太阳能晶硅电池绿光超快激光刻槽方法和系统与流程
本发明涉及半导体激光加工,具体涉及一种太阳能晶硅电池绿光超快激光刻槽方法和系统。
背景技术:
1、目前市场上的太阳能电池按照材料不同分为三类:晶硅太阳能电池、薄膜太阳能电池和光电化学太阳能电池。近年来,晶硅太阳能电池在提高效率和降低成本方面取得了较大的进展,进一步提高了它在光伏中的优势地位。电池制备过程中,需要在晶硅电池的表面刻出独立的窄槽,每个窄槽对应一个独立的电池单元,然后将各电池单元串联成一个太阳能电池组件。相比较丝网印刷和化学刻蚀等技术来说,刻槽后埋栅的电池具有接触电阻小、电流收集效率高、光电转化效率高的优点。激光刻槽为非接触式加工,因此无应力产生,精度高,可精确刻画出微米级的凹槽。
2、目前对于激光刻槽的线宽有越来越窄的要求,需要不断提高工艺水平才能达到要求。
技术实现思路
1、有鉴于此,为了克服现有技术的不足,本发明提供一种太阳能晶硅电池绿光超快激光刻槽方法,该方法可以实现刻槽的线宽小于10um。
2、本发明提供的太阳能晶硅电池绿光超快激光刻槽方法,包括步骤:
3、1)上料:通过上料传送机构将太阳能晶硅电池输送至激光器下方的操作台上;
4、2)激光刻槽:激光器发射的超快激光聚焦在操作台工位上的晶硅电池工件表面,通过控制激光束x、y、z轴的移动及激光束在晶硅电池工件表面的行进速度,完成预定轨迹的刻槽;
5、所述激光器为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的超快激光器,所述高重复频率为100khz-1mhz,所述高能量单脉冲能量为10uj-100uj,所述单脉冲间能量差异≤±5%;锁定发射频率为100khz-1mhz之间的一定值;
6、3)下料:通过下料传送机构将刻槽后合格的太阳能晶硅电池从操作台上转运至其他指定位置。
7、进一步,所述步骤1)与步骤2)之间通过第一视觉系统对待加工件识别并完成激光聚焦。
8、进一步,所述步骤2)与步骤3)之间通过第二视觉系统对加工件识别,判断是否合格。
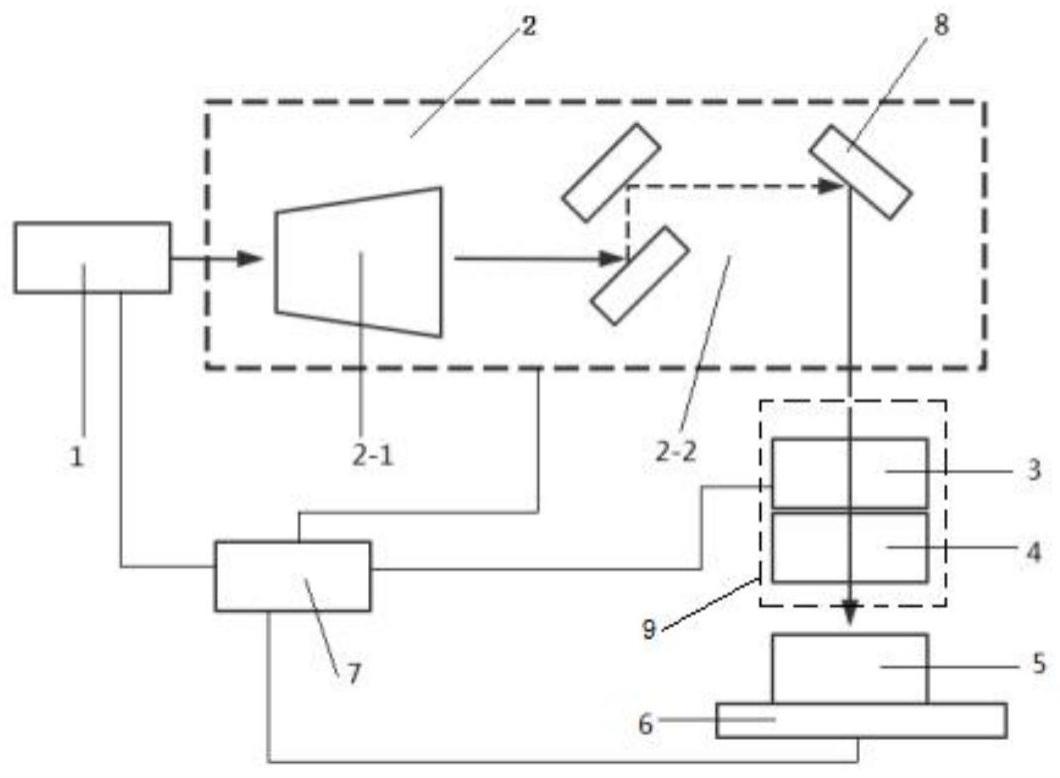
9、所述激光器发射的超快激光,经过整形光路放大光束尺寸、再经过光束传输光路输入到振镜刻槽模块后聚焦在工位上的晶硅电池工件表面完成激光刻槽;所述振镜刻槽模块内设动态聚焦透镜,包括控制激光束偏转的扫描振镜与聚焦激光束的场镜;所述激光经过振镜、再经过场镜后聚焦在工件表面。
10、或者,所述激光器发射的超快激光,经过整形光路放大光束尺寸、再经过光束传输光路输入到激光切割头后聚焦在工位上的晶硅电池工件表面完成激光刻槽;所述激光切割头内设聚光透镜组和高压空气喷嘴。
11、进一步,所述激光器为全固态皮秒激光器,所述激光波长为532±5nm。
12、进一步,所述单脉冲宽度为1-10ps。
13、进一步,所述激光器窗口光斑为1-3mm,发散角为0.5-1.5mrad;所述激光光斑行进速度为1-5000mm/s。
14、进一步,所述整形光路为放大倍率为1-8倍的扩束光路,所述光束传输光路为传输距离10-1000mm的传输光路组成。
15、进一步,所述振镜转速为100-5000转/秒,所述场镜是f-θ场镜或远心场镜,焦距为30-600mm。
16、进一步,形成刻槽线宽的最小分辨率特征尺寸为0.5-10um。
17、本发明还提供实现上述太阳能晶硅电池绿光超快激光刻槽方法的系统,包括操作台、超快激光刻槽机和控制器;其中,所述操作台包括基座、转台及驱动机构,所述转台和驱动机构设于所述基座上,所述驱动机构能够驱动转台转动;所述转台上沿其周边设有数个工位,每个所述工位上均设有用于吸附太阳能晶硅电池的真空吸附装置;所述超快激光刻槽机支撑装置设于所述转台的上方;
18、超快激光刻槽机包括激光器和光路;
19、所述激光器通过数据线与安装有激光刻槽系统软件的计算机控制器相连,计算机控制器将控制的激光功率、扫描速度及重复频率信号输入到激光器,并接收激光器的脉冲同步信号,同时控制光路和操作台完成晶硅电池工件表面的激光刻槽。
20、除了上述转台外,本发明也可以使用一维线性平台完成刻槽。
21、本发明的超快激光工作方式为锁定频率下均匀能量单脉冲周期性输出。
22、本发明的有益效果在于:
23、1.本发明基于锁定的高重复频率、单脉冲工作、高单脉冲能量、单脉冲能量一致性高的超快激光刻槽方法,可用于晶硅电池表面的激光刻槽,实现刻槽的线宽小于10um。
24、2.本发明方法通过高单脉冲能量的超快激光汽化材料加工面来实现刻槽,而不是通过热至熔化作用来实现刻槽,因此几乎没有热影响区出现、加工面几乎无挂渣、无裂纹、无崩边等现象。刻槽线宽更窄、材料强度几乎不变。
25、3.本发明刻槽方法输出的高能量单脉冲,在时域上表现唯一,刻槽时工件材料加工面的具体位置点非常准确,不会在空间上发生漂移,刻槽的质量非常好。
26、4.本发明刻槽方法加工时间快,几乎不出现漏点、漏标记,时序匹配精准。
27、5.在本发明单脉冲能量一致性高的超快激光设备照射下,光加工过程一致性好,晶硅电池等晶硅电池表面清晰明亮,没有重复照射,材料几乎不变暗,也几乎不改变材料的特征参数。
技术特征:
1.一种太阳能晶硅电池绿光超快激光刻槽方法,其特征在于,包括步骤:
2.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述步骤1)与步骤2)之间通过第一视觉系统对待加工件识别并完成激光聚焦。
3.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述步骤2)与步骤3)之间通过第二视觉系统对加工件识别,判断是否合格。
4.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述激光器为全固态皮秒激光器,所述激光波长为532±5nm。
5.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述单脉冲宽度为1-10ps。
6.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述激光器窗口光斑为1-3mm,发散角为0.5-1.5mrad;所述激光光斑行进速度为1-5000mm/s。
7.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述整形光路为放大倍率为1-8倍的扩束光路,所述光束传输光路为传输距离10-1000mm的传输光路组成。
8.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,所述振镜转速为100-5000转/秒,所述场镜是f-θ场镜或远心场镜,焦距为30-600mm。
9.根据权利要求1所述的绿光超快激光刻槽方法,其特征在于,形成刻槽线宽的最小分辨率特征尺寸为0.5-10um。
10.实现权利要求1所述太阳能晶硅电池绿光超快激光刻槽方法的系统,其特征在于,包括操作台、超快激光刻槽机和控制器;
技术总结
本发明提供一种太阳能晶硅电池绿光超快激光刻槽方法和系统,所述方法包括步骤:上料、激光刻槽和下料;所述激光器为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的绿光超快激光器,所述高重复频率为100KHz‑1MHz之间的一定值,所述高能量单脉冲能量为10uJ‑100uJ,所述单脉冲能量一致性为≤±5%。本发明的刻槽方法是通过高单脉冲能量的超快激光汽化材料加工面来实现刻槽,几乎没有热影响区出现,刻槽线宽可小于10um。
技术研发人员:请求不公布姓名
受保护的技术使用者:北京赢圣科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!