一种滤波器用自动铜丝折弯装置的制作方法
1.本实用新型涉及滤波器领域,尤其涉及一种滤波器用的铜丝加工折弯装置。
背景技术:
2.铜丝是制造滤波器时必不可少的元件,而加工制造时,铜丝都是缠绕在绕线柱上的,需要工人手动抽拉合适的长度,再进行折弯,而后剪断铜丝,这样一根适合加工的铜丝就制备完成了,但是这样的操作一来费时费力,二来也并不能保证工人在长时间的重复劳动后,还能保证每根铜丝达到长度标准且可靠折弯,因此在加工时还是有一定困难的。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种滤波器用自动铜丝折弯装置。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种滤波器用自动铜丝折弯装置,包括底板,还具有相互配合的拉丝构件和折弯构件,拉丝构件和折弯构件从左至右固定设置在底板上,拉丝构件用以夹住铜丝并输送铜丝至折弯构件,折弯构件用以折弯铜丝并切断,拉丝构件包括固定设置在底板上的线轨,拉丝构件还包括与线轨相配合的定位块、拉丝块、走线板和行程气缸,拉丝块滑动设置在线轨上,且拉丝块与行程气缸的活塞端连接,折弯构件包括固定设置在底板上的切断块,还包括设置在切断块上的切断刀、折弯轮和齿条。
6.优选的,定位块包括固定块,固定块的上端面具有固定块缺口,固定块缺口的底部端面开有固定块线槽,定位块还包括固定设置在固定块的上端面的第一夹紧气缸,第一夹紧气缸的活塞端具有伸入固定块缺口内的第一气缸接头,当铜丝位于固定块线槽内时,第一气缸接头可以与固定块相配合以夹持固定铜丝,固定块的下端通过滑块设置在线轨上,底板位于线轨的端部处固定设置有起点块,固定块上开有螺纹孔,通过螺丝穿过起点块与螺纹孔螺纹配合,定位块与起点块固定连接,走线板的一端固定设置在固定块上,行程气缸安装设置在走线板的后端面,定位块还包括与固定块相接的第一气缸配合块,行程气缸的前端通过第一气缸配合块实现固定,且行程气缸的活塞穿过第一气缸配合块,走线板的前端面具有与铜丝相配合的导向滚轮组;
7.拉丝块包括滑移块,滑移块的上端面具有滑移块缺口,滑移块缺口的底部端面开有滑移块线槽,拉丝块还包括固定设置在滑移块的上端面的第二夹紧气缸,第二夹紧气缸的活塞端具有伸入滑移块缺口内的第二气缸接头,当铜丝位于滑移块线槽内时,第二气缸接头可以与滑移块相配合以夹持固定铜丝,移块的下端通过滑块滑动设置在线轨上,拉丝块还包括与滑移块相接的第二气缸配合块,行程气缸的活塞与第二气缸配合块固定连接。
8.优选的,切断块固定设置在底板上,切断块上开有过线腔,且过线腔
‑
从左至右贯穿切断块,切断块上还开有切丝腔,切丝腔的结构、大小与切断刀相匹配,切丝腔打断过线腔,切断块的后端固定设置有切断气缸,切断刀位于切丝腔内并与切断气缸的活塞连接,切
断刀上开有第二过线腔,第二过线腔从左至右贯穿切断刀,第二过线腔与过线腔相配合,切断块的右端安装设置有折弯轮和齿条,折弯轮与过线腔相配合。
9.优选的,第一安装板固定设置在切断块的后端,折弯轮通过第一安装板活动设置在切断块上,第二安装板固定设置在切断块的上端,齿条通过第二安装板活动设置在切断块上,折弯轮包括齿轮、转轴和折弯块,第一安装板还有轴孔,转轴和折弯块能够穿过轴孔,且转轴与轴孔转动配合,折弯块位于过线腔
‑
的侧边,第二安装板上固定设置有折弯气缸,齿条与折弯气缸的活塞相连接并与齿轮啮合配合。
10.优选的,折弯块包括承托面和与之相接的连接面,承托面与连接面之间具有圆弧连接面,承托面上开有折弯块线槽,承托面与连接面之间的夹角为直角。
11.与现有技术相比,本实用新型的有益效果是:
12.铜丝首先能够通过走线板进入定位块具有的固定块线槽中,走线板前端面具有的导向滚轮组能够在铜丝经过时起到理线的作用,使铜丝从弯曲状态变直,铜丝能够通过定位块进入拉丝块具有的滑移块线槽,拉丝块可以拉动铜丝,使得铜丝进入到切断块中,铜丝能够同时穿过过线腔与第二过线腔并露出切断块,铜丝露出切断块后能够被折弯轮具有的折弯块承托,通过切断块与切断刀的配合,铜丝能够被切断,而通过折弯块的翻转,铜丝的端部能够被打弯;
13.通过拉丝构件和折弯构件的配合,本实用新型就可以自动实现拉铜丝、切断铜丝和折弯铜丝的工序,这个过程都不需要工人进行操作,既能够节约企业的用工成本,同时通过机械操作,能够可靠保证每一根铜丝能够在合适的长度被剪断,同时铜丝也能够被可靠折弯。
14.附图说明l
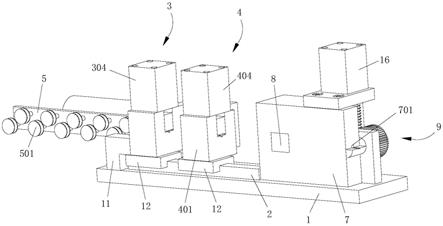
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型的立体结构示意图;
17.图3为本实用新型固定块301、滑移块401与底板1之间的结构关系示意图;
18.图4为本实用新型第一夹紧气缸304与第一气缸接头305之间的结构关系示意图;
19.图5为本实用新型切断刀8与切断气缸13之间的结构关系示意图;
20.图6为本实用新型固定块301的立体结构示意图;
21.图7为本实用新型切断块7的立体结构示意图;
22.图8为本实用新型折弯轮9的立体结构示意图;
23.图9为本实用新型齿轮901与齿条10之间的结构关系示意图。
24.图中:底板1、线轨2、定位块3、固定块301、固定块缺口302、固定块线槽303、第一夹紧气缸304、第一气缸接头305、螺纹孔306、第一气缸配合块307、拉丝块4、滑移块401、滑移块缺口402、滑移块线槽403、第二夹紧气缸404、第二气缸接头405、第二气缸配合块406、走线板5、l导向滚轮组501、行程气缸6、切断块7、过线腔701、切丝腔702、切断刀8、第二过线腔801、折弯轮9、齿轮901、转轴902、折弯块903、承托面9031、连接面9032、圆弧连接面9033、折弯块线槽9034、齿条10、起点块11、滑块12、切断气缸13、第一安装板14、轴孔1401、第二安装板15、折弯气缸16。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
26.参照图1
‑
9,一种滤波器用自动铜丝折弯装置,包括底板1,还具有相互配合的拉丝构件和折弯构件,拉丝构件和折弯构件从左至右固定设置在底板1上,拉丝构件用以夹住铜丝并输送铜丝至折弯构件,折弯构件用以折弯铜丝并切断,拉丝构件包括固定设置在底板1上的线轨2,拉丝构件还包括与线轨2相配合的定位块3、拉丝块4、走线板5和行程气缸6,拉丝块4滑动设置在线轨2上,且拉丝块4与行程气缸6的活塞端连接,折弯构件包括固定设置在底板1上的切断块7,还包括设置在切断块7上的切断刀8、折弯轮9和齿条10。
27.优选的,定位块3包括固定块301,固定块301的上端面具有固定块缺口302,固定块缺口302的底部端面开有固定块线槽303,定位块3还包括固定设置在固定块301的上端面的第一夹紧气缸304,第一夹紧气缸304的活塞端具有伸入固定块缺口302内的第一气缸接头305,当铜丝位于固定块线槽303内时,第一气缸接头305可以与固定块301相配合以夹持固定铜丝,固定块301的下端通过滑块12设置在线轨2上,底板1位于线轨2的端部处固定设置有起点块11,固定块301上开有螺纹孔306,通过螺丝穿过起点块11与螺纹孔306螺纹配合,定位块3与起点块11固定连接,走线板5的一端固定设置在固定块301上,行程气缸6安装设置在走线板5的后端面,定位块3还包括与固定块301相接的第一气缸配合块307,行程气缸6的前端通过第一气缸配合块307实现固定,且行程气缸6的活塞穿过第一气缸配合块307,走线板5的前端面具有与铜丝相配合的导向滚轮组501;
28.拉丝块4包括滑移块401,滑移块401的上端面具有滑移块缺口402,滑移块缺口402的底部端面开有滑移块线槽403,拉丝块4还包括固定设置在滑移块401的上端面的第二夹紧气缸404,第二夹紧气缸404的活塞端具有伸入滑移块缺口402内的第二气缸接头405,当铜丝位于滑移块线槽403内时,第二气缸接头405可以与滑移块401相配合以夹持固定铜丝,移块401的下端通过滑块12滑动设置在线轨2上,拉丝块4还包括与滑移块401相接的第二气缸配合块406,行程气缸6的活塞与第二气缸配合块406固定连接。
29.优选的,切断块7固定设置在底板1上,切断块7上开有过线腔701,且过线腔7
‑
1从左至右贯穿切断块7,切断块7上还开有切丝腔702,切丝腔702的结构、大小与切断刀8相匹配,切丝腔702打断过线腔701,切断块7的后端固定设置有切断气缸13,切断刀8位于切丝腔702内并与切断气缸13的活塞连接,切断刀8上开有第二过线腔801,第二过线腔801从左至右贯穿切断刀8,第二过线腔801与过线腔701相配合,切断块7的右端安装设置有折弯轮9和齿条10,折弯轮9与过线腔701相配合。
30.优选的,第一安装板14固定设置在切断块7的后端,折弯轮9通过第一安装板14活动设置在切断块7上,第二安装板15固定设置在切断块7的上端,齿条10通过第二安装板15活动设置在切断块7上,折弯轮9包括齿轮901、转轴902和折弯块903,第一安装板14还有轴孔1401,转轴902和折弯块903能够穿过轴孔1401,且转轴902与轴孔1401转动配合,折弯块903位于过线腔7
‑
1的侧边,第二安装板15上固定设置有折弯气缸16,齿条10与折弯气缸16的活塞相连接并与齿轮901啮合配合。
31.优选的,折弯块903包括承托面9031和与之相接的连接面9032,承托面9031与连接
面9032之间具有圆弧连接面9033,承托面9031上开有折弯块线槽9034,承托面9031与连接面9032之间的夹角为直角。
32.铜丝进过导向滚轮组501的理线后,是能够进入到拉丝构件和折弯构件内的,即铜丝能够进入固定块线槽303、滑移块线槽403、过线腔701、第二过线腔801与折弯块线槽9034中;
33.使用时,经理线后的铜丝进入固定块线槽303、滑移块线槽403中,即进入定位块3与拉丝块4内,此时第一夹紧气缸304上提第一气缸接头305,保证铜丝能够通过固定块线槽303,而第二夹紧气缸404带动第二气缸接头405下压夹持固定铜丝,此时启动行程气缸6,推动拉丝块4朝向切断块7运动,铜丝进入切断块7具有的过线腔7
‑
1中并同时穿过切断刀8具有的第二过线腔801(即同时穿过切断快7与切断刀8),穿过过线腔7
‑
1的铜丝露出切断块7,进入到折弯块线槽9034中,此时折弯气缸16带动齿条10运动,间接带动与其啮合的齿轮901转动,这样通过折弯块903的翻转,位于折弯块线槽9034内的铜丝就能实现打弯,进一步的切断气缸13推动切断刀8在切丝腔702内位移,这样第二过线腔801与过线腔701的状态就由联通变为交错,铜丝就能被剪断了,当一段铜丝加工完成后,第一夹紧气缸304带动第一气缸接头305下压固定铜丝,第二夹紧气缸404带动第二气缸接头405上提,通过行程气缸6回到初始位置进行重复工作,而与此同时折弯气缸16能够带动齿条10复位,切断气缸13带动切断刀8复位,保证第二过线腔801与过线腔701相连通以便让铜丝通过。
34.需要说明的是,本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,发明人在此不再详述。
35.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1