一种超低温液氢压力容器焊接工装及焊接方法与流程
1.本发明涉及压力容器技术领域,具体涉及一种超低温液氢压力容器焊接工装及焊接方法。
背景技术:
2.超低温液氢存储压力容器是一种用于存放超低温液化氢气的深冷压力容器,其采用双层结构,包括内容器和外容器,内容器和外容器之间形成真空夹层空间以隔绝外界热量的传递,以保证内容器中低温液化气体的安全性。
3.超低温液氢存储压力容器中的内容器和外容器均为焊接件,其是由筒体部分和设置在筒体两端的封头所构成;由于其工作在低温环境下且密封性要求、抗低温冲击性要求较高,这就对压力容器的焊接提出了较高的要求。现有的压力容器筒体的焊接还存在以下不足:
4.一是使用钢板卷制筒体时,由于三辊卷板机本身精度的限制,以及操作人员操作技能的限制,筒体卷制后往往会在拼接部位会出现轴向错位误差和径向对接间隙误差,轴向错位误差的存在会导致筒体前后端面不平整,径向对接间隙误差的存在导致卷制筒体的拼接纵缝出现较大的间隙,从而不利于焊接质量的提高。
5.二是卷制筒体的拼接纵缝在焊接后常出现焊缝残余应力较大的情况,虽然现有技术也有采用敲击方法来减少焊缝残余应力,但由于是敲击的不均匀,实际上其消除焊缝残余应力的效果并不理想。
6.因此,有必要针对上述问题,改进现有的筒体焊接方法。
技术实现要素:
7.为了解决上述问题,本发明提出一种超低温液氢压力容器焊接工装及焊接方法,旨在提高压力容器中卷制筒体拼接纵缝的精度,减少筒体体拼接纵缝焊接后的残余应力,进而提高卷制筒体的焊接质量。具体的技术方案如下:
8.一种超低温液氢压力容器焊接工装,包括用于对超低温液氢压力容器的卷制筒体进行焊前校正和焊后去应力的校正去应力复合工装,所述校正去应力复合工装包括一对刚性条形卡块和设置在所述一对刚性条形卡块上的双向校正组件和双向振子组件;所述一对刚性条形卡块包括分别固定在卷制筒体拼接纵缝左右两侧位置的左刚性条形卡块和右刚性条形卡块;所述双向校正组件包括设置在所述左刚性条形卡块前端部位且向右方向延伸的右向延伸拐臂、设置在所述右刚性条形卡块后端部位且向左方向延伸的左向延伸拐臂,所述左向延伸拐臂上设置有后端千斤顶,所述右向延伸拐臂上设置有前端千斤顶,所述前端千斤顶顶压在靠近所述卷制筒体拼接纵缝右侧部位的所述卷制筒体前端面上,所述后端千斤顶顶压在靠近所述卷制筒体拼接纵缝左侧部位的所述卷制筒体后端面上。
9.本发明中,所述双向校正组件还包括用于消除或减少卷制筒体拼接纵缝间隙的拉紧器,所述拉紧器包括横向螺柱、压板和螺母,所述横向螺柱横向连接在所述一对刚性条形
卡块两端部位之间并通过所述压板和螺母将所述一对刚性条形卡块在横向相互拉紧。
10.本发明中,所述双向振子组件包括纵向振子组件,所述纵向振子组件包括固定在所述前端千斤顶上且位于所述前端千斤顶与所述卷制筒体前端面之间的第一超声波振子、固定在所述后端千斤顶上且位于所述后端千斤顶与所述卷制筒体后端面之间的第一超声波振子。
11.优选的,所述第一超声波振子通过点焊固定在千斤顶上。
12.本发明中,所述双向振子组件包括横向振子组件,所述横向振子组件包括通过所述横向螺柱、螺母压紧在所述压板与所述刚性条形卡块之间的第二超声波振子。
13.优选的,所述前端千斤顶、后端千斤顶均为液压千斤顶。
14.优选的,所述液压千斤顶采用结构紧凑的饼式液压千斤顶。
15.为了方便安装和拆卸,本发明的一种超低温液氢压力容器焊接工装其所述左刚性条形卡块的前端部位设置有前定位槽,所述左刚性条形卡块的后端部位设置有后定位槽,所述卷制筒体的前端卡接在所述左刚性条形卡块的前定位槽内,所述左刚性条形卡块的后定位槽内沿轴向移动设置有后滑动顶块,所述后滑动顶块上设置有卡槽,所述后滑动顶块与所述左刚性条形卡块的后端部位之间设置有后顶紧螺栓,所述卷制筒体的后端卡接在所述后滑动顶块的卡槽内并通过所述后顶紧螺栓实现所述后滑动顶块对所述卷制筒体后端的定位和顶紧。
16.优选的,所述刚性条形卡块的前定位槽上和所述滑动顶块的卡槽上分别设置有用于在径向顶紧所述刚性条形卡块的径向顶紧螺钉。
17.同样的,所述右刚性条形卡块的前端部位设置有前定位槽,所述右刚性条形卡块的后端部位设置有后定位槽,所述卷制筒体的后端卡接在所述右刚性条形卡块的后定位槽内,所述右刚性条形卡块的前定位槽内沿轴向移动设置有前滑动顶块,所述前滑动顶块上设置有卡槽,所述前滑动顶块与所述右刚性条形卡块的前端部位之间设置有前顶紧螺栓,所述卷制筒体的前端卡接在所述前滑动顶块的卡槽内并通过所述前顶紧螺栓实现所述前滑动顶块对所述卷制筒体前端的定位和顶紧。
18.为了增强横向振子组件的性能,每一所述压板与所述刚性条形卡块之间设置有一对所述第二超声波振子,且一对所述第二超声波振子分置于所述横向螺柱的两侧,所述压板在其两端位置分别压住所述第二超声波振子,所述第一超声波振子、第二超声波振子分别连接超声波发生器。
19.优选的,所述第二超声波振子通过点焊固定在刚性条形卡块上。
20.本发明中,所述前顶紧螺栓、后顶紧螺栓的前端均设置有一段定位圆柱,且所述定位圆柱外圆上设置有环形定位槽,所述前滑动顶块、后滑动顶块上分别对应设置有与所述定位圆柱转动配合的定位孔,所述定位孔的一侧设置有定位螺钉,所述定位螺钉的前端设置有一段与所述环形定位槽间隙配合的定位销;通过旋转顶紧螺栓,能够带动滑动顶块的前进或后退,从而实现滑动顶块上卡槽与筒体前后端部位的卡紧或松开,从而方便了工装与筒体之间的安装固定。
21.一种超低温液氢压力容器焊接工装的焊接方法,包括筒体的卷制焊接,所述筒体的卷制焊接包括如下步骤:
22.(1)筒体下料:采用不锈钢钢板为原材料,采用等离子切割机为切割设备,按照下
料图进行不锈钢钢板的切割;
23.(2)坡口制作:将切割好的不锈钢板在对接焊缝位置打好焊接坡口;
24.(3)筒体卷制:使用卷板机,将钢板卷制成筒体,并在筒体上形成卷制后的拼接纵缝;
25.(4)校正去应力复合工装的安装:将一对刚性条形卡块分别靠接在筒体外圆的拼接纵缝左右两侧位置,并使得左刚性条形卡块的前定位槽卡住卷制筒体的前端、右刚性条形卡块的后定位槽卡住卷制筒体的后端,然后操作后顶紧螺栓使得卷制筒体的后端卡接在所述后滑动顶块的卡槽内并通过所述后顶紧螺栓实现所述后滑动顶块对所述卷制筒体后端的定位和顶紧,操作前顶紧螺栓使得卷制筒体的前端卡接在所述前滑动顶块的卡槽内并通过所述前顶紧螺栓实现所述前滑动顶块对所述卷制筒体前端的定位和顶紧,然后通过设置在前定位槽、后定位槽和卡槽上的径向顶紧螺钉将刚性条形卡块加强固定在卷制筒体上;
26.(5)筒体拼接纵缝的双向校正:其包括卷制筒体拼接纵缝的纵向位置校正和卷制筒体拼接纵缝的横向位置校正,具体是通过操作前端千斤顶、后端端千斤顶消除卷制筒体拼接纵缝的轴向错边,从而使得拼接纵缝左右两侧部位的筒体部位端面相对齐,通过操作横向螺柱上的螺母使得一对刚性条形卡块在横向相互拉紧,从而消除卷制筒体拼接纵缝之间的间隙;
27.(6)筒体拼接纵缝的焊接:使用自动焊机,进行筒体拼接纵缝的焊接;
28.注意在进行校正去应力复合工装的安装时,应根据筒体上拼接纵缝的轴向错边方向,调整工装与筒体的相对位置,使得筒体上拼接纵缝的左侧部分在轴向(纵向)向着后侧方向错边、筒体上拼接纵缝的右侧部分在轴向(纵向)向着前侧方向错边;如果错边方向相反,则可通过将筒体与校正去应力复合工装之间的相对位置调转180度加以解决。
29.作为进一步的改进,本发明的一种超低温液氢压力容器焊接工装的焊接方法还包括设置在步骤(6)之后的如下步骤:
30.(7)筒体拼接纵缝处焊缝的双向复合振动:其包括拼接纵缝处焊缝的纵向振动和拼接纵缝处焊缝的横向振动,具体是在筒体拼接纵缝的焊接完成且焊缝尚未完全冷却时,通过开启纵向振子组件的第一超声波振子的振动实现拼接纵缝处焊缝的纵向振动,同时通过开启横向振子组件的第二超声波振子的振动实现拼接纵缝处焊缝的横向振动,以细化焊缝组织、消除焊缝残余应力、减少焊接变形。
31.优选的,筒体拼接纵缝的焊缝冷却后,拆去工装。
32.优选的,所述筒体拼接纵缝的焊接采用自动埋弧焊。
33.优选的,可在刚性条形卡块上设置红外温度探头进行焊接后焊缝温度的检测,从而能够在一定的焊缝温度范围内进行双向复合振动,以最大限度提高双向复合振动的效果。
34.优选的,还可以在筒体拼接纵缝的焊缝冷却后,对筒体拼接纵缝处焊缝追加一次双向复合振动,以进一步消除焊接应力。
35.本发明的有益效果是:
36.第一,本发明的一种超低温液氢压力容器焊接工装及焊接方法,在一对刚性条形卡块上设置有双向校正组件,能够实现筒体卷制拼接部位会轴向错位误差和径向对接间隙
误差的校正,从而使得拼接部位的筒体前后端面较平整,并能够消除较大的径向对接间隙,由此提高了压力容器中卷制筒体拼接纵缝的精度,并有利于卷制筒体拼接纵缝焊接质量的提高。
37.第二,本发明的一种超低温液氢压力容器焊接工装及焊接方法,在一对刚性条形卡块上还设置有双向振子组件,能够实现筒体焊缝的横向和纵向的双方向复合振动,通过双方向复合振动细化了焊缝的组织,提高了焊缝残余应力的去除效果。
38.第三,本发明的一种超低温液氢压力容器焊接工装及焊接方法,双向校正组件和双向振子组件集成设置在刚性条形卡块上,两者能够相互协同工作,且其结构简单、装拆方便,在提高焊接质量的同时也提高了生产效率。
附图说明
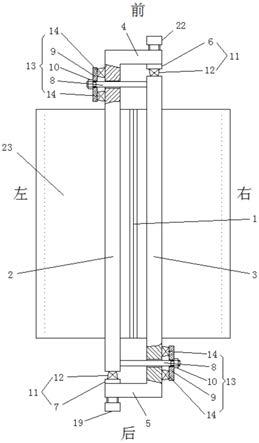
39.图1是本发明的一种超低温液氢压力容器焊接工装的结构示意图;
40.图2是图1中涉及左刚性条形卡块部分的截面视图(左视图);
41.图3是图1中涉及右刚性条形卡块部分的截面视图(左视图)。
42.图中:1、拼接纵缝,2、左刚性条形卡块,3、右刚性条形卡块,4、右向延伸拐臂,5、左向延伸拐臂,6、前端千斤顶,7、后端千斤顶,8、横向螺柱,9、压板,10、螺母,11、纵向振子组件,12、第一超声波振子,13、横向振子组件,14、第二超声波振子,15、前定位槽,16、后定位槽,17、后滑动顶块,18、卡槽,19、后顶紧螺栓,20、径向顶紧螺钉,21、前滑动顶块,22、前顶紧螺栓,23、筒体,24、环形定位槽,25、定位螺钉。
具体实施方式
43.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
44.实施例1:
45.如图1至3所示为本发明的一种超低温液氢压力容器焊接工装的实施例,包括用于对超低温液氢压力容器的卷制筒体23进行焊前校正和焊后去应力的校正去应力复合工装,所述校正去应力复合工装包括一对刚性条形卡块和设置在所述一对刚性条形卡块上的双向校正组件和双向振子组件;所述一对刚性条形卡块包括分别固定在卷制筒体23拼接纵缝1左右两侧位置的左刚性条形卡块2和右刚性条形卡块2;所述双向校正组件包括设置在所述左刚性条形卡块2前端部位且向右方向延伸的右向延伸拐臂4、设置在所述右刚性条形卡块3后端部位且向左方向延伸的左向延伸拐臂5,所述左向延伸拐臂5上设置有后端千斤顶7,所述右向延伸拐臂4上设置有前端千斤顶6,所述前端千斤顶6顶压在靠近所述卷制筒体23拼接纵缝1右侧部位的所述卷制筒体23前端面上,所述后端千斤顶7顶压在靠近所述卷制筒体23拼接纵缝1左侧部位的所述卷制筒体23后端面上。
46.本实施例中,所述双向校正组件还包括用于消除或减少卷制筒体拼接纵缝1间隙的拉紧器,所述拉紧器包括横向螺柱8、压板9和螺母10,所述横向螺柱8横向连接在所述一对刚性条形卡块两端部位之间并通过所述压板9和螺母10将所述一对刚性条形卡块在横向相互拉紧。
47.本实施例中,所述双向振子组件包括纵向振子组件11,所述纵向振子组件11包括
固定在所述前端千斤顶6上且位于所述前端千斤顶6与所述卷制筒体23前端面之间的第一超声波振子12、固定在所述后端千斤顶7上且位于所述后端千斤顶7与所述卷制筒体23后端面之间的第一超声波振子12。
48.优选的,所述第一超声波振子12通过点焊固定在千斤顶上。
49.本实施例中,所述双向振子组件包括横向振子组件13,所述横向振子组件13包括通过所述横向螺柱8、螺母10压紧在所述压板9与所述刚性条形卡块2或之间的第二超声波振子14。
50.优选的,所述前端千斤顶6、后端千斤顶7均为液压千斤顶。
51.优选的,所述液压千斤顶采用结构紧凑的饼式液压千斤顶。
52.为了方便安装和拆卸,本实施例的一种超低温液氢压力容器焊接工装其所述左刚性条形卡块2的前端部位设置有前定位槽15,所述左刚性条形卡块2的后端部位设置有后定位槽16,所述卷制筒体23的前端卡接在所述左刚性条形卡块2的前定位槽15内,所述左刚性条形卡块2的后定位槽16内沿轴向移动设置有后滑动顶块17,所述后滑动顶块17上设置有卡槽18,所述后滑动顶块17与所述左刚性条形卡块2的后端部位之间设置有后顶紧螺栓19,所述卷制筒体23的后端卡接在所述后滑动顶块17的卡槽18内并通过所述后顶紧螺栓19实现所述后滑动顶块17对所述卷制筒体23后端的定位和顶紧。
53.优选的,所述刚性条形卡块2、3的前定位槽15上和所述滑动顶块21、17的卡槽18上分别设置有用于在径向顶紧所述刚性条形卡块2或3的径向顶紧螺钉20。
54.同样的,所述右刚性条形卡块3的前端部位设置有前定位槽15,所述右刚性条形卡块3的后端部位设置有后定位槽16,所述卷制筒体23的后端卡接在所述右刚性条形卡块3的后定位槽16内,所述右刚性条形卡块3的前定位槽15内沿轴向移动设置有前滑动顶块21,所述前滑动顶块21上设置有卡槽18,所述前滑动顶块21与所述右刚性条形卡块3的前端部位之间设置有前顶紧螺栓22,所述卷制筒体23的前端卡接在所述前滑动顶块21的卡槽18内并通过所述前顶紧螺栓22实现所述前滑动顶块21对所述卷制筒体23前端的定位和顶紧。
55.为了增强横向振子组件13的性能,每一所述压板9与所述刚性条形卡块2或3之间设置有一对所述第二超声波振子14,且一对所述第二超声波振子14分置于所述横向螺柱8的两侧,所述压板9在其两端位置分别压住所述第二超声波振子14,所述第一超声波振子12、第二超声波振子14分别连接超声波发生器。
56.优选的,所述第二超声波振子14通过点焊固定在刚性条形卡块2、3上。
57.本实施例中,所述前顶紧螺栓22、后顶紧螺栓19的前端均设置有一段定位圆柱,且所述定位圆柱外圆上设置有环形定位槽24,所述前滑动顶块21、后滑动顶块17上分别对应设置有与所述定位圆柱转动配合的定位孔,所述定位孔的一侧设置有定位螺钉25,所述定位螺钉25的前端设置有一段与所述环形定位槽24间隙配合的定位销;通过旋转顶紧螺栓22、17,能够带动滑动顶块21、17的前进或后退,从而实现滑动顶块21、17上卡槽18与筒体23前后端部位的卡紧或松开,从而方便了工装与筒体23之间的安装固定。
58.实施例2:
59.一种采用实施例1的超低温液氢压力容器焊接工装的焊接方法,包括筒体23的卷制焊接,所述筒体23的卷制焊接包括如下步骤:
60.(1)筒体下料:采用不锈钢钢板为原材料,采用等离子切割机为切割设备,按照下
料图进行不锈钢钢板的切割;
61.(2)坡口制作:将切割好的不锈钢板在对接焊缝位置打好焊接坡口;
62.(3)筒体卷制:使用卷板机,将钢板卷制成筒体23,并在筒体23上形成卷制后的拼接纵缝1;
63.(4)校正去应力复合工装的安装:将一对刚性条形卡块2、3分别靠接在筒体23外圆的拼接纵缝1左右两侧位置,并使得左刚性条形卡块2的前定位槽15卡住卷制筒体23的前端、右刚性条形卡块3的后定位槽16卡住卷制筒体23的后端,然后操作后顶紧螺栓19使得卷制筒体23的后端卡接在所述后滑动顶块17的卡槽18内并通过所述后顶紧螺栓19实现所述后滑动顶块17对所述卷制筒体23后端的定位和顶紧,操作前顶紧螺栓22使得卷制筒体23的前端卡接在所述前滑动顶块21的卡槽18内并通过所述前顶紧螺栓22实现所述前滑动顶块21对所述卷制筒体23前端的定位和顶紧,然后通过设置在前定位槽15、后定位槽16和卡槽18上的径向顶紧螺钉20将刚性条形卡块2、3加强固定在卷制筒体23上;
64.(5)筒体拼接纵缝的双向校正:其包括卷制筒体23拼接纵缝1的纵向位置校正和卷制筒体23拼接纵缝的横向位置校正,具体是通过操作前端千斤顶6、后端端千斤顶7消除卷制筒体23拼接纵缝1的轴向错边,从而使得拼接纵缝1左右两侧部位的筒体23部位端面相对齐,通过操作横向螺柱8上的螺母10使得一对刚性条形卡块2、3在横向相互拉紧,从而消除卷制筒体23拼接纵缝1之间的间隙;
65.(6)筒体拼接纵缝的焊接:使用自动焊机,进行筒体拼接纵缝1的焊接;
66.注意在进行校正去应力复合工装的安装时,应根据筒体23上拼接纵缝1的轴向错边方向,调整工装与筒体23的相对位置,使得筒体23上拼接纵缝1的左侧部分在轴向(纵向)向着后侧方向错边、筒体23上拼接纵缝1的右侧部分在轴向(纵向)向着前侧方向错边;如果错边方向相反,则可通过将筒体23与校正去应力复合工装之间的相对位置调转180度加以解决。
67.作为进一步的改进,本实施例的一种超低温液氢压力容器焊接工装的焊接方法还包括设置在步骤(6)之后的如下步骤:
68.(7)筒体拼接纵缝处焊缝的双向复合振动:其包括拼接纵缝1处焊缝的纵向振动和拼接纵缝处1焊缝的横向振动,具体是在筒体拼接纵缝1的焊接完成且焊缝尚未完全冷却时,通过开启纵向振子组件11的第一超声波振子12的振动实现拼接纵缝1处焊缝的纵向振动,同时通过开启横向振子组件13的第二超声波振子14的振动实现拼接纵缝1处焊缝的横向振动,以细化焊缝组织、消除焊缝残余应力、减少焊接变形。
69.优选的,筒体23拼接纵缝1的焊缝冷却后,拆去工装。
70.优选的,所述筒体23拼接纵缝1的焊接采用自动埋弧焊。
71.优选的,可在刚性条形卡块2或3上设置红外温度探头进行焊接后焊缝温度的检测,从而能够在一定的焊缝温度范围内进行双向复合振动,以最大限度提高双向复合振动的效果。
72.优选的,还可以在筒体23拼接纵缝1的焊缝冷却后,对筒体23拼接纵缝1处焊缝追加一次双向复合振动,以进一步消除焊接应力。
73.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰
也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1