一种高精密连续冲压模具零件的标准化制作方法与流程
1.本发明属于冲压模具技术领域,尤其涉及一种高精密连续冲压模具零件的标准化制作方法。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.现有的连续冲压模具采用部分人工推动板材前移的方式,辅助整个板材移动到冲压模具之间,被冲压模具进行冲压,这种部分人工辅助的方式,一方面降低了整个设备的工作效率,另一方面也降低了安全系数,使得整个冲压不够标准化。
技术实现要素:
4.本发明提供一种高精密连续冲压模具零件的标准化制作方法,旨在解决部分人工辅助的方式,一方面降低了整个设备的工作效率,另一方面也降低了安全系数,使得整个冲压不够标准化的问题。
5.本发明是这样实现的,一种高精密连续冲压模具零件的标准化制作方法,包括如下步骤:
6.步骤一、将板材从输送设备的一端插入,并被输送设备夹持后向前转运;
7.步骤二、板材被输送设备运输到冲压模具中间,通过激光进行定位对准;
8.步骤三、启动冲压模具对板材进行冲压,形成需要的零件;
9.步骤四、输送设备继续进行下一个零件冲压;
10.其中输送设备为左右两侧对称设置的链式传送机构,其中每个链节上均设置有一个夹持件用于对运输的板材进行夹持并带动其前移运输,该夹持件沿着所述输送设备中侧面的支撑架进行上下移动用于开合控制。
11.优选的,所述输送设备包括位于两侧的两个支撑架,两个所述支撑架之间通过转动设置的转杆形成框架。
12.优选的,每个所述转杆靠近其两端的位置均固定连接有一个齿轮,同一侧的多个齿轮传动连接有同一个链条,其中一个转杆上设置有传动轮,并通过该传动轮、皮带与电机相传动连接。
13.优选的,所述链条由若干个所述链节组成,其中每一个所述链节的链板上均设置有所述夹持件。
14.优选的,所述夹持件包括l形板,所述l形板的下表面通过连接板与所述链板的上表面相固定,且所述l形板的上表面设置有可竖直向限位滑动的滑杆,该滑杆的前端设置有夹板,该夹板与所述l形板配合用于板材进行夹持。
15.优选的,所述滑杆的后端设置有转轮,并在所述支撑架板体开设的滑槽中移动,该滑槽整体设置为长圆形,且上侧设置为下凹的台阶槽,用于带动所述滑杆下降。
16.优选的,横跨所述输送设备的左右两侧设置有所述冲压模具,该冲压模具的下模设置在所述输送设备的中间并低于板材移动高度,所述下模的正上方设置有液压升降的上模。
17.优选的,所述上模和所述下模均设置为刀模,且可以进行可拆卸的刀头卡接更换。
18.优选的,在所述上模和所述下模上设置有一个激光定位器,均用于对板材进行定位。
19.与现有技术相比,本发明的有益效果是:本发明的一种高精密连续冲压模具零件的标准化制作方法,通过设置夹持件随着支撑板上的滑槽以及台阶槽进行升降移动,从而实现对板材的夹持和松开,在松开的同时夹持件还随着支撑架向外侧偏移,让出夹持件和板材位置,方便夹持件转动到下方进行轮转作业,通过轮转的方式始终对每个板材进行夹持,并带动给板材进行前进,板材的自动前进进入到冲压模具之间,被快速下降的上模和固定不动的下模进行冲压切割,完成连续且快速的冲压作业,全程无需人工辅助,提高了工作效率的同时也提高了工作的安全性,使得整个工作更加的快速精准,可用于标准化的制作,提高了经济效益。
附图说明
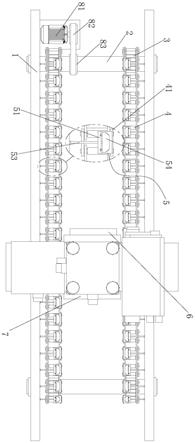
20.图1为本发明的俯视结构示意图;
21.图2为本发明的侧视结构示意图;
22.图3为本发明中支撑架结构示意图;
23.图中:1、支撑架;11、滑槽;12、台阶槽;2、转杆;3、齿轮;4、链条;41、链板;5、夹持件;51、l形板;52、连接板;53、滑杆;54、夹板;6、下模;7、上模;81、电机;82、皮带;83、传动轮。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.请参阅图1-3,本发明提供一种技术方案:一种高精密连续冲压模具零件的标准化制作方法,包括如下步骤:
26.步骤一、将板材从输送设备的一端插入,并被输送设备夹持后向前转运;
27.步骤二、板材被输送设备运输到冲压模具中间,通过激光进行定位对准;
28.步骤三、启动冲压模具对板材进行冲压,形成需要的零件;
29.步骤四、输送设备继续进行下一个零件冲压;
30.其中输送设备为左右两侧对称设置的链式传送机构,其中每个链节上均设置有一个夹持件5用于对运输的板材进行夹持并带动其前移运输,该夹持件5沿着输送设备中侧面的支撑架1进行上下移动用于开合控制。
31.在本实施方式中,将板材的一端插入到位于输送设备输入端的夹持件5中,该夹持
件5对应的链节随着输送设备前移,被输送设备中的齿轮3带动前移,从而位于输送设备前端链节缓缓前移,并带动该夹持件5前移,夹持件5前移的过程中,夹持件5中的滑杆53后端转轮沿着滑槽11缓缓的进入到台阶槽12中,从而滑杆53缓缓的下降,滑杆53的下降带动夹板54沿着l形板51的竖槽下降,从而夹板54对l形板51上的板材进行下降夹紧,之后夹持件5随着链节移动的同时夹持带动板材也随着链节前移,进而缓缓的将板材移动到冲压模具中间。冲压模具启动时,上方的液压缸推动伸缩杆缓缓伸长下降,将上模7向下移动,对下表面贴合下模6上表面的板材进行快速的冲压切割,然后回收抬起将上模7收起,输送设备将板材继续向前运输,上模7继续向下冲压,实现对板材的连续冲压作业。
32.进一步;上述的冲压方式中,夹持件5随着支撑板上的滑槽11以及台阶槽12进行升降移动,从而实现对板材的夹持和松开,在松开的同时夹持件5还随着支撑架1向外侧偏移,让出夹持件5和板材位置,方便夹持件5转动到下方进行轮转作业,通过轮转的方式始终对每个板材进行夹持,并带动给板材进行前进,板材的自动前进进入到冲压模具之间,被快速下降的上模7和固定不动的下模6进行冲压切割,完成连续且快速的冲压作业,全程无需人工辅助,提高了工作效率和工作时的安全性。
33.输送设备包括位于两侧的两个支撑架1,两个支撑架1之间通过转动设置的转杆2形成框架。
34.左右两侧支撑架1的设置一方面配合四个转杆2的拉扯固定形成输送设备的框架,另一方面支撑架1的内侧面开设有供夹持件5的滑杆53进行上下滑动滑槽11和台阶槽12,用于控制夹板54下降配合l形板51对两者之间带的板材边缘处进行夹持,实现带动板材自动上料的过程。其中支撑架1的滑槽11两端向外侧偏移,用于通过滑动滑杆53,滑杆53拉动夹持件5,夹持件5拉动对应的链板41在整个输送设备两端时在整个长链条4两端处向外侧偏移,让出内部的空间,可以让夹持件5与板材之间板材顺利的上料和下料以及夹持件5正常轮转,保证设备的顺利运行。
35.每个转杆2靠近其两端的位置均固定连接有一个齿轮3,同一侧的多个齿轮3传动连接有同一个链条4,其中一个转杆2上设置有传动轮83,并通过该传动轮83、皮带82与电机81相传动连接。
36.电机81设置为步进电机,这样与冲压模具相互配合进行连续的冲压作业。四个转杆2分别设置在滑槽11的四个拐角处,用于引导链条4的运行和带动链条4的轮转,每个转杆2上设置有左右两个齿轮3,从而四个转杆2上的齿轮3分为左右两侧,进而带动左右两侧的两个链条4进行同步的运行转动。启动电机81,电机81通过皮带82带动传动轮83进行转动,传动轮83带动与之固定的转杆2在两个支撑架1上进行转动,该转杆2的转动带动在靠近两端设置的两个齿轮3进行转动,齿轮3的转动带动该侧的链条4进行转动,该链条4的转动带动各个链节以及每个链节上固定的夹持件5进行轮转。
37.链条4由若干个链节组成,其中每一个链节的链板41上均设置有夹持件5。
38.在链条4的每个链节上均设置一个夹持件5,一方面夹持件5设置的较小,可以随着链节在齿轮3处进行转弯,从而保证整个输送设置进行循环的使用,另一方面夹持件5随着每个链节使用,使得夹持件5设置的足够多,从而可以对板材的多个位置进行夹持固定,进而整体与板材之间的夹持力也足够带动板材进行缓缓前移作业,板材的前移实现自动化的上料过程,无需人工进行操作,保证了安全和快速的操作。
39.夹持件5包括l形板51,l形板51的下表面通过连接板52与链板41的上表面相固定,且l形板51的上表面设置有可竖直向限位滑动的滑杆53,该滑杆53的前端设置有夹板54,该夹板54与l形板51配合用于板材进行夹持。
40.l形板51的竖板部分开设有竖槽,用于夹板54上滑脚的滑动,对夹板54的升降进行限定,同时也对与夹板54相固定连接的滑杆53的限定,保证滑杆53升降时,带动夹板54升降,滑竿外移时,带动夹板54外移,夹板54带动l形板51外移,l形板51带动与之对应的链节在输送设备两端时进行外移让出空间,使得夹持板与板材之间相互没有干涉。
41.滑杆53的后端设置有转轮,并在支撑架1板体开设的滑槽11中移动,该滑槽11整体设置为长圆形,且上侧设置为下凹的台阶槽12,用于带动滑杆53下降。
42.滑杆53的后端设置为转轮,从而可以在滑槽11中进行转动移动,前进的顺利,同时转轮设置为轨道轮形式,对滑槽11进行夹持移动,类似于火车轮在轨道上移动,这样夹持的转轮移动到滑槽11向外偏移的部分时,可以及时的带动夹持件5也向外进行偏移,以保证在上料和下料时,夹持件5与板材之间不会相互干涉。
43.横跨输送设备的左右两侧设置有冲压模具,该冲压模具的下模6设置在输送设备的中间并低于板材移动高度,下模6的正上方设置有液压升降的上模7。
44.冲压模具的设置用于对输送设备送来的板材进行连续的冲压,制备成需要的零件形状,配合步进的电机81,实现连续冲压的目的,输送设备将板材输送过来,定位完成后,冲压模具立即下降冲压,提高了整个的工作效率。
45.上模7和下模6均设置为刀模,且可以进行可拆卸的刀头卡接更换。
46.对冲压模具的上模7和下模6进行卡接式的可拆卸更换,一方面方便进行更新维护,另一方面方便切换成别的刀头,进行其余形状零件的冲压成型,保证了使用的方便,也提升了使用的范围,更具备普适性和推广度。
47.在上模7和下模6上设置有一个激光定位器,均用于对板材进行定位。
48.上模7上的激光定位器用于向下模6发射激光,下模6上的激光定位器用于向上模7发射激光,从而当板材位于两者中间时,激光均被遮挡,保证需要冲切的位置完整,从而冲压模具的上模7下降对其进行快速的冲压成型。
49.本发明的工作原理及使用流程:本发明安装好过后,在使用时,启动电机81,电机81通过皮带82带动传动轮83进行转动,传动轮83带动与之固定的转杆2在两个支撑架1上进行转动,该转杆2的转动带动在靠近两端设置的两个齿轮3进行转动,齿轮3的转动带动该侧的链条4进行转动,该链条4的转动带动各个链节以及每个链节上固定的夹持件5进行轮转。
50.首先将板材的一端插入到位于输送设备输入端的夹持件5中,该夹持件5对应的链节随着输送设备前移,被输送设备中的齿轮3带动前移,从而位于输送设备前端链节缓缓前移,并带动该夹持件5前移,夹持件5前移的过程中,夹持件5中的滑杆53后端转轮沿着滑槽11缓缓的进入到台阶槽12中,从而滑杆53缓缓的下降,滑杆53的下降带动夹板54沿着l形板51的竖槽下降,从而夹板54对l形板51上的板材进行下降夹紧,之后夹持件5随着链节移动的同时夹持带动板材也随着链节前移,进而缓缓的将板材移动到冲压模具中间。
51.冲压模具启动时,上方的液压缸推动伸缩杆缓缓伸长下降,将上模7向下移动,对下表面贴合下模6具上表面的板材进行快速的冲压切割,然后回收抬起将上模7收起,输送设备将板材继续向前运输,上模7继续向下冲压,实现对板材的连续冲压作业。
52.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1