一种通过预制IMC焊盘形成多晶结构焊点的方法
一种通过预制imc焊盘形成多晶结构焊点的方法
技术领域
1.本发明涉及材料制备与连接技术领域,特别是涉及一种通过预制imc焊盘形成多晶结构焊点的方法。
背景技术:
2.焊点在微电子互连中起到机械连接和电信号传输的作用,目前微电子封装空间减小,元器件数量增多,元器件产热加剧;而且,焊点多承受的电流密度不断增加,在热力学和动力学因素的驱动下,焊料中形成的imcs会生长或溶解,造成焊点的失效,从而影响电子产品的使用寿命和可靠性。目前微电子互连中使用的焊料主要为sn基焊料(含sn量80%以上),sn的晶体结构主要影响焊点的可靠性。
3.已有研究表明,重熔制备的sn基无铅互连焊点往往呈现单晶或孪晶结构,而β-sn的bct晶体结构具有各向异性(a=b=0.5832,c=0.3182,c/a=0.546),cu等原子在焊点中的扩散会由于β-sn不同的晶粒取向而呈现出强烈的各向异性,比如,在25℃,cu沿β-sn晶格c轴的扩散速率为2
×
10-6
cm2/s,是其沿a、b轴扩散速率的500倍,这种取向扩散行为将会对焊点的电迁移行为造成严重影响,具有c轴与电流方向平行的sn基钎料单晶焊点容易产生提前失效,其界面imcs的生长速度约为具有c轴与电流方向垂直的单晶焊点或孪晶焊点的10倍。目前,深刻理解并预测sn枝晶的生长模式是一个热力学难题,在完成互连后,每一个焊点都具有独特的晶体取向,因此不可避免的会有一些焊点由于β-sn晶粒的取向不利,在电子产品使用过程中提前失效,进而降低电子产品的使用寿命。可见,焊点的晶粒取向会严重影响其服役可靠性,因此,有必要寻找一个合适的手段,获得具有不同晶粒取向的多晶焊点。
技术实现要素:
4.本发明的目的是在微电子互连中降低sn各向异性对焊点可靠性和使用寿命的影响,制作出焊点尺寸可控、晶粒取向不同的多晶焊点。同时期望可以通过进行多晶焊点力学、热疲劳、电迁移等测试进行表征,提高多晶结构如何影响焊点可靠性和使用寿命的认识水平,达到评价焊点可靠性的目的。
5.为实现上述目的,本发明提供了如下方案:
6.本发明提供一种通过预制imc焊盘形成多晶结构焊点的方法,包括以下步骤:
7.(1)将sn-ag-bi-in系焊料通过提前制作相同孔径的(孔径可控)漏网漏印在玻璃板上;
8.(2)将漏印后的焊料加热重熔形成sn-ag-bi-in系焊球,冷却;
9.(3)清洗所述sn-ag-bi-in系焊球;
10.(4)在体视显微镜下挑选与焊盘尺寸一致的sn-ag-bi-in系焊球备用;
11.(5)将印制电路板(printed circuit board,以下简称pcb板)用乙醇在超声清洗机中将表面洗净;
12.(6)在pcb板上涂覆一层助焊剂;
13.(7)将预制的sn-ag-bi-in系焊球放在pcb板表面的铜片上并用热风焊设备加热使焊球重熔并与pcb板上的铜片结合,冷却;
14.(8)使用硝酸-乙醇-水溶液对步骤(7)焊后的凸点结构进行腐蚀,并通过金相显微镜观察,保证腐蚀完所有sn,保留cu-sn界面处的imcs;
15.(9)在(8)中完成的pcb板铜片上仅剩imc的焊盘(以下简称imc焊盘)表面涂覆助焊剂;
16.(10)将预制的sn-ag-bi-in系焊球放在imc焊盘上并用热风焊设备加热使焊球重熔并与imc焊盘结合,冷却;
17.(11)将(10)中完成的凸点结构倒置于已涂覆助焊剂的pcb板平行且完全对齐放置;
18.(12)将(11)中完成的结构使用热风焊设备加热使焊球重熔并保证与imc焊盘和pcb板重熔结合,冷却;
19.(13)研磨焊点至中间最大截面,并进行精抛,最终获得多晶结构焊点。
20.优选地,所述步骤(1)sn-ag-bi-in系焊料为无铅钎料。
21.优选地,所述步骤(2)通过热风焊设备形成sn-ag-bi-in系焊球。
22.优选地,所述步骤(3)先后使用丙酮和乙醇清洗sn-ag-bi-in系焊球。
23.优选地,所述步骤(7)、(10)和(12)中的重熔,温度范围为200℃~300℃。
24.优选地,所述步骤(2)、(7)、(10)、(12)中冷却方式,选择随炉冷却、空冷或水冷的冷却方式。
25.优选地,所述步骤(8)硝酸-乙醇-水溶液中三者的体积比依次为1:1:8。
26.本发明公开了以下技术效果:
27.完成微电子互连后,每一个焊点都具有独特的晶体取向,因此不可避免的会有一些焊点由于β-sn晶粒的取向不利,在电子产品使用过程中提前失效,进而降低电子产品的使用寿命。本发明通过预制imc焊盘形成多晶结构焊点,关键步骤在于焊球在预制的imc焊盘进行重熔、冷却,可以改善sn基钎料焊点中由于sn的各向异性降低焊点可靠性和使用寿命的情况,通过ebsd技术确定为多晶结构焊点。sn具有强烈的各向异性,电子产品焊点中sn的c轴平行电流方向时容易发生失效,具有不同取向的多晶结构焊点会降低焊点内部sn取向不利的现象,从而影响焊点可靠性和使用寿命。因此,多晶结构焊点可以有效降低sn晶粒取向不利的情况;工艺简单,成本低廉,制作出焊点尺寸可控、晶粒取向不同的多晶焊点。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
29.图1为不同孔径的漏网照片;
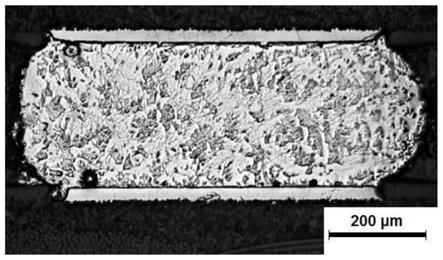
30.图2为实施例1焊点的金相照片;
31.图3为实施例1多晶结构焊点取向分布图。
具体实施方式
32.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。
33.应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
34.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时,以本说明书的内容为准。
35.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见得的。本发明说明书和实施例仅是示例性的。
36.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
37.本发明中sn-ag-bi-in系焊料为sn-ag-bi-in系钎料焊膏,通过购买得到,一般保存在冰箱中,需要提前4-8h从冰箱取出放在室温环境中以恢复焊膏的粘度,使用之前还需要进行充分搅拌,具体过程为本领域的常规技术手段。
38.不同孔径的漏网照片见图1。
39.实施例1不同晶体取向的多晶结构的imc/sabi/cu焊点的制备
40.(1)将sn-ag-bi-in系焊料通过漏网漏印在玻璃板上,漏网尺寸为700μm;
41.(2)通过热风焊设备(美国pace st325,下同)将漏印后的焊料加热形成尺寸为700μm的sn-ag-bi-in系焊球,重熔温度为245℃,重熔时间为30s,随炉冷却30s;
42.(3)先后使用丙酮和乙醇在超声波清洗机中清洗sn-ag-bi-in系焊球;
43.(4)在体视显微镜下挑选与焊盘尺寸一致(700μm)的sn-ag-bi-in系焊球备用;
44.(5)用乙醇在超声清洗机将pcb板表面洗净;
45.(6)在pcb板上涂覆一层助焊剂(alpha pop707,下同);
46.(7)将预制的sn-ag-bi-in系焊球放在pcb板表面的铜片上并用热风焊设备加热使焊球重熔,并与pcb板上的铜片结合,重熔温度为245℃,重熔时间为30s,随炉冷却30s;
47.(8)使用硝酸-乙醇-水溶液(体积比依次为1:1:8)对焊后的凸点结构进行腐蚀,并通过金相显微镜观察,保证腐蚀完所有sn,保留cu-sn界面处的imcs;
48.(9)在(8)中完成的pcb板铜片上仅剩imc的焊盘(以下简称imc焊盘)表面涂覆助焊剂;
49.(10)将预制的sn-ag-bi-in系焊球放在imc焊盘上并用热风焊设备加热使焊球重熔并与imc焊盘结合,重熔温度为245℃,重熔时间为30s,随炉冷却30s;
50.(11)将(10)中完成的凸点结构倒置于已涂覆助焊剂的pcb板平行且完全对齐放
置;
51.(12)将(11)中完成的结构使用热风焊设备加热使焊球重熔并保证与imc焊盘和pcb板结合,重熔温度为245℃,重熔时间为30s,设备冷却30s;
52.(13)研磨焊点至中间最大截面,并进行精抛,最终获得多晶结构焊点;
53.获取精抛截面的ebsd数据,确定焊点是否为晶粒取向不同的多晶焊点。
54.本实施例焊点的晶相照片见图2,多晶结构焊点取向分布图见图3,由图2可知本实施例得到尺寸为700μm的焊点,由图3可知该焊点是由取向不同的sn晶粒构成的多晶结构焊点。
55.实施例2
56.(1)将sn-ag-bi-in系焊料通过漏网漏印在玻璃板上,漏网尺寸为700μm;
57.(2)通过热风焊设备将漏印后的焊料加热形成尺寸为700μm的sn-ag-bi-in系焊球,重熔温度为245℃,重熔时间为30s,随炉冷却30s;
58.(3)先后使用丙酮和乙醇在超声波清洗机中清洗sn-ag-bi-in系焊球;
59.(4)在体视显微镜下挑选与焊盘尺寸一致(700μm)的sn-ag-bi-in系焊球备用;
60.(5)用乙醇在超声清洗机将pcb板表面洗净;
61.(6)在pcb板上涂覆一层助焊剂;
62.(7)将预制的sn-ag-bi-in系焊球放在pcb板表面的铜片上并用热风焊设备加热使焊球重熔并与pcb板上的铜片结合,重熔温度为200℃,重熔时间为30s,随炉冷却30s;
63.(8)使用硝酸-乙醇-水溶液(体积比依次为1:1:8)对焊后的凸点结构进行腐蚀,并通过金相显微镜观察,保证腐蚀完所有sn,保留cu-sn界面处的imcs;
64.(9)在(8)中完成的pcb板铜片上仅剩imc的焊盘(以下简称imc焊盘)表面涂覆助焊剂;
65.(10)将预制的sn-ag-bi-in系焊球放在imc焊盘上并用热风焊设备加热使焊球重熔并与imc焊盘结合,重熔温度为200℃,重熔时间为30s,随炉冷却30s;
66.(11)将(10)中完成的凸点结构倒置与已涂覆助焊剂的pcb板平行且完全对齐放置;
67.(12)将(11)中完成的结构使用热风焊设备加热使焊球重熔并保证与imc焊盘和pcb板结合,重熔温度为200℃,重熔时间为30s,水冷30s;
68.(13)研磨焊点至中间最大截面,并进行精抛,最终获得多晶结构焊点;
69.获取精抛截面的ebsd数据,确定焊点是否为晶粒取向不同的多晶焊点。
70.由本实施例焊点的取向分布图可知焊点是由取向不同的sn晶粒构成的多晶结构焊点。
71.实施例3
72.(1)将sn-ag-bi-in系焊料通过漏网漏印在玻璃板上,漏网尺寸为700μm;
73.(2)通过热风焊设备(美国pace st325,下同)将漏印后的焊料加热形成尺寸为700μm的sn-ag-bi-in系焊球,重熔温度为245℃,重熔时间为30s,随炉冷却30s;
74.(3)先后使用丙酮和乙醇在超声波清洗机中清洗sn-ag-bi-in系焊球;
75.(4)在体视显微镜下挑选与焊盘尺寸一致(700μm)的sn-ag-bi-in系焊球备用;
76.(5)用乙醇在超声清洗机将pcb板表面洗净;
77.(6)在pcb板上涂覆一层助焊剂;
78.(7)将预制的sn-ag-bi-in系焊球放在pcb板表面的铜片上并用热风焊设备加热使焊球重熔并与pcb板上的铜片结合,重熔温度为300℃,重熔时间为30s,随炉冷却30s;
79.(8)使用硝酸-乙醇-水溶液(体积比依次为1:1:8)对焊后的凸点结构进行腐蚀,并通过金相显微镜观察,保证腐蚀完所有sn,保留cu-sn界面处的imcs;
80.(9)在(8)中完成的pcb板铜片上仅剩imc的焊盘(以下简称imc焊盘)表面涂覆助焊剂;
81.(10)将预制的sn-ag-bi-in系焊球放在imc焊盘上并用热风焊设备加热使焊球重熔并与imc焊盘结合,重熔温度为300℃,重熔时间为30s,随炉冷却30s;
82.(11)将(10)中完成的凸点结构倒置与已涂覆助焊剂的pcb板平行且完全对齐放置;
83.(12)将(11)中完成的结构使用热风焊设备加热使焊球重熔并保证与imc焊盘和pcb板结合,重熔温度为300℃,重熔时间为30s,空冷30s;
84.(13)研磨焊点至中间最大截面,并进行精抛,最终获得多晶结构焊点;
85.获取精抛截面的ebsd数据,确定焊点是否为晶粒取向不同的多晶焊点。
86.由本实施例焊点的取向分布图可知焊点是由取向不同的sn晶粒构成的多晶结构焊点。
87.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1