活塞销车端面送料装置的制作方法
1.本实用新型涉及通机发动机制造技术领域,特别涉及一种通机发动机上活塞销车端面的送料装置。
背景技术:
2.活塞销是通用发动机上的部件,活塞销用来连接活塞和连杆,并将活塞承受的力传给连杆或相反。
3.现有技术中,活塞销端面加工在车床上完成,靠人工将活塞销放入车床夹头中,装卸件效率较低。
技术实现要素:
4.有鉴于此,本实用新型的目的是提供一种活塞销车端面送料装置,以解决现有在车床上车削推杆端面由人工装卸工件,生产效率低,人工成本高的技术问题。
5.本实用新型活塞销车端面送料装置,包括支架、设置在支架上的u形定位槽、设置在支架用于将活塞销依次送向u形定位槽的储料器、设置在支架上且活塞杆竖直向下的第一直动式气缸、设置在第一直动式气缸的活塞杆端部的连板、设置在连板上的旋转气缸、连接在旋转气缸的旋转接头上的接料头和水平设置在连板上的第二直动式气缸,所述储料器包括斜板和设置在斜板两侧用于对斜板上的活塞销进行限位的凹形限位槽,斜板的下端位于u形定位槽的口部,u形定位槽的一端设置有喷气嘴,u形定位槽的另一端为活塞销出口;所述接料头上设置有用于接收活塞销的圆柱接料孔,所述第二直动式气缸用于将圆柱接料孔的活塞销推出。
6.进一步,所述的活塞销车端面送料装置还包括plc、设置在与u形定位槽端部喷气嘴连接的气管上的第一电磁阀、设置在与第一直动式气缸连接的气管上的第二电磁阀、设置在与旋转气缸连接的气管上的第三电磁阀和设置在与第二直动式气缸连接的气管上的第四电磁阀,所述plc的控制信号输出端分别与第一电磁阀、第二电磁阀、第三电磁阀和第四电磁阀连接。
7.本实用新型的有益效果:
8.本实用新型活塞销车端面送料装置,其能自动将储料器中存储的活塞销依次取出并送入车床卡盘,而且能从车床卡盘排出的活塞销换向后再送入车床卡盘,从而能代替人工在车床车削活塞销端面过程中装卸工件,能缩短装卸工件的时间,提高生产效率。
附图说明
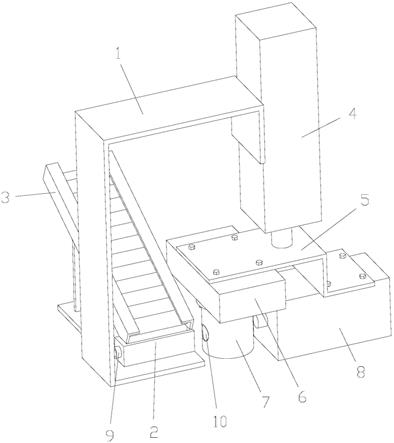
9.图1为活塞销车端面送料装置的立体结构示意图;
10.图2为活塞销车端面送料装置的另一侧立体结构示意图;
11.图3为活塞销车端面送料装置设置于车床机上的示意图;
12.图4为气路控制示意图。
具体实施方式
13.下面结合附图和实施例对本实用新型作进一步描述。
14.如图所示,本实施例活塞销车端面送料装置包括支架1、设置在支架上的u形定位槽2、设置在支架用于将活塞销依次送向u形定位槽的储料器3、设置在支架上且活塞杆竖直向下的第一直动式气缸4、设置在第一直动式气缸的活塞杆端部的连板5、设置在连板上的旋转气缸6、连接在旋转气缸的旋转接头上的接料头7和水平设置在连板上的第二直动式气缸8,所述储料器包括斜板31和设置在斜板两侧用于对斜板上的活塞销进行限位的凹形限位槽32,斜板的下端位于u形定位槽的口部,u形定位槽的一端设置有喷气嘴9,u形定位槽的另一端为活塞销出口;所述接料头上设置有用于接收活塞销的圆柱接料孔10,所述第二直动式气缸用于将圆柱接料孔的活塞销推出。
15.本实施例中,所述活塞销车端面送料装置还包括plc 12、设置在与u形定位槽端部喷气嘴连接的气管上的第一电磁阀13、设置在与第一直动式气缸连接的气管上的第二电磁阀14、设置在与旋转气缸连接的气管上的第三电磁阀15和设置在与第二直动式气缸连接的气管上的第四电磁阀16,所述plc的控制信号输出端分别与第一电磁阀、第二电磁阀、第三电磁阀和第四电磁阀连接。在具体实施中活塞销车端面送料装置的plc可直接采用数控车床的plc。
16.本实施例活塞销车端面送料装置工作过程如下:
17.人工预先将活塞销装在储料器中,活塞销在储料器中依次排列成一排,在重力作用下掉入u形定位槽中。
18.1)取料时,plc控制第二电磁阀使第一直动式气缸拉动接料头上升至圆柱接料孔与u形定位槽的出料端正对,然后plc控制第一电磁阀接通气路,u形定位槽中的活塞销即被压缩空气吹入圆柱形接料孔。
19.2)plc控制第一直动式气缸推动接料头下降至圆柱接料孔与车床上气动卡盘11的中心相对,然后plc控制第四电磁阀使第二直动式气缸将圆柱形接料孔中的活塞销推入气动卡盘。
20.3)车床对活塞销一端端面加工完成后,气动卡盘自动将活塞销吹出至圆柱接料孔中,然后plc控制第三电磁阀使旋转气缸驱动接料头旋转180
°
,然后plc控制第四电磁阀使第二直动式气缸将圆柱形接料孔中的活塞销推入气动卡盘,车床完成对活塞销另一端面的加工。
21.本实施例中活塞销车端面送料装置,其能自动将储料器中存储的活塞销依次取出并送入车床卡盘,而且能从车床卡盘排出的活塞销换向后再送入车床卡盘,从而能代替人工在车床车削活塞销端面过程中装卸工件,能缩短装卸工件的时间,提高生产效率。
22.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.活塞销车端面送料装置,其特征在于:包括支架、设置在支架上的u形定位槽、设置在支架用于将活塞销依次送向u形定位槽的储料器、设置在支架上且活塞杆竖直向下的第一直动式气缸、设置在第一直动式气缸的活塞杆端部的连板、设置在连板上的旋转气缸、连接在旋转气缸的旋转接头上的接料头和水平设置在连板上的第二直动式气缸,所述储料器包括斜板和设置在斜板两侧用于对斜板上的活塞销进行限位的凹形限位槽,斜板的下端位于u形定位槽的口部,u形定位槽的一端设置有喷气嘴,u形定位槽的另一端为活塞销出口;所述接料头上设置有用于接收活塞销的圆柱接料孔,所述第二直动式气缸用于将圆柱接料孔的活塞销推出。2.根据权利要求1所述的活塞销车端面送料装置,其特征在于:还包括plc、设置在与u形定位槽端部喷气嘴连接的气管上的第一电磁阀、设置在与第一直动式气缸连接的气管上的第二电磁阀、设置在与旋转气缸连接的气管上的第三电磁阀和设置在与第二直动式气缸连接的气管上的第四电磁阀,所述plc的控制信号输出端分别与第一电磁阀、第二电磁阀、第三电磁阀和第四电磁阀连接。
技术总结
本实用新型公开了一种活塞销车端面送料装置,包括支架、设置在支架上的U形定位槽、储料器、第一直动式气缸、旋转气缸、接料头和第二直动式气缸,U形定位槽的一端设置有喷气嘴,U形定位槽的另一端为活塞销出口;接料头上设置有用于接收活塞销的圆柱接料孔,第二直动式气缸用于将圆柱接料孔的活塞销推出。本实用新型活塞销车端面送料装置,其能自动将储料器中存储的活塞销依次取出并送入车床卡盘,而且能从车床卡盘排出的活塞销换向后再送入车床卡盘,从而能代替人工在车床车削活塞销端面过程中装卸工件,能缩短装卸工件的时间,提高生产效率。率。率。
技术研发人员:杨金
受保护的技术使用者:重庆斯格特机械制造股份有限公司
技术研发日:2021.01.19
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1