插齿加工用自紧式涨胎夹具的制作方法
1.本实用新型涉及一种插齿加工用自紧式涨胎夹具,属于轴制造加工的技术领域。
背景技术:
2.在对具有花键的轴类加工插齿工序中,往往存在零件装夹不稳定,造成加工过程中零件出现抖动,而大大影响零件的精度等级要求,使加工出的零件成为残次品甚至废品,极大的浪费时间和成本。
技术实现要素:
3.本实用新型目的在于提供一种插齿加工用自紧式涨胎夹具,解决了现有技术存在的零件装夹不稳定以及装夹效率不高等问题。
4.本实用新型的上述技术目的主要是通过以下技术方案解决的:一种插齿加工用自紧式涨胎夹具,包括可上下移动的上顶尖和设于上顶尖下方且可弹性伸缩的下顶尖,所述下顶尖穿设于固定底座上,所述固定底座的顶面上对应于下顶尖的外侧设有弹性涨胎座,所述弹性涨胎座上设有用于供工件插入且上下贯穿设置的通孔,所述弹性涨胎座的上端外壁上套设有压紧盖;上述上顶尖和下顶尖的设置,以便于对轴类工件支撑,使得轴类工件可以被上顶尖压入弹性涨胎座的通孔内,且在轴类工件下移时,可以带动压紧盖压紧弹性涨胎座,从而实现弹性涨胎座对轴类工件的压紧,该夹具通过上顶尖下压轴类工件,实现对轴类工件的夹紧,保证了轴类工件装夹的稳定性及装夹的高效率。
5.作为优选,所述固定底座的底部通过螺栓连接有弹簧套,所述弹簧套上设有可容纳下顶尖的固定槽,所述下顶尖的底部设有与固定槽连接的压缩弹簧;上述弹簧套的设置,以便于对压缩弹簧进行支撑,使得压缩弹簧可以对下顶尖的上下移动提供弹性支撑,使得压缩弹簧可以控制下顶尖自动上下移动,避免轴类工件下移过度而压坏下顶尖,且下顶尖可自动复位,同时控制下顶尖提前对轴类工件支撑,增加压缩弹簧的压缩量,使得轴类工件完全夹紧后,压缩弹簧完全收缩,从而避免下顶尖在支撑轴类工件时发生晃动,继而加强下顶尖对轴类工件的支撑稳定性。
6.作为优选,所述下顶尖的底端外壁上设有可在固定槽内移动的环形外凸起,所述固定底座的底部设有与环形外凸起配合的凹槽;上述环形外凸起和凹槽的配合设置,可以形成对下顶尖的限位,避免下顶尖收缩压缩弹簧的弹力顶动,上移过度而导致脱离固定底座。
7.作为优选,所述压缩弹簧套设于与下顶尖底部连接的导向柱的外侧,所述弹簧套的底部设有用于供导向柱穿过的穿孔;上述导向柱和穿孔的配合设置,可以对下顶尖的上下移动进行导向定位,避免下顶尖移动时发生侧向晃动,保证下顶尖移动时的稳定性。
8.作为优选,所述弹性涨胎座的上端外壁上设有第一斜面,所述压紧盖的内壁上设有与第一斜面相配合的第二斜面;上述第一斜面和第二斜面的配合设置,使得压紧盖可以顺着斜面向下滑动,从而逐渐压缩通孔的内径,使得弹性涨胎座逐渐压紧轴类工件,且轴类
工件加工完毕后,压紧盖可以顺着斜面直接自动向上脱出。
9.作为优选,所述第一斜面的底部对应于弹性涨胎座的外壁上设有环形缺口,所述第二斜面的底部对应于压紧盖的内壁上设有环形凹槽;上述环形缺口和环形凹槽的设置,以便于集中应力在缺口和凹槽上,避免弹性涨胎座的斜面和压紧盖的斜面受力发生断裂而影响该装置的使用寿命。
10.作为优选,所述固定底座的顶面上设有套设于下顶尖的外壁上的环形定位块,所述通孔的底端设有与环形定位块配合的限位槽;上述环形定位块和限位槽的设置,以便于对弹性涨胎座在固定底座上的位置进行限定,避免弹性涨胎座的安装位置偏移,而导致轴类工件无法刚好被下顶尖支撑,而导致下顶尖和轴类工件的损坏。
11.因此,本实用新型具有可解决插齿精度加工及快速装夹的难题,提高生产效率和产品质量,同时减少零件装夹时间,降低了生产成本等特点。
附图说明
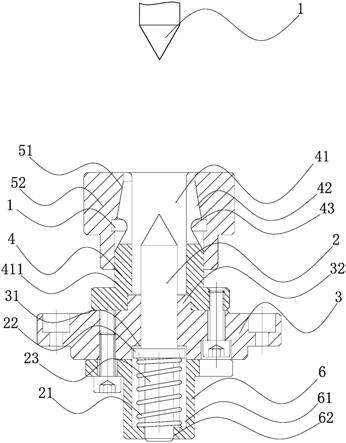
12.图1是本实用新型的结构示意图。
具体实施方式
13.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
14.如图1所示,一种插齿加工用自紧式涨胎夹具,包括可上下移动的上顶尖1和设于上顶尖1下方且可弹性伸缩的下顶尖2,下顶尖2穿设于固定底座3上,固定底座3的顶面上对应于下顶尖2的外侧设有弹性涨胎座4,弹性涨胎座4上设有用于供工件插入且上下贯穿设置的通孔41,弹性涨胎座4的上端外壁上套设有压紧盖5,上述上顶尖和下顶尖的设置,以便于对轴类工件支撑,使得轴类工件可以被上顶尖压入弹性涨胎座的通孔内,且在轴类工件下移时,可以带动压紧盖压紧弹性涨胎座,从而实现弹性涨胎座对轴类工件的压紧,该夹具通过上顶尖下压轴类工件,实现对轴类工件的夹紧,保证了轴类工件装夹的稳定性及装夹的高效率;固定底座3的底部通过螺栓连接有弹簧套6,弹簧套6上设有可容纳下顶尖2的固定槽61,下顶尖2的底部设有与固定槽61连接的压缩弹簧21,上述弹簧套的设置,以便于对压缩弹簧进行支撑,使得压缩弹簧可以对下顶尖的上下移动提供弹性支撑,使得压缩弹簧可以控制下顶尖自动上下移动,避免轴类工件下移过度而压坏下顶尖,且下顶尖可自动复位,同时控制下顶尖提前对轴类工件支撑,增加压缩弹簧的压缩量,使得轴类工件完全夹紧后,压缩弹簧完全收缩,从而避免下顶尖在支撑轴类工件时发生晃动,继而加强下顶尖对轴类工件的支撑稳定性;上述弹簧套通过螺栓固定在工装上,固定底座通过螺栓与弹簧套连接,固定底座的顶部通过螺栓与弹性涨胎座连接,弹性涨胎座与压紧盖之间为滑配结构。
15.固定底座3的顶面上设有套设于下顶尖2的外壁上的环形定位块32,通孔41的底端设有与环形定位块32配合的限位槽411,上述环形定位块和限位槽的设置,以便于对弹性涨胎座在固定底座上的位置进行限定,避免弹性涨胎座的安装位置偏移,而导致轴类工件无法刚好被下顶尖支撑,而导致下顶尖和轴类工件的损坏。
16.下顶尖2的底端外壁上设有可在固定槽61内移动的环形外凸起22,固定底座3的底部设有与环形外凸起22配合的凹槽31,上述环形外凸起和凹槽的配合设置,可以形成对下顶尖的限位,避免下顶尖收缩压缩弹簧的弹力顶动,上移过度而导致脱离固定底座;压缩弹
簧21套设于与下顶尖2底部连接的导向柱23的外侧,弹簧套6的底部设有用于供导向柱23穿过的穿孔62,上述导向柱和穿孔的配合设置,可以对下顶尖的上下移动进行导向定位,避免下顶尖移动时发生侧向晃动,保证下顶尖移动时的稳定性。
17.弹性涨胎座4的上端外壁上设有第一斜面42,压紧盖5的内壁上设有与第一斜面42相配合的第二斜面51,上述第一斜面和第二斜面的配合设置,使得压紧盖可以顺着斜面向下滑动,从而逐渐压缩通孔的内径,使得弹性涨胎座逐渐压紧轴类工件,且轴类工件加工完毕后,压紧盖可以顺着斜面直接自动向上脱出;第一斜面42的底部对应于弹性涨胎座4的外壁上设有环形缺口43,第二斜面51的底部对应于压紧盖5的内壁上设有环形凹槽52,上述环形缺口和环形凹槽的设置,以便于集中应力在缺口和凹槽上,避免弹性涨胎座的斜面和压紧盖的斜面受力发生断裂而影响该装置的使用寿命。
18.本装置在对轴类工件加工之前,先将夹具通过螺栓紧固摆放于插齿机底座上,调整夹具于最佳位置,然后将零件摆放至夹具上,使得轴类工件的底端插入通孔内,上顶尖向下移动推动轴向下移动,轴下移时顶动下顶尖,使得压缩弹簧收缩,轴持续下移,会顶动压紧盖,使得压紧盖下移,压紧盖通过斜面下压弹性涨胎座,弹性涨胎座朝内逐渐压紧轴,直至轴无法带动压紧盖下移,从而完成对轴的夹紧,继而可以对零件进行插齿加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1