一种PCB产品切换闭环控制生产工艺的制作方法
一种pcb产品切换闭环控制生产工艺
技术领域
1.本发明涉及pcb产品生产技术领域,特别是涉及一种pcb产品切换闭环控制生产工艺。
背景技术:
2.随着pcb产品生产工艺的不断进步,使得其加工自动化程度不断提高,除少数手工步骤外,基本都实现了自动化生产。比如pcb产品的回流焊,可以采用回流焊设备进行自动化生产。根据不同的产品,回流焊设备可以设定对应的炉温,并变轨,以适应各种pcb产品的焊接。
3.在回流焊生产过程中,产品切换时如果没有调整炉温和变轨,则无法完成对应的焊接,甚至出现pcb卡板、轨道变形的问题,无论pcb被轨道挤压变形还是轨道的变形,都是不可逆的,损失较大,而且轨道变形将无法继续生产,必须等待备件的更换,延误了交期。实际生产过程中,如果前后操作者没有交流和确认工单的完成状态,而且直接清空回流状态并执行下一个工单程序,就容易引发事故。
4.通常情况下,产品切换时,都会进行对应炉温参数的调节及变轨,但是如果pcb产品的批量小、品种多,产品间的切换比较频繁,而节点的把控完全靠人的主观意识,不但效率低,还容易因为人员的稍有疏忽而导致产品本身质量无法保证,甚至给生产设备带来严重损坏。
技术实现要素:
5.本发明主要解决的技术问题是提供一种pcb产品切换闭环控制生产工艺,实现pcb产品切换的闭环控制,避免误操作而切换的问题。
6.为解决上述技术问题,本发明采用的一个技术方案是:提供一种pcb产品切换闭环控制生产工艺,包括以下步骤:a、改造:对现有pcb产品的自动流转加工设备进行改造,在自动流转加工设备的前端加装第一控制面板和指示灯,在自动流转加工设备的尾端加装与第一控制面板关联的第二控制面板;b、首批pcb产品试生产:清空自动流转加工设备,尾端操作人员通过第二控制面板进行身份认证和清空确认,变轨信号闭合,前端的指示灯发出放行颜色的灯光,开启自动流转加工设备的系统操作权限,前端操作人员看见放行的灯光后,进入自动流转加工设备的系统,根据第一工单调整设备参数并变轨,通过第一控制面板进行身份认证,进行首批pcb产品的放行,首批pcb产品进入自动流转加工设备进行生产,并断开变轨信号,前端的指示灯变色以禁止产品切换操作;c、pcb产品的切换生产:首批pcb产品的末件流出尾端后,尾端操作人员通过第二控制面板进行身份认证和产品完全流出确认,变轨信号闭合,前端的指示灯发出放行颜色的灯光,开启自动流转加工设备的系统操作权限,允许切换产品,前端操作人员看见放行的
灯光后,进入自动流转加工设备的系统,根据第二工单调整设备参数并变轨,然后通过第一控制面板进行身份认证,进行第二批pcb产品的放行,第二批pcb产品进入自动流转加工设备进行生产,并断开变轨信号,前端的指示灯变色以禁止产品切换操作;d、循环生产:第二批pcb产品末件流出尾端后,尾端操作人员通过第二控制面板进行身份认证和产品完全流出确认,变轨信号闭合,前端的指示灯发出放行颜色的灯光,开启自动流转加工设备的系统操作权限,允许切换产品,前端操作人员看见放行的灯光后,进入自动流转加工设备的系统,根据第三工单调整设备参数并变轨,然后通过第一控制面板进行身份认证,进行第三批pcb产品的放行,第三pcb产品进入自动流转加工设备进行生产,以此进行循环。
7.在本发明一个较佳实施例中,所述自动流转加工设备包括但不限于回流焊设备。
8.在本发明一个较佳实施例中,在对回流焊设备的改造步骤中,先查看回流焊设备内的轨道和回流焊电路图,了解回流焊设备的通信和控制的原理,找到回流焊的控制信号和节点,使得第一控制面板和第二控制面板接入回流焊设备的控制系统。
9.在本发明一个较佳实施例中,所述第一控制面板和第二控制面板上同时设置有刷卡认证模块或者指纹认证模块。
10.在本发明一个较佳实施例中,第一控制面板和第二控制面板上同时设置有刷卡认证模块时,尾端操作人员和分别配发对应权限的射频卡。
11.在本发明一个较佳实施例中,指示灯采用红绿双色指示灯,指示灯发出绿色灯光表示放行,指示灯发出红色灯光表示禁止产品切换操作。
12.本发明的有益效果是:本发明指出的一种pcb产品切换闭环控制生产工艺,通过改造,增加了关联的第一控制面板和第二控制面板,有利于尾端操作人员对产品末件流出的确认,避免在上批产品未流出的情况下进行变轨的问题,提升了产品切换的安全性,避免误操作问题,非常适用于小批量、多品种pcb产品的回流焊生产,还可以扩展适用范围,进行其他产线的改造。
附图说明
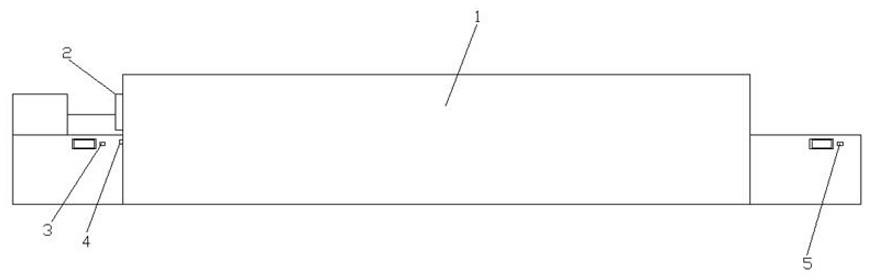
13.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1是本发明一种pcb产品切换闭环控制生产工艺一较佳实施例的结构示意图。
具体实施方式
14.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
15.请参阅图1,回流焊设备1的内部有一个加热机构,将空气或氮气加热到足够高的温度后吹向已经贴好元件的主板,让元件两侧的焊料融化后与主板粘结,生产效率高,温度
易于控制,不同的pcb产品,回流焊时对温度以及轨道规格的要求也不同。
16.以回流焊为例,本发明实施例包括:如图1所示的pcb产品切换闭环控制生产工艺,包括以下步骤:a、改造:对现有pcb产品的回流焊设备1进行改造,先查看回流焊设备内的轨道和回流焊电路图,了解回流焊设备的通信和控制的原理,找到回流焊的控制信号和节点,在回流焊设备1的前端加装第一控制面板3和指示灯4,在回流焊设备1的尾端加装与第一控制面板3关联的第二控制面板5,使得第一控制面板3和第二控制面板5接入回流焊设备1的控制系统2;第一控制面板3和第二控制面板5上分别设置有刷卡认证模块或者指纹认证模块,操作权限认证便利,在本实施例中,第一控制面板3和第二控制面板5上分别设置有刷卡认证模块,尾端操作人员和分别配发对应权限的射频卡,方便换班时的交接,避免指纹认证不唯一的问题,进一步避免误操作情况;b、首批pcb产品试生产:检查并清空回流焊设备,尾端操作人员通过第二控制面板进行身份认证和清空确认,变轨信号闭合,前端的指示灯发出放行颜色的灯光,开启回流焊设备的系统操作权限,在本实施例中,指示灯采用红绿双色指示灯,指示灯发出绿色灯光表示放行,指示灯发出红色灯光表示禁止产品切换操作;前端操作人员看见绿色灯光后,进入回流焊设备的控制系统2,根据第一工单调整设备参数并变轨,通过第一控制面板3进行身份认证,进行首批pcb产品的放行,首批pcb产品进入回流焊设备1进行生产,并断开变轨信号,前端的指示灯变为红色,并锁定控制系统2,禁止产品的切换操作;c、pcb产品的切换生产:首批pcb产品的末件流出尾端后,尾端操作人员通过第二控制面板5进行身份认证和产品完全流出确认,变轨信号闭合,前端的指示灯发出绿色的灯光,开启回流焊设备1的系统操作权限,允许切换产品,前端操作人员看见放行的绿色灯光后,进入回流焊设备1的控制系统2,根据第二工单调整设备参数并变轨,然后通过第一控制面板3进行身份认证,进行第二批pcb产品的放行,第二批pcb产品进入回流焊设备1进行生产,并断开变轨信号,前端的指示灯变为红色以禁止产品切换操作,也即是说,第二批pcb产品完全生产完成之前,不允许进行产品的切换;d、循环生产:第二批pcb产品末件流出尾端后,尾端操作人员通过第二控制面板5进行身份认证和产品完全流出确认,变轨信号闭合,前端的指示灯发出放行绿色的灯光,开启回流焊设备1的系统操作权限,允许切换产品,前端操作人员看见放行的绿色灯光后,进入回流焊设备的控制系统2,根据第三工单调整设备参数并变轨,然后通过第一控制面板3进行身份认证,进行第三批pcb产品的放行,也即是说,先要尾端操作人员通过第二控制面板5进行身份认证和产品完全流出确认,才能进行控制系统2的操作以及参数的调整和变轨,参数的调整和变轨完成后,通过第一控制面板3进行身份认证后,才能进行后续pcb产品的放行,形成固定的工作模式;第三pcb产品进入回流焊设备进行生产,以此模式进行后续pcb产品的切换和循环生产。
17.综上所述,本发明指出的一种pcb产品切换闭环控制生产工艺,通过对设备的改造,重新制定了工作模式,实现了回流焊设备前后端操作的闭环控制,极大地避免了pcb产
品切换时的误操作问题,实现了对pcb产品及设备轨道的保护。
18.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1