.26 冲压边缘
99.28 凸起部
100.30 过渡圆锥
101.32 环形段16的径向外表面
102.34 联接段
103.36 轴段的外轮廓
104.66 开口20的内轮廓
105.40 径向扩展的头段
106.42 轴段的凹槽状凹部
107.44第一安装装置
108.46模具
109.48通道口
110.50冲头
111.52接触面
112.54切口
113.56预加载的工件段
114.58冲料
115.60部件组件
116.62第一工件12的下表面
117.64第二安装装置
118.66第二模具
119.68第二通道口
120.70支撑面
121.72凸起模具部
122.74锥形区域
123.76第二冲头
124.78第一接触区域
125.79第二接合面
126.80第二接触区域
127.82第二冲料
128.83第二冲压边缘
129.84锥形区域
130.85第二工件14的下表面85
131.86对应于凸起模具部72的凹部86
132.87第二工件14的上表面
133.l纵向轴线
134.as轴段18的轴向范围
135.ar环形段16的轴向范围
136.e冲入方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1