一种热轧过渡材粗轧区域宽度控制方法与流程
1.本发明涉及一种控制方法,具体涉及一种热轧过渡材粗轧区域宽度控制方法,属于热轧粗轧的模型生产控制技术领域。
背景技术:
2.热轧生产时,由于市场合同变化,安排计划时,考虑到不同的合同间轧制条件如温度、规格等的变化,需要安排过渡材进行计划间的过渡。此类带钢计划长度较少,在轧制时,由于现场条件的变化以及控制要求的不同,极易出现宽度的超宽或设定窄现象,而且,普通的自适应修正功能无法实现短时间内的宽度修正作用,影响热轧的成材率和生产稳定性。方案实施前,此类钢的轧制方式一般通过操作工的手动宽度修正,会出现以下问题:首先控制延迟,操作人员会在一块带钢轧制完成后,才能对下一块进行干预;其次干预出错,操作修正无法识别前后两块带钢是否同批次轧制,修正时会由于分类发生变化而导致修正出错。因此,迫切的需要一种新的方案解决上述技术问题。
技术实现要素:
3.本发明正是针对现有技术中存在的问题,提供一种热轧过渡材粗轧区域宽度控制方法,该技术方案通过对过渡材在粗轧区域的轧制特点以及计划特性,通过模型宽度设定方法、自适应学习方式及特定的宽度修正方式,减少操作干预,实现过渡材的高质量轧制。
4.为了实现上述目的,本发明的技术方案如下,一种热轧过渡材粗轧区域宽度控制方法,所述方法包括以下步骤:
5.s1、根据带钢分类变化,确定是否是过渡材,并对长时学习系数赋初始值,
6.s2、根据信息变化量,进行自自学习节奏step和置信度调整,
7.s3、根据长时学习,对此带钢进行宽度调整,完成带钢的宽度设计,
8.s4、根据前后带钢的信息进行短时自学习计算,并修改长时学习系数,
9.s5、根据每道次轧制偏差,进行宽度修正补偿。
10.其中,步骤s1、根据带钢分类变化,确定是否是过渡材,并对长时学习系数赋初始值,具体如下:
11.判断带钢是否为过渡材,在热轧控制系统中可通过带钢的分类变化,主要集中在宽度大偏差、厚度大偏差、终轧温度大偏差及种类分类变化,如表1所示:
[0012][0013][0014]
表1:带钢分类
[0015]
在进行过渡材判断时,根据钢种的分类情况与上一块带钢的分类比较,每个发生变化+1,累加变化量,当变化量累加值sc超过2时就认为是过渡材;
[0016]
过渡材控制时,引入长时学习遗传系数和短时遗传学习系数,由于过渡材是穿插
在各个计划之间进行生产的,生产的间隔不固定且时间较长,在自学习控制时,普通的利用上一块带钢自适应系数进行逐步控制无法满足需求。引入长时学习,通过将此类带钢按照前面的分类标准保存下来,后期生产时可直接调用。引入短时遗传系数的目的是为了过渡材在连续生产时,而做的临时自学习,通过对短时的实时修改,确保带钢快速修正和调整。
[0017]
通过分类信息绘制粗轧区域长时学习遗传系数表(见表2),第一次轧制时,初始的粗轧长时遗传系数即带钢的短时学习系数,根据现场的生产情况,定义范围为0.9~1.18,为防止带钢窄影响合同,所以根据经验,初始短时遗传系数采用1.014。经过一次轧制后,遗传系数表中就会存入相应的分类信息及遗传系数,此时的遗传系数即称为长时学习系数。
[0018]
钢种分类宽度分类厚度分类终轧温度分类长时遗传值短时遗传值
ꢀꢀꢀꢀꢀꢀ
[0019]
表2:遗传值表。
[0020]
其中,s2、根据信息变化量,进行自学习节奏step和置信度调整,具体如下,
[0021]
过渡材轧制时,由于计划较短,所以学习节奏需要快,故模型的自学习节奏step需要调大。另外由于各计划之间的间隔时间比较长,现场的一些控制条件也会随之发生变化,宽度控制时需要即考虑短时学习,又考虑长时学习,所以增加长时学习置信度,学习置信度根据s1计算的信息变化量累加值sc进行确定,当sc较大变化时,长时学习置信度增大,反之则减少,这两个值都是根据现场轧制总结的经验值,如下表3所示:
[0022] 轧制间隔时间信息变化量累加值sc自学习节奏step置信度delta 》10天》=30.80.9 》3天》=21.10.7 》1天《21.40.5
[0023]
表3:自学习节奏step和置信度delta配置表
[0024]
其中模型自学习节奏step作用是根据控制方式,调整自学习的步伐,当信息变化量累加值sc较大时,增大自学习节奏,避免由于计划太短导致学习不过来问题。置信度delta是长时学习和短时学习的置信程度。当轧制间隔时间较长时,长时学习的置信度增加,确保宽度控制的准确性。
[0025]
其中,s3、根据长时学习,对此带钢进行宽度调整,完成带钢的宽度设计,具体如下,
[0026]
带钢的学习系数通过带钢在粗轧区域的实际宽展与计算宽展的偏差计算出来,反应了此带钢粗轧区域宽度偏差情况,所以在下次轧制时,可以作为重要的参考依据进行宽度调整。
[0027]
调整公式为公式一:
[0028]
粗轧目标宽度=粗轧目标宽度-[粗轧长时学习值*置信度delta+粗轧短时学习值*(1-delta)]*自学习节奏step;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式一;
[0029]
其中,s4、根据前后带钢的信息进行短时自学习计算,并修改长时学习系数,具体如下,
[0030]
此步骤涉及到长时、短时自学习的更新问题。自学习系数在第一次轧制时采用的是初始值,随着现场轧制的延续,需要不断的进行更新。短时学习的更新方式为:根据前后带钢的实际宽度与设定宽度偏差进行相应的调整,其调整方法与普通带钢生产相同,在本
方法中不做详细说明。
[0031]
在同类别的带钢生产过程中,长时学习根据短时学习进行更新,即长时学习在同类别生产中,采用上一块带钢的短时学习,当换类别时,长时学习保持最后一块轧制后的短时学习值,直到下次重新轧制此类别钢时再进行更新。
[0032]
其中,s5、根据每道次轧制偏差,进行宽度修正补偿,具体如下,
[0033]
据行业调查,现有的热轧生产时粗轧区域都采用可逆轧机进行轧制。针对过渡材,粗轧模型增加了根据每道次之间的轧制偏差,并将此偏差放到对应的下一道次中进行宽度修正。从每一道次开始逐步消除偏差。
[0034]
s51、每道次轧制时模型进行一次道次间的模型计算,根据现场设备、工艺等参数变化量,计算出一个目标宽度;
[0035]
s52、获取模型通过现场生产的宽度检测器取得现场实际宽度平均值,根据检验,去除头部15m的宽度异常;
[0036]
s53、获得每道次设定与实际的偏差,并用到前面计算的每道次的宽度目标值中,见公式二,当最后道次时道次间目标宽度即为最终的粗轧目标宽度;
[0037]
道次间目标宽度=原设定道次目标宽度+道次偏差宽度;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式二。
[0038]
相对于现有技术,本发明具有如下优点,本方案是针对热轧生产中的过渡材进行质量改进,这一直是热轧生产的控制难点。现有的宽度控制模型都是在反复轧制后不断自我调整达到质量稳定的目标,而过渡材计划短、规格变化大,依靠固有的技术很难实现高精度控制。本方法利用长时学习、自学习节奏调整及置信度等方式实现宽度学习值的继承和更新,并利用道次间设定的特点进行宽度的补偿修正,有效的解决了过渡材的宽度拉窄超宽质量问题。
[0039]
本方法的技术优点如下:
[0040]
1、根据现场的带钢规格进行分类,并依据规格分类变化量作为过渡材与非过渡材的判断标准,通过此步骤,可以通过全自动的方式进行模型的设定工作,相比较人工判定,其错误率更低,且可提前预知,便于模型预设定。
[0041]
2、通过增加长时自学习、短时自学习的方式,且根据分类变化量及轧制间隔时间等参数,进行置信度和自学习步伐的设置,既保证了过渡材的轧制延续性有保证了现场的快速响应性。此方法可以用于多种制造行业,具体的参数设置可根据行业自身特点进行设置。
[0042]
3、每增加道次轧制偏差,进行宽度修正补偿,这种方式可以在轧制过程中消除过程偏差,如测量系统偏差、设备偏差等,实现早控制早受益,避免偏差累积后导致无法纠正,减少后序控制费用。
具体实施方式:
[0043]
为了加深对本发明的理解,下面结合实施例对本发明做详细的说明。
[0044]
实施例1:一种热轧过渡材粗轧区域宽度控制方法,所述方法包括以下步骤:
[0045]
s1、根据带钢分类变化,确定是否是过渡材,并对长时学习系数赋初始值,
[0046]
s2、根据信息变化量,进行自自学习节奏step和置信度调整,
[0047]
s3、根据长时学习,对此带钢进行宽度调整,完成带钢的宽度设计,
[0048]
s4、根据前后带钢的信息进行短时自学习计算,并修改长时学习系数,
[0049]
s5、根据每道次轧制偏差,进行宽度修正补偿。
[0050]
其中,步骤s1、根据带钢分类变化,确定是否是过渡材,并对长时学习系数赋初始值,具体如下:
[0051]
判断带钢是否为过渡材,在热轧控制系统中可通过带钢的分类变化,主要集中在宽度大偏差、厚度大偏差、终轧温度大偏差及种类分类变化,如表1所示:
[0052] 钢种分类宽度分类厚度分类终轧温度分类层别范围1-201-81-71-10
[0053]
表1:带钢分类
[0054]
在进行过渡材判断时,根据钢种的分类情况与上一块带钢的分类比较,每个发生变化+1,累加变化量,当变化量累加值sc超过2时就认为是过渡材;
[0055]
过渡材控制时,引入长时学习遗传系数和短时遗传学习系数,由于过渡材是穿插在各个计划之间进行生产的,生产的间隔不固定且时间较长,在自学习控制时,普通的利用上一块带钢自适应系数进行逐步控制无法满足需求。引入长时学习,通过将此类带钢按照前面的分类标准保存下来,后期生产时可直接调用。引入短时遗传系数的目的是为了过渡材在连续生产时,而做的临时自学习,通过对短时的实时修改,确保带钢快速修正和调整。
[0056]
通过分类信息绘制粗轧区域长时学习遗传系数表(见表2),第一次轧制时,初始的粗轧长时遗传系数即带钢的短时学习系数,根据现场的生产情况,定义范围为0.9~1.18,为防止带钢窄影响合同,所以根据经验,初始短时遗传系数采用1.014。经过一次轧制后,遗传系数表中就会存入相应的分类信息及遗传系数,此时的遗传系数即称为长时学习系数。
[0057]
钢种分类宽度分类厚度分类终轧温度分类长时遗传值短时遗传值
ꢀꢀꢀꢀꢀꢀ
[0058]
表2:遗传值表。
[0059]
其中,s2、根据信息变化量,进行自学习节奏step和置信度调整,具体如下,
[0060]
过渡材轧制时,由于计划较短,所以学习节奏需要快,故模型的自学习节奏step需要调大。另外由于各计划之间的间隔时间比较长,现场的一些控制条件也会随之发生变化,宽度控制时需要即考虑短时学习,又考虑长时学习,所以增加长时学习置信度,学习置信度根据s1计算的信息变化量累加值sc进行确定,当sc较大变化时,长时学习置信度增大,反之则减少,这两个值都是根据现场轧制总结的经验值,如下表3所示:
[0061] 轧制间隔时间信息变化量累加值sc自学习节奏step置信度delta 》10天》=30.80.9 》3天》=21.10.7 》1天《21.40.5
[0062]
表3:自学习节奏step和置信度delta配置表
[0063]
其中模型自学习节奏step作用是根据控制方式,调整自学习的步伐,当信息变化量累加值sc较大时,增大自学习节奏,避免由于计划太短导致学习不过来问题。置信度delta是长时学习和短时学习的置信程度。当轧制间隔时间较长时,长时学习的置信度增加,确保宽度控制的准确性。
[0064]
其中,s3、根据长时学习,对此带钢进行宽度调整,完成带钢的宽度设计,具体如下,
[0065]
带钢的学习系数通过带钢在粗轧区域的实际宽展与计算宽展的偏差计算出来,反应了此带钢粗轧区域宽度偏差情况,所以在下次轧制时,可以作为重要的参考依据进行宽度调整。
[0066]
调整公式为公式一:
[0067]
粗轧目标宽度=粗轧目标宽度-[粗轧长时学习值*置信度delta+粗轧短时学习值*(1-delta)]*自学习节奏step;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式一;
[0068]
其中,s4、根据前后带钢的信息进行短时自学习计算,并修改长时学习系数,具体如下,
[0069]
此步骤涉及到长时、短时自学习的更新问题。自学习系数在第一次轧制时采用的是初始值,随着现场轧制的延续,需要不断的进行更新。短时学习的更新方式为:根据前后带钢的实际宽度与设定宽度偏差进行相应的调整,其调整方法与普通带钢生产相同,在本方法中不做详细说明。
[0070]
在同类别的带钢生产过程中,长时学习根据短时学习进行更新,即长时学习在同类别生产中,采用上一块带钢的短时学习,当换类别时,长时学习保持最后一块轧制后的短时学习值,直到下次重新轧制此类别钢时再进行更新。
[0071]
其中,s5、根据每道次轧制偏差,进行宽度修正补偿,具体如下,
[0072]
据行业调查,现有的热轧生产时粗轧区域都采用可逆轧机进行轧制。针对过渡材,粗轧模型增加了根据每道次之间的轧制偏差,并将此偏差放到对应的下一道次中进行宽度修正。从每一道次开始逐步消除偏差。
[0073]
s51、每道次轧制时模型进行一次道次间的模型计算,根据现场设备、工艺等参数变化量,计算出一个目标宽度;
[0074]
s52、获取模型通过现场生产的宽度检测器取得现场实际宽度平均值,根据检验,去除头部15m的宽度异常;
[0075]
s53、获得每道次设定与实际的偏差,并用到前面计算的每道次的宽度目标值中,见公式二,当最后道次时道次间目标宽度即为最终的粗轧目标宽度;
[0076]
道次间目标宽度=原设定道次目标宽度+道次偏差宽度;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式二。具体实施例:
[0077]
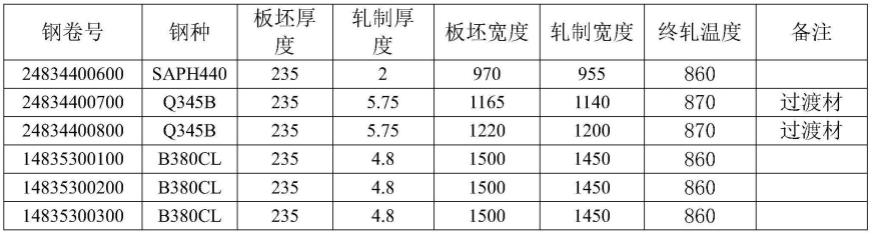
1780热轧轧线轧制带钢计划表:
[0078][0079]
粗轧区域控制方法如下:
[0080]
带钢:24834400700
[0081]
步骤s1:根据带钢分类变化,确定是否是过渡材,并对长时学习系数赋初始值;
[0082][0083][0084]
过渡材判断:
[0085]
根据钢种的分类情况与上一块带钢的分类比较,每个发生变化+1,累加变化量,当变化量累加值sc超过2时就认为是过渡材,此带钢的累加值sc为3,确定为过渡材。
[0086]
由于此类钢并非第一次生产,此带钢的长时学习系数:1.4569;
[0087]
短时学习系数为:1.13305;
[0088]
本块钢与同分类的上块钢的轧制时间差为80小时;
[0089]
步骤s2:根据信息变化量,进行自自学习节奏step和置信度调整;
[0090]
由于此带钢轧制时间差80小时,超过三天,且累加值3
[0091]
自学习节奏step:1.1;
[0092]
置信度delta:0.7;
[0093]
步骤s3:根据长时学习,对此带钢进行宽度调整,完成带钢的宽度设计;
[0094]
模型通过置信度和自学习节奏计算后的遗传系数为:
[0095]
遗传系数=[粗轧长时学习值*置信度delta+粗轧短时学习值*(1-delta)]*自学习节奏step
[0096]
=(1.4569*0.7+1.13305*0.3)*1.1=1.5609
[0097]
设定粗轧目标宽度修改前为:1167.3
[0098]
经过设定补偿后的粗轧目标宽度:1168.8
[0099]
步骤s4、根据前后带钢的信息进行短时自学习计算,并修改长时学习系数;
[0100]
此块带钢在轧制时,下一块带钢由于发生类别变化,所以,长时学习系数变为当前刚的短时系数,长时学习系数更改为1.3305;
[0101]
步骤s5、根据每道次轧制偏差,进行宽度修正补偿;
[0102]
梅钢热轧粗轧区域有两个可逆轧机,分别为r1和r2,且均为可逆轧机,其轧制模式为:r1三道次+r2三道次,且梅钢只有r1出口和r2出口位置有宽度检测设备,r1一道次时宽度不收集,所以:
[0103]
[0104][0105]
所以最终的目标宽度为原有的目标宽度-r21的宽度偏差=1168.8+4.5=1173.4。
[0106]
需要说明的是上述实施例,并非用来限定本发明的保护范围,在上述技术方案的基础上所作出的等同变换或替代均落入本发明权利要求所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1