一种人字形螺母冷镦模具的制作方法
1.本实用新型涉及人字形螺母制造技术领域,特别涉及一种人字形螺母冷镦模具。
背景技术:
2.人字形螺母是一种形状特殊的螺母,为保证其满足一定的机械强度,通常需要采用冷镦加工工艺。现有的冷镦模具无法满足螺母直接冷镦成型的生产需要,通常需要在螺母冷镦成型后增加cnc冲孔工序,或者直接采用压铸工艺成型,效率低下,生产周期长。
技术实现要素:
3.本实用新型提供了一种人字形螺母冷镦模具,人字形螺母通过冷镦挤工艺直接成型,减少加工工序,节省材料,提高加工效率,有效的降低生产时间。
4.本实用新型的工作原理:一种人字形螺母冷镦模具,包括整形模、镦粗模、预镦一模、预镦二模和精镦模;所述整形模、镦粗模、预镦一模、预镦二模和精镦模均包括主模和冲模;所述主模固定设置;所述冲模位于主模正上方;还包括冲孔模;所述冲孔模的冲模设置于冲模套中;所述冲孔模的主模设置于主模套中;所述冲孔模的冲模包括可升降的冲模后顶杆和冲模顶针;所述冲孔模的主模包括固定设置的内模上端和可升降主模顶针;所述主模顶针位于内模上端底部。
5.进一步的是:所述冲孔模的冲模还包括由上至下依次设置的冲模后垫和冲模三孔垫块。
6.进一步的是:所述冲模后顶杆穿过冲模后垫后向下抵住冲模三孔垫块;所述冲模三孔垫块向下抵住冲模顶针;所述冲模顶针外套设有冲模顶针套;所述冲模顶针套和冲模顶针均伸出冲模套。
7.进一步的是:冲孔模的主模还包括由下至上依次设置的主模后垫块、主模垫块主模大垫块和主模后垫;所述主模后垫块底部设置有主模顶出杆;所述主模大垫块设置于主模后垫块上并贯穿主模垫块;所述主模顶针设置于主模大垫块上;所述主模顶出杆向上顶出时,主模顶针向上穿过内模上端顶出;所述主模顶针外套设有主模顶套。
8.一种基于冷镦模具的人字形螺母成型工艺,包括以下步骤:
9.s1:剪料,
10.将线材切断;
11.s2:整形,
12.将切断的线材放入整形模中,冲模顶针推着线材进入主模型腔中,然后主模顶针和主模顶杆将整形后的零件推出;
13.s3:镦粗,
14.将零件放到镦粗模上,冲模顶针推着零件进入主模型腔中,镦粗挤成人字形,然后主模顶针和主模顶杆将镦粗后的零件推出;
15.s4:预镦,
16.将零件放到预镦一模上,冲模顶针推着零件进入主模型腔中预镦,然后主模三顶针和主模后垫块向上顶出,将预镦后的零件推出;
17.s5:二次预镦,
18.将零件放到预镦二模上,冲模顶针推着零件进入主模型腔中,冲模顶针利用压力使得使材料二次预镦成型;
19.s6:精镦,
20.将零件放到精镦模上,冲模下压,利用压力使得零件在型腔中成型,最后主模将零件顶出;
21.s7:冲孔,
22.将零件放到冲孔模上,冲模下压,冲模顶针将零件定在主模型腔中完成冲孔,最后主模将零件顶出。
23.进一步的是:所述步骤s3
‑
s7中,冲模顶针始终突出冲模模面,冲模顶针接料后冲模包住材料,然后冲模顶针再对材料施加压力。
24.本实用新型的有益效果为:本实用新型的技术方案利用冷镦技术完成外形所有尺寸,在冷镦模具内完成人字形特征及冲通孔,材料通过六工位冷镦一次成型,节省材料,保证金属流线完整,增加零件强度,减少加工工序,提高加工效率。
附图说明
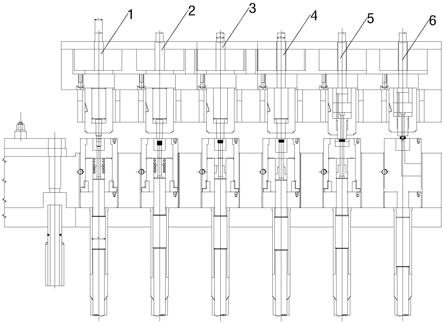
25.图1为冷镦模具结构示意图;
26.图2为人字形螺母成型工艺流程示意图;
27.图3为冲孔模结构示意图。
28.图中标记为:1、整形模;2、镦粗模;3、预镦一模;4、预镦二模;5、精镦模;6、冲孔模;61、冲模套;610、冲模后垫;611、冲模小顶杆;612、冲模三孔垫块;613、冲模后顶杆;614、冲模顶针;615、冲模顶针套;62、主模套;620、内模上端;621、主模后垫块; 622、主模垫块;623、主模大垫块;624、主模后垫;625、主模顶出杆;626、主模顶套;627、主模顶针。
具体实施方式
29.为了加深对本实用新型的理解,下面将结合附图和实施例对本实用新型做进一步详细描述,该实施例仅用于解释本实用新型,并不对本实用新型的保护范围构成限定。
30.如图1和图3所示,一种人字形螺母冷镦模具,包括整形模1、镦粗模2、预镦一模3、预镦二模4和精镦模5;所述各工位模均包括主模和冲模;所述主模固定设置;所述冲模位于主模正上方;还包括冲孔模6;所述冲孔模6的冲模设置于冲模套61中;所述冲孔模6的主模设置于主模套62中;所述冲孔模6的冲模包括可升降的冲模后顶杆613和冲模顶针614;所述冲孔模6的主模包括固定设置的内模上端620和可升降主模顶针627;所述主模顶针627 位于内模上端620底部。
31.在上述基础上,如图3所示,所述冲孔模6的冲模还包括由上至下依次设置的冲模后垫 610和冲模三孔垫块612。
32.所述冲模后顶杆613穿过冲模后垫610后向下抵住冲模三孔垫块612;所述冲模三孔垫块612向下抵住冲模顶针614;所述冲模顶针614外套设有冲模顶针套615;所述冲模顶
针套 615和冲模顶针614均伸出冲模套61。
33.所述冲孔模6的主模还包括由下至上依次设置的主模后垫块621、主模垫块622主模大垫块623和主模后垫624;所述主模后垫块621底部设置有主模顶出杆625;所述主模大垫块 623设置于主模后垫块621上并贯穿主模垫块622;所述主模顶针627设置于主模大垫块623 上;所述主模顶出杆625向上顶出时,主模顶针627向上穿过内模上端620顶出;所述主模顶针627外套设有主模顶套626。
34.使用上述模具加工人字形螺母时,主要包括以下步骤:剪料、整形、镦粗、预镦、二次预镦、精镦和冲孔。
35.将线材切断成适合的尺寸放入整形模1中,整形模1的冲模顶针推着线材进入主模型腔中利用压力进行整形,然后主模顶针和主模顶杆将整形后的零件推出;
36.将整形后的零件放到镦粗模2上,镦粗模2的冲模顶针推着零件进入主模型腔中,镦粗挤成人字形,然后主模顶针和主模顶杆将镦粗后的零件推出;
37.镦粗后的零件放到预镦一模上,冲模顶针推着零件进入主模型腔中预镦,然后主模三顶针和主模后垫块向上顶出,将预镦后的零件推出;
38.将预镦后的零件放到预镦二模上,冲模顶针推着零件进入主模型腔中,冲模顶针利用压力使得使材料二次预镦成型;
39.将二次预镦成型后的零件放到精镦模上,冲模下压,利用压力使得零件在型腔中成型,最后主模将零件顶出;
40.将预镦完成后的零件放到冲孔模上,冲模下压,冲模顶针将零件定在主模型腔中完成冲孔,冲孔完成后,主模顶出杆向上运动带动主模顶针将零件顶出。
41.所述步骤s3
‑
s7中,冲模顶针始终突出冲模模面,冲模顶针接料后冲模包住材料,然后冲模顶针再对材料施加压力。
42.本实用新型的技术方案利用冷镦技术完成外形所有尺寸,在冷镦模具内完成人字形特征及冲通孔,材料通过六工位冷镦一次成型,节省材料,保证金属流线完整,增加零件强度,减少加工工序,提高加工效率。
43.上述实施例不应以任何方式限制本实用新型,凡采用等同替换或等效转换的方式获得的技术方案均落在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1