一种短流程锻造铰链梁的方法与流程
1.本发明涉及铰链梁制造技术领域,尤其是一种短流程锻造铰链梁的方法。
背景技术:
2.六面顶液压机是生产超硬材料合成的主要设备,同时也是为超硬材料合成服务的专用设备。铰链梁是六面顶液压机的核心部件,它不仅受力最大,而且高压合成所需要的对中性、同步性及稳定性都与铰链梁的加工精度和刚性密切相关。铰链梁的性能直接影响到六面顶液压机的加工质量和整机性能。
3.铰链梁的净重在几吨至十几吨之间,属于大型锻件,传统的铰链梁基本采用铸造工艺生产,由于铰链梁形状复杂,所以铸造缺陷难以控制,其内部砂眼、气孔和缩孔在使用过程中极易造成缸体掉底和耳孔断裂等事故,进而影响压机的正常使用。为了提高铰链梁的机械性能,增加铰链梁的使用寿命,目前铰链梁基本采用锻件制造。现有铰链梁锻件的制造方法为:将原料冶炼后浇注成圆柱形钢锭,然后将钢锭采用自由锻的方式锻造成十字形坯料,然后对坯料气割下料后模锻成形。
4.但是现有的制造方法存在如下缺点:1、制造流程较长,生产效率较低;2、采用自由锻的方式将钢锭加工成十字形坯料,坯料的尺寸和质量难以准确控制,使每件坯料的尺寸和质量不一致,在后续采用统一的模具进行模锻时,不仅会造成成品的质量不一致,而且还会对模具造成损伤,进而降低了模具的使用寿命。
技术实现要素:
5.本发明所要解决的技术问题是:提供一种短流程锻造铰链梁的方法,缩短铰链梁的制造流程,提高生产效率。
6.本发明解决其技术问题所采用的技术方案是:一种短流程锻造铰链梁的方法,包括如下步骤:s1、设计并制造十字形钢锭模和锻造模具;s2、将原料冶炼后浇注在十字形钢锭模中,凝固后脱模得到十字形钢锭;然后将十字形钢锭气割下料得到十字形钢坯;s3、将十字形钢坯模锻成形。
7.进一步的,步骤s3中,十字形钢坯模锻成形的方法,包括如下步骤:
8.s3.1、将十字形钢坯在1200
‑
1270℃的加热炉内加热,保温8
‑
20小时;将下模和冲头预热,预热温度为180
‑
220℃;
9.s3.2、将十字形钢坯放置于压机平台上,通过压机锤头对十字形钢坯进行预镦粗;然后将十字形钢坯放入下模中,通过压机锤头对十字形钢坯镦粗至与下模顶部齐平;
10.s3.3、将冲头放置于十字形钢坯顶部的中心,并对冲头的水平方向进行定位;然后通过压机锤头压下冲头以在十字形钢坯上冲出盲孔。
11.进一步的,步骤s3.3中,冲盲孔包括如下步骤:压机锤头压下冲头,当冲头的过渡段下端与十字形钢坯的顶面齐平时,将冲头取出,压机锤头旋转压下十字形钢坯的四周;然后再将冲头放置于十字形钢坯的内孔中,压机锤头压下冲头,当冲头的过渡段上端与十字
形钢坯的顶面齐平时,压机锤头旋转压下十字形钢坯的四周,然后取出冲头。
12.进一步的,步骤s3.1中,下模和冲头预热完成后,在下模的内表面和冲头的外表面涂刷润滑剂。
13.进一步的,步骤s3.2中,对十字形钢坯进行预镦粗,清除十字形钢坯表面的氧化皮。
14.本发明的有益效果是:本发明实施例提供的短流程锻造铰链梁的方法,通过十字形钢锭模可直接浇注十字形钢锭,然后通过气割下料就可得到十字形钢坯,缩短了制坯流程,提高了制坯效率,进而达到缩短铰链梁的制造流程、提高生产效率的目的。本发明中的制坯方法,不仅解决了现有采用自由锻的方式将圆柱形钢锭加工成十字形钢坯而存在制坯流程长的问题,而且保证了每件产品的尺寸一致,消除了自由锻造十字形钢坯尺寸的不均匀性对最终成形的影响,避免了尺寸不均匀锻造对模具的损害。本发明中十字形钢坯的结构可根据锻件结构进行调整,能够生产出尺寸复杂的坯料,相比自由锻造十字坯料更加容易。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍;显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1、图2是铰链梁锻件的不同视角的立体图;
17.图3是铰链梁锻件的俯视图;
18.图4是铰链梁锻件的剖视图;
19.图5是十字形钢坯的结构示意图;
20.图6是图5的左视图;
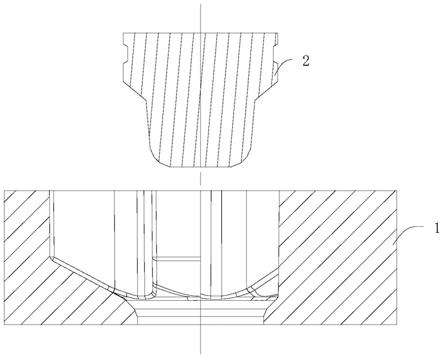
21.图7是锻造模具的结构示意图。
22.图中附图标记为:1
‑
下模,2
‑
冲头。
具体实施方式
23.为了使本领域的人员更好地理解本发明,下面结合附图和实施例对本发明进一步说明。显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互结合。
24.本发明实施例提供的一种短流程锻造铰链梁的方法,包括如下步骤:s1、设计并制造十字形钢锭模和锻造模具;s2、将原料冶炼后浇注在十字形钢锭模中,凝固后脱模得到十字形钢锭;然后将十字形钢锭气割下料得到十字形钢坯;s3、将十字形钢坯模锻成形。
25.步骤s1中,根据铰链梁的零件图与锻造规范要求设计用于加工铰链梁的锻件,锻件最大化接近零件形状与尺寸,锻件的结构如图1至图4所示。铰链梁的结构复杂,在满足锻件技术要求的条件下,通过锻造数值模拟优化确定十字形钢坯的结构,十字形钢坯的横截面为十字形,其具体结构如图5、图6所示。根据十字形钢坯的结构设计十字形钢锭模;十字形钢锭模内腔的形状和尺寸应与十字形钢坯的形状和尺寸相一致。根据锻件的结构设计锻
造模具,参见图7,所述锻造模具包括下模1和冲头2;所述冲头2主要包括三段,从上向下分别是上段、过渡段和下段;其中,上段的横截面尺寸大于下段的横截面尺寸,过渡段为上大下小的锥形结构;该锻造模具在压机、操作机和行车等设备的配合下使用。
26.步骤s2中,钢水冶炼后,将钢水浇注在十字形钢锭模中;待钢水凝固后脱模得到十字形钢锭;然后将十字形钢锭热送至锻造厂,对十字形钢锭气割水、冒口下料,下料后得到十字形钢坯,其结构如图5、图6所示。
27.步骤s3中,将十字形钢坯通过锻造模具模锻成形,锻造完成后脱模。
28.十字形钢坯模锻成形的方法,包括如下步骤:
29.s3.1、将十字形钢坯在1200
‑
1270℃的加热炉内加热,保温8
‑
20小时;将下模1和冲头2预热,预热温度为180
‑
220℃;下模1和冲头2预热完成后,在下模1的内表面和冲头2的外表面涂刷润滑剂;
30.s3.2、清除十字形钢坯表面的氧化皮,将十字形钢坯放置于压机平台上,通过压机锤头对十字形钢坯进行预镦粗,预镦粗完成后再次清除十字形钢坯表面的氧化皮;然后将十字形钢坯放入下模1中,通过压机锤头对十字形钢坯镦粗至与下模1顶部齐平;
31.s3.3、在下模1内的十字形钢坯的上端面涂刷润滑剂,将冲头2放置于十字形钢坯顶部的中心,并对冲头2的水平方向进行定位;然后通过压机锤头压下冲头2以在十字形钢坯上冲出盲孔。冲盲孔包括如下步骤:压机锤头压下冲头2,当冲头2的过渡段下端与十字形钢坯的顶面齐平时,将冲头2取出,压机锤头旋转压下十字形钢坯的四周;然后再将冲头2放置于十字形钢坯的内孔中,压机锤头压下冲头2,当冲头2的过渡段上端与十字形钢坯的顶面齐平时,压机锤头旋转压下十字形钢坯的四周,然后取出冲头2。
32.本发明实施例提供的短流程锻造铰链梁的方法,通过十字形钢锭模可直接浇注十字形钢锭,然后通过气割下料就可得到十字形钢坯,缩短了制坯流程,提高了制坯效率,进而达到缩短铰链梁的制造流程、提高生产效率的目的。本发明中的制坯方法,不仅解决了现有采用自由锻的方式将圆柱形钢锭加工成十字形钢坯而存在制坯流程长的问题,而且保证了每件产品的尺寸一致,消除了自由锻造十字形钢坯尺寸的不均匀性对最终成形的影响,避免了尺寸不均匀锻造对模具的损害。本发明中十字形钢坯的结构可根据锻件结构进行调整,能够生产出尺寸复杂的坯料,相比自由锻造十字坯料更加容易。
33.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1