柴油机曲轴轴颈上油孔孔口的圆弧倒角加工方法与流程
1.本发明涉及一种圆弧倒角的数控加工方法,尤其是一种柴油机曲轴轴颈上油孔孔口的圆弧倒角方法,属于切削加工技术领域。
背景技术:
2.曲轴是船用柴油机上的关键零件之一,其质量好坏直接影响柴油机的整体质量。为防止曲轴轴瓦内表面涂层刮伤,同时消除曲轴轴颈上油孔孔口处的应力集中,往往需将轴颈油孔孔口处进行圆弧倒角,但由于曲轴轴颈为圆柱面,曲轴轴颈和轴颈油孔为两相交圆柱,二者的相贯线为曲线,给加工带来一定的难度。传统的做法是钳工手工修油孔孔口圆弧倒角,但这种方法不仅加工精度低,无法满足孔口圆弧倒角的加工要求,而且加工油孔时曲轴连杆颈已精磨,主轴颈已半精磨,曲轴在转运过程中,轴颈表面极易碰伤,还存在曲轴轴瓦拉伤的质量隐患,影响曲轴加工质量。现有的圆弧成型刀具只能用于加工平面孔口的圆弧,如果直接用于加工曲面孔口的轴颈油孔的孔口则会造成孔口圆弧倒角不均匀。
技术实现要素:
3.本发明的目的是提供一种操作简单、加工效率高、加工误差小的柴油机曲轴轴颈上油孔孔口的圆弧倒角加工方法。
4.本发明通过以下技术方案予以实现:
5.一种柴油机曲轴轴颈上油孔孔口的圆弧倒角加工方法,包括以下步骤:
6.1)建立空间相交圆柱的相贯线的一般参数方程如下:
[0007][0008][0009][0010]
r1、r2分别为两相交圆柱的半径,e为一圆柱轴线在空间坐标系中z轴上的截距,上述圆柱轴线的方向数为(l,m,n),为相交圆柱的相贯线上任意点的分度角;
[0011]
2)简化步骤1)中的参数方程
[0012]
由于曲轴轴颈和轴颈上的油孔为正交孔,因此步骤1)中l=1,m=0,n=0,e=0,简化后曲轴轴颈和轴颈上油孔的相贯线参数方程如下:
[0013][0014][0015][0016]
根据方程中各参数的定义,结合曲轴轴颈上油孔的实际加工情况,将上述公式的r1和r2重新定义,r1为曲轴轴颈上油孔的直径,r2为曲轴轴颈的直径;
[0017]
3)用三维软件验证步骤2)中曲轴轴颈和轴颈上油孔的相贯线参数方程的正确性;
[0018]
4)将曲轴轴颈和轴颈上油孔的相贯线参数方程编入曲轴轴颈上油孔孔口的圆弧倒角宏程序;
[0019]
5)将曲轴调至车铣复合加工中心,将待加工孔中心线旋转至与机床主轴平行,装夹并建立坐标系;
[0020]
6)调用圆弧孔口成型刀具至待加工孔孔口上方,并预留安全距离,设定好刀具切削参数;
[0021]
7)运行曲轴轴颈上油孔孔口的圆弧倒角宏程序,即可完成曲轴轴颈上油孔孔口的圆弧倒角。
[0022]
本发明的目的还可以通过以下技术措施来进一步实现。
[0023]
前述的柴油机曲轴轴颈上油孔孔口的圆弧倒角加工方法,其中步骤3)中,验证曲轴轴颈和轴颈上油孔的相贯线参数方程的正确性时,由于曲轴轴颈上油孔的直径和曲轴轴颈的直径已知,将曲轴轴颈和轴颈上油孔的相贯线以1
°
为分度,利用excel表格计算出三百六十个点的空间坐标,再将三百六十个点的空间坐标用三维软件进行样条曲线拟合,生成理论相贯线,最后用三维软件仿真出真实相贯线的曲线,将拟合曲线与真实曲线进行对比,二者完全吻合。
[0024]
前述的柴油机曲轴轴颈上油孔孔口的圆弧倒角加工方法,其中步骤7)中运行宏程序时,零件不动,圆弧孔口成型刀具沿待加工孔口圆弧中心走直线插补,同时以曲轴轴颈和轴颈上油孔的相贯线为轨迹线,x轴、y轴和z轴三轴联动,从而完成曲轴轴颈上油孔孔口的圆弧倒角。
[0025]
本发明通过寻找曲轴轴颈油孔的孔口与曲轴轴颈的相贯线的坐标关系,并将坐标关系公式编入宏程序作为刀具运行轨迹,运行宏程序,利用数控机床即可对曲轴轴颈油孔的孔口进行圆弧倒角加工,操作十分简便,省时省力,由于全程采用全自动数控加工,不仅加工效率高,加工误差小,完全能满足轴颈油孔孔口处的圆弧倒角要求,还可大大提高产品的合格率。本发明的宏程序为通用程序,通过设定参数,可实现不同轴类零件表面不同孔径的圆弧倒角加工,使用范围广。
[0026]
本发明的优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
附图说明
[0027]
图1是本发明利用三维软件拟合出的相贯线样条曲线的示意图;
[0028]
图2是图2的主视图;
[0029]
图3是曲轴轴颈与轴颈油孔孔口的实际相贯线的示意图
[0030]
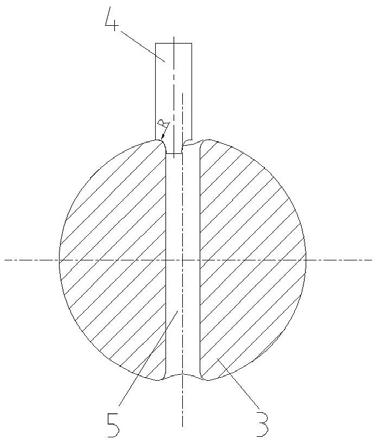
图4是本发明圆弧成型刀具加工轴颈油孔孔口处圆弧的结构示意图。
具体实施方式
[0031]
下面结合附图和实施例对本发明作进一步说明。
[0032]
本发明包括以下步骤:
[0033]
1)建立空间相交圆柱的相贯线的一般参数方程如下:
[0034]
[0035][0036][0037]
r1、r2分别为两相交圆柱的半径,e为一圆柱轴线在空间坐标系中z轴上的截距,上述圆柱轴线的方向数为(l,m,n),为相交圆柱的相贯线上任意点的分度角;
[0038]
2)简化步骤1)中的参数方程
[0039]
如图4所示,由于曲轴轴颈3和轴颈上的油孔5为正交孔,因此步骤1)中l=1,m=0,n=0,e=0,简化后曲轴轴颈3和轴颈上油孔5的相贯线参数方程如下:
[0040][0041][0042][0043]
根据方程中各参数的定义,结合曲轴轴颈上油孔5的实际加工情况,将上述公式的r1和r2重新定义,r1为曲轴轴颈上油孔5的直径,r2为曲轴轴颈3的直径;
[0044]
3)用三维软件验证步骤2)中曲轴轴颈3和轴颈上油孔5的相贯线参数方程的正确性。由于曲轴轴颈上油孔5的直径和曲轴轴颈3的直径已知,将曲轴轴颈3和轴颈上油孔5的相贯线以1
°
为分度,利用excel表格计算出三百六十个点的空间坐标,下表为部分点的空间坐标截图,再将三百六十个点的空间坐标用三维软件进行样条曲线拟合,生成理论相贯线1,如图1和图2所示,最后用三维软件仿真出真实相贯线的曲线2,如图3所示,将拟合的理论相贯线1与真实相贯线2进行对比,二者完全吻合;
[0045][0046]
4)将曲轴轴颈3和轴颈上油孔5的相贯线参数方程编入曲轴轴颈上油孔孔口的圆弧倒角宏程序;
[0047]
5)将曲轴调至车铣复合加工中心,将待加工油孔5的中心线旋转至与机床主轴平行,装夹并建立坐标系;
[0048]
6)调用圆弧孔口成型刀具4至待加工油孔5的孔口上方,并预留安全距离,设定好刀具切削参数;
[0049]
7)运行曲轴轴颈上油孔5的孔口圆弧倒角宏程序,即可完成曲轴轴颈上油孔5的孔口圆弧倒角。如图4所示,运行宏程序时,曲轴轴颈3不动,圆弧孔口成型刀具4沿待加工油孔5的孔口圆弧r的中心走直线插补,同时以曲轴轴颈3和油孔5的相贯线为轨迹线,x轴、y轴和z轴三轴联动,从而完成曲轴轴颈上油孔5的孔口的圆弧倒角。
[0050]
除上述实施例外,本发明还可以有其他实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1