一种便于不锈钢法兰转换接头焊接的辅助设备的制作方法
1.本实用新型涉及焊接技术领域,具体涉及便于不锈钢法兰转换接头焊接的辅助设备。
背景技术:
2.目前在焊接法兰转换接头时,大多数是将法兰和管件套装在横向设置的模具上,法兰盘和管件具有一定重量,特别是不锈钢材质的法兰盘和管件,其表面十分光滑,在套装在模具上后,法兰盘和管件与模具接触的内周在自身重量作用下有一定间隙,在焊接过程中,法兰盘和管件会在模具自转的带动下旋转,由于间隙的存在,容易导致法兰盘或管件在旋转过程中的晃动,这样会使得焊接电弧走偏,焊接牢固程度受影响。原焊接过程中,焊枪不动,法兰盘及管件随着模具旋转转动。
技术实现要素:
3.本实用新型针对上述问题,提供了一种便于不锈钢法兰转换接头焊接的辅助设备,将原有横向设置的固定模具,转换为竖向设置的旋转托盘,以避免焊接过程中法兰盘即管件自身重量对焊缝质量的影响。
4.为了实现上述目的,本实用新型采用的技术方案为,一种便于不锈钢法兰转换接头焊接的辅助设备。
5.包括旋转托盘、焊接装置以及操作台。
6.旋转托盘包括相互啮合的主动齿轮和从动齿轮,和驱动主动齿轮的电机,以及承托从动齿轮的轴承,轴承与操作台的桌面垂直,一端固定在桌面上,另一端上设有从动齿轮,电机设置在桌面下部,电机的输出轴垂直穿过桌面,并在输出轴的末端固定有主动齿轮,主动齿轮与从动齿轮相互啮合,其中,从动齿轮中间设有限位孔,法兰盘的外径与该孔的内径匹配,在该孔内壁上还设有搁置法兰盘的凸缘。
7.焊接装置包括焊枪和定位支架,定位支架包括第一滑道、第二滑道、第三滑道和水平悬臂,第一滑道安装在与操作台桌面垂直的挡板上,第二滑道的末端垂直安装在第一滑道的滑块上,第二滑道与操作台桌面平行,第三滑道垂直于操作台桌面设置,并且第三滑道的滑块固定在第二滑道的滑块上,水平旋臂的一端安装在第三滑道的端部,并且可绕第三滑道在水平面内旋转,焊枪固定在水平悬臂远离第三滑道的一端。
8.第一滑道、第二滑道、第三滑道均包括滑槽、嵌入滑槽的滑块和与滑块螺纹连接的螺杆,螺杆两端分别卡在滑槽的两端端部上,并且螺杆其中一端伸出滑槽端部并设有手轮,滑块套装在螺杆上并设有与螺杆匹配的螺纹孔,旋转手轮可使滑块在滑槽上往复运动。
9.安装在操作台桌面的轴承可以为多个,多个所述轴承轴向叠加时,其轴孔的深度不小于所述管件长度,以便法兰盘与管件完成第一次焊接后,可以上下颠倒,将管件伸入到轴承内,完成法兰盘与管件的底部接触周线的焊接。
10.本实用新型的有益效果是,一方面,通过齿轮传动可以减少扰动,可以调整旋转速
度,提高焊接质量,另一方面,直接在从动齿轮上设置承托法兰的中心孔,可以实现法兰盘与管件接触周线的焊接,即管件外壁与法兰接触周线的焊接,和管件端部底面与法兰内壁接触周线的焊接,该中心孔设计结构简单,可以避免横向放置时法兰盘及管件自身重量对焊接质量的影响,也可以不用设置复杂支撑模具维持法兰盘或管件的固定限位,从而实现焊接,并且确保焊接质量。
附图说明
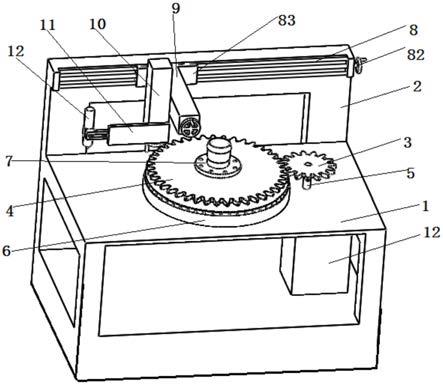
11.图1是本实用新型的结构示意图;
12.图2是法兰转换接头的结构示意图;
13.图3是本实用新型的旋转托盘的局部结构示意图;
14.其中,1-操作台、2-挡板、3-主动齿轮、4-从动齿轮、5-输出轴、6-轴承、7-法兰盘、8-第一滑道、9-第二滑道、10-第三滑道、11-水平悬臂、12-焊枪、41-限位孔、42-凸缘、81-滑槽、82-手轮、83-滑块、84-螺杆。
具体实施方式
15.下面结合实施例,对本实用新型的具体焊接方式进一步描述。
16.如图1至图3所示,一种便于不锈钢法兰转换接头焊接的辅助设备,包括旋转托盘、焊接装置以及操作台1。
17.旋转托盘包括相互啮合的主动齿轮3和从动齿轮4,和驱动主动齿轮3的电机12,以及承托从动齿轮4的轴承6,轴承6与操作台1的桌面垂直,一端固定在桌面上,另一端上设有从动齿轮4,电机12设置在桌面下部,电机12的输出轴5垂直穿过桌面,并在输出轴的末端固定有主动齿轮3,主动齿轮3与从动齿轮4相互啮合,从动齿轮4中间设有限位孔41,法兰盘7的外径与限位孔41的内径匹配,在限位孔41内壁上还设有搁置法兰盘7的凸缘42。
18.焊接装置包括焊枪12和定位支架,定位支架包括第一滑道8、第二滑道9、第三滑道10和水平悬臂12,第一滑道8安装在与操作台1桌面垂直的挡板2上,第二滑道9的末端垂直安装在第一滑道8的滑块83上,第二滑道9与操作台1桌面平行,第三滑道10垂直于操作台1桌面设置,并且第三滑道10的滑块固定在第二滑道9的滑块上,水平旋臂11的一端安装在第三滑道10的端部,并且可绕第三滑道10在水平面内旋转,焊枪12固定在水平悬臂11远离第三滑道10的一端。
19.第一滑道8、第二滑道9、第三滑道10均包括滑槽81、嵌入滑槽81的滑块83和与滑块83螺纹连接的螺杆84,螺杆84两端分别卡在滑槽81的两端端部上,并且螺杆84一端伸出滑槽81端部后设有手轮82,滑块83套装在螺杆84上并设有与螺杆84匹配的螺纹孔,旋转手轮82可使滑块83在滑槽81上往复运动。
20.使用时,将法兰盘7搁置在旋转托盘的从动齿轮4的限位孔41上,再将管件14插入法兰盘4中心孔内,并通过法兰盘4中心孔内壁的环向凸缘对管件14限位,使得管件14与法兰盘4轴向位置相对固定。调整焊枪的位置,即旋转第一滑道8手轮82,使得第一滑道8上的滑块83通过螺杆84的作用在滑道上移动,同时带动第二滑道9、第三滑道10一起移动,移动至靠近旋转托盘附近,再旋转第二滑道9端部的手轮,调整第二滑道9上滑块的位置,使得第二滑道9的滑块远离操作台1的挡板2而靠近旋转托盘,同时第三滑道10在第二滑道9滑块的
带动下一起移动,最后再旋转第三滑道10的手轮,调整第三滑道10与操作台1桌面之间的距离,从而使得焊枪13能接近到法兰盘7与管件14需要焊接的位置,最后借助第三滑道10末端连接的水平悬臂11对焊枪12的位置进行微调,以控制焊枪13的精准位置。这样使得焊枪13头部对准到法兰盘7与管件14外壁接触的圆周线所在处,启动电机12,此时主动齿轮3在电机12的驱动下旋转,带动从动齿轮4旋转,此处法兰盘4和管件14一起旋转,旋转一周后,法兰盘7与管件14外壁的接触圆周线焊接完成,再将初步焊接好的法兰盘7和挂件14一起从从动齿轮4的限位孔41取出,上下颠倒后,将管件14自由端朝下,再将法兰盘7重新放置在从动齿轮4的限位孔41内,调整焊枪13的位置,使得焊枪13头部可以对准到法兰盘7内壁与管件14接触的周线位置,再次启动电机12,使得法兰盘7再次旋转,使得法兰盘7内壁与管件14接触的周线位置焊接完整。这样一个法兰转换接头,就焊接好了。整个焊接过程简单操作易行,焊接质量能大幅提高。
技术特征:
1.一种便于不锈钢法兰转换接头焊接的辅助设备,包括旋转托盘、焊接装置以及操作台,其特征在于,所述旋转托盘包括相互啮合的主动齿轮和从动齿轮,和驱动主动齿轮的电机,以及承托从动齿轮的轴承,所述轴承与操作台的桌面垂直设置,所述轴承一端固定在桌面上,另一端上面设有从动齿轮,所述电机设置在桌面下部,所述电机的输出轴垂直穿过桌面,并在输出轴的末端固定有主动齿轮,所述主动齿轮与从动齿轮相互啮合,所述从动齿轮中间设有限位孔,所述限位孔的内径与待焊接的法兰盘的外径匹配,在所述限位孔内壁上还设有搁置法兰盘的凸缘;所述焊接装置包括焊枪和定位支架,所述定位支架包括第一滑道、第二滑道、第三滑道和水平悬臂,所述第一滑道安装在与所述操作台桌面垂直的挡板上,所述第二滑道的末端垂直安装在所述第一滑道的滑块上,所述第二滑道与操作台桌面平行,所述第三滑道垂直于操作台桌面设置,并且第三滑道的滑块固定在第二滑道的滑块上,所述水平悬臂的一端安装在第三滑道的端部,并且可绕第三滑道在水平面内旋转,所述焊枪固定在水平悬臂远离第三滑道的一端;所述第一滑道、第二滑道、第三滑道均包括滑槽、嵌入滑槽的滑块和与滑块螺纹连接的螺杆,所述螺杆两端分别卡在所述滑槽的两端端部上,并且所述螺杆其中一端穿过所述滑槽端部后连接有手轮,所述滑块的螺纹孔与螺杆相匹配,旋转所述手轮可使滑块在滑槽上往复运动。2.根据权利要求1所述的一种便于不锈钢法兰转换接头焊接的辅助设备,其特征在于,安装在操作台桌面的所述轴承可以为多个,多个所述轴承轴向叠加时,其轴孔的深度不小于待焊接的管件长度。
技术总结
本实用新型公开了一种便于不锈钢法兰转换接头焊接的辅助设备,包括旋转托盘、焊接装置以及操作台,旋转托盘包括相互啮合的主动齿轮和从动齿轮,和驱动主动齿轮的电机,以及承托从动齿轮的轴承。待焊接的法兰盘及管件可以放置在从动齿轮上开设的限位孔中,调整焊接装置中的定位支架,控制焊枪头部的精准位置,使得焊枪头部能对准到法兰盘与管件接触的周线位置,通过电机驱动齿轮从而带动法兰盘及管件,实现焊接,可以避免管件及法兰盘自身重量对焊接质量的影响,从而提供焊接效果。从而提供焊接效果。从而提供焊接效果。
技术研发人员:陈厚忠
受保护的技术使用者:武汉金牛不锈钢管道科技有限公司
技术研发日:2021.06.28
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1