一种蜗杆总成自动合成台的制作方法
1.本发明涉及一种蜗杆总成自动合成台,属于汽车零部件装配技术领域。
背景技术:
2.据申请人了解,原有蜗杆总成合成方法为提前预装与手动上料,预装过程需作业员手动将弹性圈与轴承装入蜗杆后将蜗杆放入工装,手动将弹性圈套入联轴器后将联轴器放入压头,耗时较长、不便于操作且易出错;压合完成后需人工目视检查压装是否合格、锁紧螺钉拧紧是否到位,检查为人为判断,无法录入追溯系统,检查结果不能与产品一一对应,不便于后期追溯。
技术实现要素:
3.本发明所要解决的技术问题是,克服现有技术的缺点,提供一种结构合理、装配方便、能够实现全自动上料装配的蜗杆总成自动合成台。
4.为了达到以上目的,本发明具体技术方案如下:一种蜗杆总成自动合成台,其特征在于:包括用于蜗杆上下料的料架、设置于主架上的若干安装工位及设置于安装工位之间的步进机构组成;所述料架设置于主架的一侧,工件沿料架向安装工位移动,经取件后通过步进机构抓取并在各安装工位沿顺时针方向流转,最终实现蜗杆的自动装配。
5.进一步的,所述料架由轨道料架、安装于轨道料架上的若干料盘及料盘升降机构组成,所述轨道料架为上下两层,上层轨道料架向取料机器人方向移动,往设备内部前进上料,下层轨道料架反向移动,往设备外部前进出料;每一个料盘上安装有定位销套,料盘前进到取料机器人上下料区域且激光传感器检测到料架前进到位后,料架上安装的两个定位销通过气缸自动前进插入料盘上的定位销套,实现料盘与料架的精确定位;所述料盘升降机构由固定底座、料轨、顶升气缸与四根导向柱组成,所述料轨沿轨道料架铺设,所述料盘先沿料轨移动,再通过设置于料盘升降机构端部的顶升气缸的作用下,向下移动,所述导向柱均布于固定底座上,用于支撑料轨上下升降;其料盘升降机构的料轨与轨道料架的终端连接,当一个料盘中的蜗杆加工完成后,料架上的定位销自动退回,解锁与该料盘的定位销套的连接,上层料架继续带动料盘前进至升降机构上方,升降机构上传感器检测到料盘到位后自动下降,带动料盘降至下层料架高度,再由下层料架带动料盘往设备外部前进出料。
6.进一步的,所述安装工位为六组,按加工顺序依次为上料工位、弹性圈装配工位、轴承装配工位、联轴器带弹性圈压装工位、拧紧工位及下料工位;所述取料机器人固定于靠近上层料架的设备台面上,从上层轨道料架的料盘中取出工件并通过安装于设备台面上的读码器旋转扫码后放于上料工位上,工件通过步进运动机构的夹持,由上料工位依次运动至下料工位来实现整个过程的自动化加工,在不同的定位工装上实现不同零件的装配。
7.进一步的,所述步进机构安装于主架中间位置,包括安装板、夹取装置及移动装
置,所述安装板呈长方形,沿其两侧长边分布有夹取装置,所述夹取装置分列于安装板的两侧,且两侧的夹取装置等间距分布,所述安装板固定于移动装置上,移动装置固定于设备台面上,安装板带动夹取装置沿所述移动装置前后左右移动。
8.所述夹取装置为六个,分别对应各安装工位,包括固定于安装板上的步进机构夹紧气缸及通过其驱动的夹爪,所述步进机构夹紧气缸的主体通过螺栓固定于安装板上,其端部通过活塞杆与夹爪的两侧通过螺栓固定连接,所述夹爪为蜗杆仿形结构。
9.所述移动装置为安装于设备台面上的x轴伺服导轨与y轴伺服导轨,x轴伺服导轨在运动过程中具有两个停止位置,实现步进机构x向的移动;y轴伺服导轨在运动过程中具有三个停止位置,实现步进机构y向的移动。
10.进一步的,所述弹性圈装配工位由第二定位工装、第一震动盘、弹性圈夹紧气缸及弹性圈上料机构组成,所述第一震动盘固定于弹性圈上料机构后方,通过第一震动盘将弹性圈震出至上料机构下方后,由定位气缸顶出,所述弹性圈上料机构固定于第二定位工装旁的设备台面上,由弹性圈上料机构x向气缸与弹性圈上料机构z向气缸组成;所述夹取装置中与弹性圈装配工装相对应的第二夹爪在弹性圈上料机构z向气缸的推动下降至弹性圈上方,所述第二夹爪夹紧弹性圈后弹性圈上料机构z向气缸退回;所述第二夹爪在弹性圈上料机构x向气缸的作用下前进至工件上方,弹性圈上料机构z向气缸再次下降将弹性圈安装于蜗杆,第二夹爪松开,弹性圈上料机构z向气缸退回,最后弹性圈上料机构x向气缸退回,弹性圈夹紧气缸在x向与z向气缸的作用下实现弹性圈的安装;所述轴承装配工位由第三定位工装、轴承分度盘、轴承夹紧气缸及轴承上料机构组成,所述轴承分度盘固定于轴承上料机构后方,所述轴承上料机构固定于第三定位工装旁的设备台面上,由轴承上料机构x向气缸与轴承上料机构z向气缸构成;所述夹取装置中与轴承装配工装相对应的第三夹爪在轴承上料机构z向气缸的推动下先降至轴承上方,第三夹爪夹紧轴承后轴承上料机构z向气缸退回;第三夹爪在轴承上料机构x向气缸的作用下前进至产品上方, 轴承上料机构z向气缸再次下降将轴承安装于蜗杆上,第三夹爪松开,轴承上料机构z向气缸退回,最后轴承上料机构x向气缸退回;轴承夹紧气缸在轴承上料机构x向与轴承上料机构z向气缸的作用下实现轴承的安装;所述联轴器带弹性圈压装工位由第四定位工装、第二震动盘、第三震动盘、弹性圈与联轴器预装工位及联轴器压机组成,所述第二震动盘、第三震动盘固定于弹性圈与联轴器预装工位侧面,弹性圈与联轴器分别由第二震动盘与第三震动盘震出,在位传感器检测震动到位后联轴器与弹性圈分别由顶升气缸顶出;上料机构夹紧气缸在伺服电机驱动下移至联轴器上方,所述上料机构夹紧气缸前进带动所述夹取装置中的第四夹爪下降,第四夹爪夹紧联轴器后气缸退回;上料机构夹紧气缸在伺服电机驱动下移至左侧联轴器找中工位,并前进到位松开联轴器后退回,联轴器找中工位通过传感器检测,将联轴器调整至中位;接着上料机构夹紧气缸在伺服电机驱动下移至弹性圈上方,并前进带动第四夹爪下降,第四夹爪夹紧弹性圈后气缸退回;上料机构夹紧气缸在伺服电机驱动下移至上料工位上方,并前进到位松开弹性圈后退回;最后上料机构夹紧气缸在伺服电机驱动下移至联轴器找中工位上方,并前进到位夹紧联轴器后退回,上料机构夹紧气缸在伺服电机驱动下移至上料工位上方,并前进到位松开联轴器后退回,至此完成弹性圈与联轴器预装;后再由上料机构将联轴器带弹性圈送至联轴器压机压头下方,伺服压机通过程序设定,向前进至取料
工位吸取联轴器带弹性圈后退回,上料机构退回后,伺服压机下降,实现联轴器自动压装;所述拧紧工位由第五定位工装、螺丝机、螺钉拧紧轴组成,所述螺丝机固定于第五定位工装后侧,锁紧螺钉由螺丝机依次排出后,螺钉拧紧轴在z轴气缸的推动下至排列处吸取螺钉,螺钉吸取后拧紧轴退回,再由z轴气缸带动拧紧轴前进实现螺钉自动拧紧。
11.进一步的,所述轴承装配工位与联轴器带弹性圈压装工位之间设有实现蜗杆换向的过渡工位,所述过渡工位包括过渡工装、过渡工位夹紧气缸与滑台气缸;所述过渡工装固定安装于过渡工位夹紧气缸上,通过过渡工位夹紧气缸的伸缩杆驱动过渡工装固定产品;所述过渡工装夹紧气缸连接于滑台气缸上,通过滑台气缸运动,从而实现工件从轴承装配工位至联轴器带弹性圈压装工位的换向流转;过渡工装与夹紧气缸使用螺钉固定于滑台气缸滑台上,可跟随滑台左右移动;工件由第三夹爪夹紧,从第三定位工装通过x轴、y轴伺服移动至过渡工位,过渡工位夹紧气缸夹紧后,第三夹爪再回至第三定位工装位置。夹紧气缸夹紧产品后,过渡工装在滑台气缸的移动下,至第四定位工位一侧。第四夹爪移至过渡工位,夹紧气缸松开,第四夹爪夹紧工件,再将工件移至第四定位工装,由此实现轴承装配工位至联轴器带弹性圈压装工位的产品过渡。
12.进一步的,在第一定位工装至第六定位工装的流转过程中,设备通过安装于各安装工位上的传感器实现合格与否的判定,若前道工序不合格,则后工序不进行加工,且取料机器人会将不合格品单独放置于不合格品区,放置于轨道料架上的均为合格产品;缓冲垫与轴承安装完成后,后工序传感器分别检测缓冲垫与轴承是否在位,在位合格,不在位则不合格;联轴器带缓冲垫压装完成后,压力位移传感器自动判定压装是否合格,压力与位移均在设定范围内则压装合格,压力与位移有一项不在范围内均判定不合格;锁紧螺钉拧紧工位有拧紧扭矩与拧紧角度监控,扭矩或角度不在设定范围内则判定不合格。
13.进一步的,在合成台的右前方外框架上还设有用于控制的操作台,作业员可在显示屏上看出每个工位的即时加工信息、不合格原因及报警信息,并可实现设备手自动切换。
14.与现有技术相比,本发明的有益效果如下:1.所有零件自动上料,工人只需在轨道料架、震动盘、轴承分度盘、螺丝机批量补充物料,操作方便且有效提高效率;2.高精度压力传感器、位移传感器检测实时联轴器压力位移并生成压力位移曲线,方便对问题件的分析;3.高精度螺钉拧紧轴能准确控制螺钉拧紧力矩与角度监控,上传拧紧力矩与角度数值并生成拧紧曲线与产品一一对应,方便对问题件的分析;4.程序判定是否合格,检测结果录入追溯系统并与产品追溯码对应,便于后续追溯。
附图说明
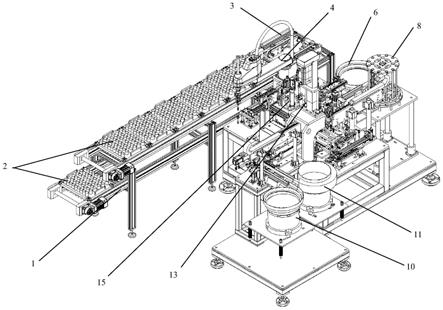
15.图1为本发明的结构示意图。
16.图2为本发明的主视图。
17.图3为本发明的俯视图。
18.图4为本发明的侧视图。
19.图中:1-轨道料架;2-料盘;3-料盘升降机构;4-取料机器人;5-读码器;6-震动盘1;7-弹性圈上料机构;8-轴承分度盘;9-轴承上料机构;10-震动盘2;11-震动盘3;12-联轴器弹性圈上料机构; 13-联轴器压机;14-锁紧螺钉排列机;15-螺钉拧紧轴;16-拧紧轴运动机构; 17-第一定位工装;18-第二定位工装;19-第三定位工装;20-第四定位工装;21-第五定位工装;22-第六定位工装;23-过渡工装;25-联轴器与弹性圈预装工位;26-步进运动机构; 27-步进运动机构x轴伺服导轨;28-步进运动机构y轴伺服导轨;29-过渡工位流转的伺服导轨与夹紧机构;30-不合格品区;31-第一夹爪;32-第二夹爪;33-第三夹爪;34-第四夹爪;35-第五夹爪;36-第六夹爪。
具体实施方式
20.实施例实施例提供了一种蜗杆总成自动合成台,结构如图1-图4所示,包括用于蜗杆上下料的料架、设置于主架上的若干安装工位及设置于安装工位之间的步进机构组成。所述料架设置于主架的一侧,工件沿料架向安装工位移动,经取件后通过步进机构抓取并在各安装工位沿顺时针方向流转,最终实现蜗杆的自动装配。
21.其中,料架由轨道料架、安装于轨道料架上的若干料盘及料盘升降机构组成。轨道料架为上下两层,上层轨道料架向取料机器人方向移动,往设备内部前进上料,下层轨道料架反向移动,往设备外部前进出料;每一个料盘上均安装有定位销套,料盘前进到取料机器人上下料区域且激光传感器检测到料架前进到位后,料架上安装的两个定位销通过气缸自动前进插入料盘上的定位销套,实现料盘与料架的精确定位。
22.各料盘上放满未加工的蜗杆零件,由作业员一盘盘放在轨道料架上层,料架固定后由机器人取料上线与将加工完成后的蜗杆取回再次放回料架,一盘蜗杆加工完成后,料盘升降机构下降至轨道料架下层,下层轨道料架再往设备外部前进出料,最后作业员将一盘盘加工完成后的蜗杆从轨道料架下层取出。若料盘中的蜗杆用完后仍未补充物料,设备会自动报警,从而进行批量补充。
23.而料盘升降机构则由固定底座、料轨、顶升气缸与四根导向柱组成。其中,料轨沿轨道料架铺设,料盘首先沿料轨移动,再在设置于料盘升降机构端部的顶升气缸的作用下,向下移动,最终完成整个工作过程。导向柱均布于固定底座上,用于支撑料轨上下升降;其料盘升降机构的料轨与轨道料架的终端连接,当一个料盘中的蜗杆加工完成后,料架上的定位销自动退回,解锁与该料盘的定位销套的连接,上层料架继续带动料盘前进至升降机构上方,升降机构上传感器检测到料盘到位后自动下降,带动料盘降至下层料架高度,再由下层料架带动料盘往设备外部前进出料。
24.本实施例中的步进机构安装于整个合成台设备主架的中间位置,包括安装板、夹取装置及移动装置。所述安装板呈长方形,沿其两侧长边分布有夹取装置,所述夹取装置分列于安装板的两侧,且两侧的夹取装置等间距分布,所述安装板固定于移动装置上,移动装置固定于设备台面上,安装板带动夹取装置沿所述移动装置前后左右移动。
25.而夹取装置则与安装工位相对应,其数量为六个,包括固定于安装板上的夹紧气缸及通过其驱动的夹爪,所述夹紧气缸的主体通过螺栓固定于安装板上,其端部通过活塞杆与夹爪的两侧通过螺栓固定连接,所述夹爪为蜗杆仿形结构。
26.移动装置为安装于设备台面上的x轴伺服导轨与y轴伺服导轨,x轴伺服导轨在运动过程中具有两个停止位置,实现步进机构x向的移动,如从上料工位至弹性圈装配工位方向的移动;y轴伺服导轨在运动过程中具有三个停止位置,实现步进机构y向的移动,如从上料工位至下料工位方向的移动。
27.本实施例中的安装工位为六组,按加工顺序依次为上料工位、弹性圈装配工位、轴承装配工位、联轴器带弹性圈压装工位、拧紧工位及下料工位。取料机器人固定于靠近上层料架的设备台面上,从上层轨道料架的料盘中取出工件并通过安装于设备台面上的读码器旋转扫码后放于上料工位上,工件通过步进运动机构的夹持,由上料工位依次运动至下料工位来实现整个过程的自动化加工,在不同的定位工装上实现不同零件的装配。最后,取料机器人再将定位工装上加工完成的产品放入料架上层蜗杆料盘。
28.其中,弹性圈装配工位由第二定位工装、第一震动盘及弹性圈上料机构组成。第一震动盘固定于弹性圈上料机构后方,通过第一震动盘将弹性圈震出至上料机构下方后,由定位气缸顶出,夹取装置中与弹性圈装配工位相对应的第二夹爪在z向气缸的推动下降至弹性圈上方,第二夹爪夹紧弹性圈后z向气缸退回。此时,第二夹爪在x向气缸的作用下前进至产品上方, z向气缸再次下降将弹性圈安装于蜗杆上,第二夹爪松开后,z向气缸退回,此后x向气缸退回,弹性圈夹紧气缸在x向与y向气缸的作用下完成弹性圈的自动安装。
29.轴承装配工位由第三定位工装、轴承分度盘及轴承上料机构组成。轴承分度盘固定于轴承上料机构后方,一排排轴承套在上料柱上,当一排轴承用完后则自动旋转至下排。上料柱下方固定有顶出气缸,将轴承一个个顶出至上料处。轴承上料机构与前述的弹性圈上料机构结构一致,夹取装置中与轴承装配工位相对应的第三夹爪在z向气缸的推动下先降至轴承上方,第三夹爪夹紧轴承后z向气缸退回。第三夹爪在x向气缸的作用下前进至产品上方, z向气缸再次下降将轴承安装于蜗杆,第三夹爪松开,z向气缸退回,最后x向气缸退回。轴承夹紧气缸在x向与y向气缸的作用下实现弹性圈的安装。
30.联轴器带弹性圈压装工位由第四定位工装、第二震动盘、第三震动盘、弹性圈与联轴器预装工位及联轴器压机组成。其中,第二震动盘、第三震动盘固定于弹性圈与联轴器预装工位侧面,弹性圈与联轴器由第二震动盘与第三震动盘震出,在位传感器检测震动到位后联轴器与弹性圈分别由顶升气缸顶出。联轴器带弹性圈压装上料机构夹紧气缸,首先在伺服电机驱动下移至联轴器上方,气缸前进带动夹取装置中与联轴器带弹性圈压装工位相对应的第四夹爪下降,第四夹爪夹紧联轴器后气缸退回;联轴器带弹性圈压装上料机构夹紧气缸在伺服电机驱动下移至左侧联轴器找中工位,气缸前进到位松开联轴器后退回,联轴器找中工位通过传感器检测,将联轴器调整至中位;此时,联轴器带弹性圈压装工位上料机构夹紧气缸在伺服电机驱动下移至弹性圈上方,气缸前进并带动第四夹爪下降,第四夹爪在夹紧弹性圈后气缸退回;联轴器带弹性圈压装工位上料机构的夹紧气缸在伺服电机驱动下移至联轴器带弹性圈压装工位上料工位上方,气缸前进到位松开弹性圈后退回;最后联轴器带弹性圈压装工位上料机构夹紧气缸在伺服电机驱动下移至联轴器找中工位上方,气缸前进到位夹紧联轴器后退回,联轴器带弹性圈压装工位上料机构夹紧气缸在伺服电机驱动下移至上料工位上方,气缸前进到位松开联轴器后退回,至此完成弹性圈与联轴器预装;后再由联轴器带弹性圈压装工位上料机构将联轴器带弹性圈送至联轴器压机压头下方,伺服压机通过程序设定,向前进至取料工位吸取联轴器带弹性圈后退回,上料机构退回
后,伺服压机下降,实现联轴器自动压装。
31.拧紧工位由第五定位工装、螺丝机、螺钉拧紧轴组成。螺丝机固定于第五定位工装后侧,锁紧螺钉由螺丝机依次排出后,螺钉拧紧轴在z轴气缸的推动下至排列处吸取螺钉,螺钉吸取后拧紧轴退回,再由z轴气缸带动拧紧轴前进实现螺钉自动拧紧。并通过第五夹爪完成夹取工作。
32.同时,在轴承装配工位与联轴器带弹性圈压装工位之间还设有实现蜗杆换向的过渡工位。所述过渡工位包括过渡工装、过渡工位夹紧气缸与滑台气缸;过渡工装固定安装于过渡工位夹紧气缸上,通过过渡工位夹紧气缸的伸缩杆驱动过渡工装固定产品;所述过渡工装夹紧气缸连接于滑台气缸上,通过滑台气缸运动,从而实现工件从轴承装配工位至联轴器带弹性圈压装工位的换向流转。过渡工装与夹紧气缸使用螺钉固定于滑台气缸滑台上,可跟随滑台左右移动;工件由第三夹爪夹紧,从第三定位工装通过x轴、y轴伺服移动至过渡工位,过渡工位夹紧气缸夹紧后,第三夹爪再回至第三定位工装位置。夹紧气缸夹紧产品后,过渡工装在滑台气缸的移动下,至第四定位工位一侧。第四夹爪移至过渡工位,夹紧气缸松开,第四夹爪夹紧工件,再将工件移至第四定位工装,由此实现轴承装配工位至联轴器带弹性圈压装工位的产品过渡。
33.在第一定位工装至第六定位工装的流转过程中,设备通过各类传感器实现合格与否的判定,如联轴器带弹性圈压装工位通过压力与位移传感器判定联轴器压装是否到位、轴承装配工位与联轴器带弹性圈压装工位通过在位检测传感器自动进行前道工位合格与否判断,若前道工序不合格,则后工序不进行加工,且取料机器人会将不合格品单独放置于不合格品区,阻止不合格品流往下道工序,放置于轨道料架上的均为合格产品。缓冲垫与轴承安装完成后,后工序传感器分别检测缓冲垫与轴承是否在位,在位合格,不在位则不合格;联轴器带缓冲垫压装完成后,压力位移传感器自动判定压装是否合格,压力与位移均在设定范围内则压装合格,压力与位移有一项不在范围内均判定不合格;锁紧螺钉拧紧工位有拧紧扭矩与拧紧角度监控,扭矩或角度不在设定范围内则判定不合格。
34.此设备为电动管柱装配产线的其中一台,整条产线所有设备均配备电脑,并通过网线与同一台服务器连接,电动转向管柱主要零件均在零件表面打印精确并且唯一的二维码,装配前进行扫码,其余零件均将批次码输入追溯系统,一台总成的所有零件的追溯码及装配过程工艺参数(压装力位移、螺栓拧紧力、螺栓拧紧角度、试验数据等)均上传至服务器,并都串联在一起,后续此总成出了问题,可输入总成精确追溯码查询其生产过程参数,并可找到与其同批次生产的总成。
35.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1