一种正反两面自动倒角机的制作方法
1.本实用新型涉及倒角设备,尤其涉及一种正反两面自动倒角机。
背景技术:
2.倒角加工是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,一般在零件端部做出倒角。在对环形部件加工时,通常对环面部件的正面内端和外端进行倒角操作;目前,通常通过人工进行操作,工作时间长,定位不可靠,降低了工作效率。若需要对反面进行加工,需人工进行翻面操作,效率低。
技术实现要素:
3.本实用新型针对以上问题,提供了一种结构简单,提高工作效率,加工可靠的正反面自动倒角机。
4.本实用新型的技术方案为:包括工作台,所述工作台上一侧设有传输装置,另一次设有上料加工装置;
5.所述传输装置用于传输环形工件;
6.所述上料加工装置包括依次设置的上料装置、切削装置一、翻转装置和切削装置二,
7.所述上料装置用于将环形工件放置在传输装置上,
8.所述切削装置一用于对环形工件的正面进行内、外倒角加工,
9.所述翻转装置用于对环形工件进行翻面,
10.所述切削装置二用于对环形工件的反面进行内、外倒角加工。
11.所述上料装置包括料筒、导向槽、推料气缸、前后运动气缸、上下运动气缸和夹紧气缸,
12.所述导向槽、推料气缸和前后运动气缸分别设在工作台上,所述前后运动气缸用于驱动上下运动气缸,所述上下运动气缸用于驱动夹紧气缸,
13.所述料筒通过支架设在工作台上,所述料筒位于导向槽的上方,所述料筒内设有堆叠的环形工件,所述推料气缸用于推动落至导向槽内的环形工件,并推至夹紧气缸下方,所述夹紧气缸用于伸入环形工件的中孔内进行夹紧操作。
14.所述前后运动气缸用于推动环形工件至传输装置上。
15.所述切削装置一和切削装置二的结构相同、均包括升降板,所述升降板的前端并列设有两个垂直的主轴电机,两个主轴电机分别驱动外倒角刀和内倒角刀。
16.还包括安装座、u形架、电机和丝杆,
17.所述u形架的底面为平面,所述u形架通过安装座连接在工作台上,所述u形架的开口朝向传输装置,
18.所述电机设在u形架的顶部,所述电机驱动丝杆,所述丝杆活动设置u形架内,
19.所述u形架位于丝杆的两侧分别设有导轨,
20.所述升降板的后端设有与导轨适配的导槽,所述升降板上设有与丝杆配合的螺纹孔,
21.所述丝杆用于带动升降板升降动作。
22.所述翻转装置包括前后推拉气缸、升降气缸、旋转气缸和翻夹紧气缸,
23.所述前后推拉气缸设在工作台上、用于驱动升降气缸前后动作,
24.所述升降气缸用于驱动旋转气缸升降动作,
25.所述旋转气缸用于驱动翻夹紧气缸旋转动作,
26.所述翻夹紧气缸用于夹紧环形工件。
27.所述传输装置为传输带。
28.所述传输装置包括左右移动气缸、前后移动气缸、上下移动气缸、支撑板、六个传动夹紧气缸和六个定位夹紧组件,
29.所述左右移动气缸设在工作台上,
30.所述左右移动气缸用于驱动前后移动气缸左右移动,
31.所述前后移动气缸用于驱动上下移动气缸前后移动,
32.所述上下移动气缸用于驱动支撑板上下移动,
33.六个传动夹紧气缸均布设在支撑板上,
34.所述传动夹紧气缸与定位夹紧组件一一对应;
35.六个定位夹紧组件位于支撑板和上料加工装置之间,
36.六个定位夹紧组件分别对应上料装置、切削装置一、翻转装置和切削装置二,所述定位夹紧组件包括设在工作台上的定位夹紧块一和定位夹紧气缸,
37.所述定位夹紧气缸用于推动定位夹紧块二,
38.所述定位夹紧块一和定位夹紧块二之间用于放置环形工件。
39.所述定位夹紧块一和定位夹紧块二的相对面分别设有v形槽。
40.还包括定位块,所述定位块设在导向槽内、位于夹紧气缸下方的一侧。
41.本实用新型在工作中,在工作台上一侧设置传输装置,便于对环形工件进行传输,使其至不同的加工工位,便于可靠加工,提高了工作效率,自动化程度高;
42.另一侧设置上料加工装置,其分别包括对环形工件的正面加工、翻面和后面加工,配合传输装置动作,方便可靠,提高了工作效率。
43.本实用新型方便操作,节省了时间。
附图说明
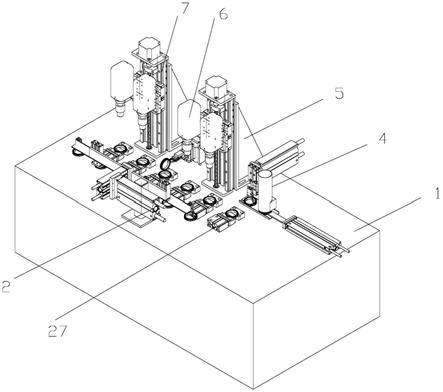
44.图1是本实用新型的结构示意图,
45.图2是上料装置的结构示意图,
46.图3是切削装置一的结构示意图,
47.图4是翻转装置的结构示意图,
48.图5是传输装置的结构示意图,
49.图6是定位夹紧组件的结构示意图;
50.图中1是工作台,
51.2是传输装置,21是左右移动气缸,22是前后移动气缸,23是上下移动气缸,24是支
撑板,25是传动夹紧气缸,26是定位夹紧块一,27是定位夹紧气缸,28是定位夹紧块二;
52.3是环形工件,
53.4是上料装置,41是料筒,42是导向槽,43是推料气缸,44是前后运动气缸,45是上下运动气缸,46是夹紧气缸,47是支架,48是定位块,
54.5是切削装置一,
55.51是升降板,52是主轴电机,53是外倒角刀,54是内倒角刀,55是安装座,56是u形架,57是电机,58是丝杆,59是导轨,
56.6是翻转装置,61是前后推拉气缸,62是升降气缸,63是旋转气缸,64是翻夹紧气缸,
57.7是切削装置二,8是内倒角,9是外倒角。
具体实施方式
58.本实用新型如图1
‑
6所示,包括工作台1,所述工作台上一侧设有传输装置2,另一次设有上料加工装置;
59.所述传输装置用于传输环形工件3;
60.所述上料加工装置包括依次设置的上料装置4、切削装置一5、翻转装置6和切削装置二7,
61.所述上料装置4用于将环形工件3放置在传输装置上,
62.所述切削装置一5用于对环形工件的正面进行内倒角8和外倒角9加工,
63.所述翻转装置6用于对环形工件进行翻面,
64.所述切削装置二7用于对环形工件的反面进行内、外倒角加工。
65.本实用新型在工作中,在工作台上一侧设置传输装置,便于对环形工件进行传输,使其至不同的加工工位,便于可靠加工,提高了工作效率,自动化程度高;
66.另一侧设置上料加工装置,其分别包括对环形工件的正面加工、翻面和后面加工,配合传输装置动作,方便可靠,提高了工作效率。内、外倒角刀可设置呈n形,便于适应环形加工要求。
67.所述上料装置4包括料筒41、导向槽42、推料气缸43、前后运动气缸44、上下运动气缸45和夹紧气缸46,
68.所述导向槽42、推料气缸43和前后运动气缸44分别设在工作台1上,所述前后运动气缸44用于驱动上下运动气缸45,所述上下运动气缸45用于驱动夹紧气缸46,
69.所述料筒41通过支架47设在工作台1上,所述料筒位41于导向槽42的上方,所述料筒42内设有堆叠的环形工件3,所述推料气缸43用于推动落至导向槽内的环形工件,并推至夹紧气缸46下方,所述夹紧气缸46用于伸入环形工件的中孔内进行夹紧操作。
70.所述前后运动气缸44用于推动环形工件至传输装置上。
71.上料装置在动作时,料筒内的环形工件下落至导向槽内,推料气缸推动至夹紧气缸的下方,夹紧气缸在上下运动气缸的动作下,下降并伸入环形工件的中孔内,进行夹紧操作,再上升,通过前后运动气缸推动至传输装置,进行后续加工。
72.所述切削装置一5和切削装置二7的结构相同、均包括升降板51,所述升降板的前端并列设有两个垂直的主轴电机52,两个主轴电机分别驱动外倒角刀53和内倒角刀54。
73.通过设置升降板,便于升降动作,同时带动两个主轴电机对传输装置上的两个环形工件同时加工,分别进行内、外倒角加工,提高工作效率。
74.还包括安装座55、u形架56、电机57和丝杆58,
75.所述u形架56的底面为平面,所述u形架56通过安装座55连接在工作台1上,所述u形架56的开口朝向传输装置,
76.所述电机57设在u形架的顶部,所述电机57驱动丝杆58,所述丝杆活动设置u形架内,
77.所述u形架位于丝杆的两侧分别设有导轨59,
78.所述升降板51的后端设有与导轨适配的导槽,所述升降板上设有与丝杆配合的螺纹孔,
79.所述丝杆58用于带动升降板升降动作。
80.升降板动作时,通过电机驱动丝杆动作,再配合导轨,可靠升降动作。
81.所述翻转装置6包括前后推拉气缸61、升降气缸62、旋转气缸63和翻夹紧气缸64,
82.所述前后推拉气缸61设在工作台1上、用于驱动升降气缸62前后动作,
83.所述升降气缸62用于驱动旋转气缸63升降动作,
84.所述旋转气缸63用于驱动翻夹紧气缸64旋转动作,
85.所述翻夹紧气缸64用于夹紧环形工件。
86.翻转装置动作时,通过前后推拉气缸带动升降气缸伸出,再配合旋转气缸以及翻夹紧气缸,对环形工件进行夹紧、翻面动作,方便可靠。
87.所述传输装置2为传输带。
88.这样,便于直接通过传输带进行传输环形工件至不同的加工工位。可在传输带上设置定位,提高加工可靠性。
89.所述传输装置2包括左右移动气缸21、前后移动气缸22、上下移动气缸23、支撑板24、六个传动夹紧气缸25和六个定位夹紧组件,
90.所述左右移动气缸21设在工作台1上,
91.所述左右移动气缸21用于驱动前后移动气缸22左右移动,
92.所述前后移动气缸22用于驱动上下移动气缸23前后移动,
93.所述上下移动气缸23用于驱动支撑板24上下移动,
94.六个传动夹紧气缸25均布设在支撑板24上,
95.所述传动夹紧气缸25与定位夹紧组件一一对应;
96.六个定位夹紧组件位于支撑板和上料加工装置之间,
97.六个定位夹紧组件分别对应上料装置、切削装置一、翻转装置和切削装置二,所述定位夹紧组件包括设在工作台上的定位夹紧块一26和定位夹紧气缸27,
98.所述定位夹紧气缸27用于推动定位夹紧块二28,
99.所述定位夹紧块一26和定位夹紧块二28之间用于放置环形工件。
100.这样,传输装置包括两部分:一部分包括左右移动气缸、前后移动气缸、上下移动气缸、支撑板和六个传动夹紧气缸,通过左右移动气缸、前后移动气缸和上下移动气缸分别调节支撑板的位置,进而带动传动夹紧气缸用于夹取环形工件,进入下一步加工工位;
101.另一部分包括六个定位夹紧组件,其分别对应上料装置、切削装置一(即内倒角刀
和外倒角刀)、翻转装置和切削装置二(即内倒角刀和外倒角刀),这样,便于上料、正面倒角、翻料和反面倒角的加工。
102.所述定位夹紧块一和定位夹紧块二的相对面分别设有v形槽。
103.设置v形槽,便于可靠定位夹紧。
104.还包括定位块48,所述定位块设在导向槽42内、位于夹紧气缸下方的一侧。
105.设置定位块,便于对环形工件进行定位,便于夹紧气缸动作。
106.对于本案所公开的内容,还有以下几点需要说明:
107.(1)、本案所公开的实施例附图只涉及到与本案所公开实施例所涉及到的结构,其他结构可参考通常设计;
108.(2)、在不冲突的情况下,本案所公开的实施例及实施例中的特征可以相互组合以得到新的实施例;
109.以上,仅为本案所公开的具体实施方式,但本公开的保护范围并不局限于此,本案所公开的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1