一种铆钉用铆体搓丝装置的制作方法
1.本技术涉及铆钉成型的领域,尤其是涉及一种铆钉用铆体搓丝装置。
背景技术:
2.铆钉是用于连接两个带通孔零件或构件的钉型物件,铆钉的种类多种多样,常见的有抽芯铆钉、沉头铆钉、海马型铆钉和单/双鼓铆钉等。
3.图1为一种双鼓铆钉的产品示意图,双鼓铆钉包括铆体10和钉芯20,其中,铆体10的轴向间隔开设有两道凹槽30,在成型该双鼓铆钉的过程中中,通常采用压印的方式对凹槽30进行成型,但是压印工艺易导致铆体精度超差(即产品外形尺寸超出了产品标准规定的公差范围)的情况发生,影响产品质量,存在待改进之处。
技术实现要素:
4.为了提高铆体在成型凹槽时的精度,本技术提供一种铆钉用铆体搓丝装置。
5.本技术提供的一种铆钉用铆体搓丝装置采用如下的技术方案:
6.一种铆钉用铆体搓丝装置,包括呈倾斜设置的工作台,所述工作台倾斜面的下游侧设置有搓丝组件,所述工作台倾斜面的上游侧设置有用于向搓丝组件内输送待成型零件的送料组件。
7.通过采用上述技术方案,通过将从送料组件上的待成型零件输送至搓丝组件内并进行搓丝作业,将传统的压印工艺成型凹槽替换为搓丝工艺成型凹槽,可以防止铆体出现超差的缺陷,有利于提高铆体在成型凹槽时的精度。
8.优选的,所述送料组件包括两个间隔设置的送料夹板,两个所述送料夹板之间形成有送料间隙,两个所述送料夹板的长度方向与工作台的倾斜方向平行,且两个所述送料夹板远离搓丝组件的一侧设置有振动送料盘,所述振动送料盘的出料口与送料间隙的进料端相连通。
9.通过采用上述技术方案,通过振动送料盘将盘内待成型零件的位置进行排整后再将其输送进送料间隙内,使待成型零件在自身重力作用下沿送料间隙向搓丝组件内滑移,具体实现了送料组件的送料方式,且由于使用送料盘对搓丝组件输送待成型零件,提高了整个装置的自动化程度,有利于提高生产效率。
10.优选的,所述搓丝组件包括转动设置在工作台上的搓丝盘,所述搓丝盘的转动轴线垂直于工作台,所述搓丝盘的缘边处设置有用于成型铆体上凹槽的凸缘,所述工作台位于搓丝盘的一侧设置有弧形抵接板,所述弧形抵接板与搓丝盘之间形成有搓丝间隙,所述搓丝间隙与送料间隙的出料端相连通。
11.通过采用上述技术方案,当待成型零件通过送料间隙进入搓丝间隙后,搓丝盘开始转动,带动待成型零件在搓丝间隙内运动,且在运动过程中完成铆体凹槽的成型作业,具体实现了搓丝组件的工作方式,另外,将搓丝间隙设置为弧形可以延长待成型零件在搓丝组件内的搓丝行程,有利于提高铆体上凹槽的成型精度。
12.优选的,两个所述送料夹板靠近搓丝组件的一侧设置有用于控制零件间隔进料的分料组件。
13.通过采用上述技术方案,当同时进入搓丝间隙的待成型零件过多时,可能会出现多个零件相互碰撞使铆体歪斜,最终导致凹槽成型质量不佳,设置分料组件可以使零件间隔进入搓丝间隙,有利于进一步提高铆体上凹槽的成型质量。
14.优选的,所述分料组件包括固定杆和分料杆,所述固定杆转动设置在工作台上,所述固定杆的转动轴线与搓丝盘的转动轴线平行,所述分料组件还包括同轴固定在搓丝盘上的抵接凸轮,所述分料杆的端部设置有分料头,所述抵接凸轮与分料杆始终保持抵接,当所述抵接凸轮转动至凸出部与分料杆抵接时,所述分料头远离送料间隙,当所述抵接凸轮转动至凹陷部与分料杆抵接时,所述分料头位于送料间隙的正上方。
15.通过采用上述技术方案,在进行搓丝作业时,搓丝盘进行转动,带动抵接凸轮进行转动,抵接凸轮在转动过程中顶起分料杆,并使分料头离开送料间隙,此时待成型零件从送料间隙进入搓丝间隙,之后分料杆在重力作用下回落,使分料杆再次将送料间隙和搓丝间隙分隔,具体实现了分料组件的分料方式。
16.优选的,所述工作台上设置有安装杆,所述安装杆上设置有弹簧,所述弹簧的一端与安装杆形成抵接配合,所述弹簧的另一端与分料杆背离搓丝盘的一侧形成抵接配合。
17.通过采用上述技术方案,弹簧可以起到辅助分料杆复位的作用,有利于进一步提高分料组件的分料效果。
18.优选的,所述工作台上固定设置有固定块,所述弧形抵接板通过螺栓可拆卸设置在固定块上。
19.通过采用上述技术方案,由于搓丝盘对待成型零件进行搓丝作业时会对弧形抵接板产生较大的压力,长时间工作会使弧形抵接板变形,设置固定块可以增大弧形抵接板的强度,有利于提高搓丝组件在进行搓丝作业时的稳定性,同时,将弧形抵接板可拆卸设置在固定块上,有利于在弧形抵接板变形后直接对其进行更换。
20.优选的,所属台上固定设置有安装座,所述安装杆沿靠近或远离搓丝盘的方向可调节设置在安装座上。
21.通过采用上述技术方案,利用可调节设置在安装座上的安装杆,对弹簧具有一定的调节作用,使其对分料杆保持弹力作用。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.利用搓丝组件和随工作台倾斜设置的送料组件,将传统的压印工艺替换为搓丝工艺,可以防止铆体出现超差的缺陷,有利于提高铆体在成型凹槽时的精度;
24.2.借助分料杆、抵接凸轮和弹簧的协同作用,可以控制同时进入搓丝间隙的待成型零件数量,有利于进一步提高铆体上凹槽的成型质量;
25.3.通过弧形设置的搓丝间隙,有利于延长待成型零件在搓丝组件内的行程,有利于进一步提高铆体上凹槽的成型精度。
附图说明
26.图1为相关技术中一种铆钉整体结构的轴侧示意图;
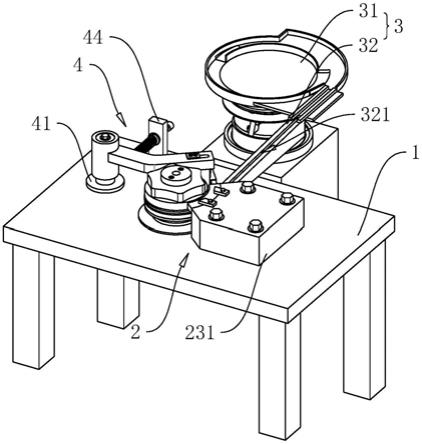
27.图2为本技术实施例主要体现一种铆钉用铆体搓丝装置整体结构的轴测示意图;
28.图3为本技术实施例主要体现送料组件结构的轴侧示意图;
29.图4为本技术实施例主要体现搓丝组件结构的轴侧示意图;
30.图5为本技术实施例主要体现分料组件处的结构轴侧示意图。
31.附图标记:1、工作台;2、搓丝组件;21、搓丝盘;22、凸缘;23、弧形抵接板;231、固定块;24、搓丝间隙;3、送料组件;31、振动送料盘;32、送料夹板;321、送料间隙;4、分料组件;41、固定杆;42、分料杆;421、分料头;43、六边形抵接凸轮;44、安装座;441、安装杆;442、弹簧。
具体实施方式
32.以下结合附图1
‑
5对本技术作进一步详细说明。
33.本技术实施例公开一种铆钉用铆体搓丝装置。
34.参照图2,一种铆钉用铆体搓丝装置包括工作台1,工作台1呈倾斜设置,且工作台1倾斜面的下游设置有搓丝组件2,工作台1倾斜面的上游设置有用于向搓丝组件2内输送待成型零件的送料组件3,搓丝组件2和送料组件3之间还设置有用于控制零件间隔进料的分料组件4。
35.实际使用中,送料组件3将待成型零件输送至送料组件3前会被分料组件4阻挡,分料组件4可以控制零件间隔进料,当搓丝组件2内待成型零件的数量不足时,分料组件4撤去阻挡并将送料组件3内的待成型零件送入搓丝组件2,将传统的压印工艺替换为搓丝工艺对铆体的凹槽进行成型,可以防止铆体出现超差的工艺缺陷,有利于提高铆体在成型凹槽时的成型精度。
36.参照图2和图3,送料组件3包括振动送料盘31和两个间隔设置的送料夹板32,两个送料夹板32的长度方向与工作台1的倾斜方向平行,且两个送料夹板32之间形成有送料间隙321,振动送料盘31设置在两个送料夹板32远离搓丝组件2的一侧,且震动送料盘的出料口与送料间隙321的进料端相连通。
37.实际使用中,工作人员先将待成型零件放入振动送料盘31内,振动送料盘31将成团的零件振散并进行排整,再通过出料口将其输送进送料间隙321内,此时,待成型零件在自身重力作用下,在送料间隙321内沿工作台1的倾斜方向向搓丝组件2内滑动,使用送料盘对待成型零件进行分拣、排整和输送,提高了整个装置的自动化程度,有利于提高生产效率。
38.参照图2和图4,搓丝组件2搓丝盘21和设置在搓丝部件一侧的弧形抵接板23,搓丝盘21的驱动源为直流电机,搓丝盘21的转动轴线与工作台1的上表面垂直,搓丝盘21的周侧对应铆体上凹槽的位置设置有凸缘22,弧形抵接板23设置在搓丝盘21的周侧,搓丝盘21和弧形抵接板23之间形成有弧形的搓丝间隙24,搓丝间隙24的进料端与送料间隙321的出料端相连通,弧形抵接板23远离搓丝盘21的一侧设置有固定块231,固定块231固定连接在工作台1上,弧形抵接板23通过螺栓可拆卸连接在固定块231上。
39.实际使用中,当待成型零件从送料间隙321进入搓丝间隙24内时,搓丝盘21和弧形抵接板23二者均与搓丝间隙24内的铆体形成抵接,此时搓丝盘21开始转动,带动待成型零件在搓丝间隙24内运动,凸缘22在零件的运动过程中完成对铆体凹槽的成型作业,弧形设置的搓丝间隙24可以延长待成型零件在搓丝组件2内的搓丝行程,有利于提高搓丝过程中
铆体上凹槽的成型精度,固定并抵接在弧形抵接板23一侧的固定块231可以增大弧形抵接板23的强度,有利于提高搓丝组件2在进行搓丝作业时的稳定性,防止长时间工作导致弧形抵接板23变形的情况发生。
40.参照图2和图5,分料组件4包括固定杆41和分料杆42,固定杆41转动设置在工作台1上,固定盘的转动轴线与搓丝盘21的转动轴线平行,分料杆42固定连接在固定杆41上,分料杆42的一端转动连接在固定杆41上,分料杆42的另一端固定连接有分料头421,且分料头421的初始位置位于送料间隙321的正上方,搓丝盘21远离工作台1的一侧固定连接有抵接凸轮,本实施例中抵接凸轮设置为六边形抵接凸轮43,且六边形抵接凸轮43时刻与分料杆42形成抵接配合,工作台1位于分料盘远离搓丝盘21的一侧设置有安装座44,安装座44上通过螺纹连接有安装杆441,实现安装杆441沿靠近或远离搓丝盘21方向的可调节,且安装杆441设置在分料杆42背离搓丝盘21的一侧,安装杆441上设置有弹簧442,弹簧442的一端与安装杆441形成抵接配合,弹簧442的另一端与分料杆42形成抵接配合。
41.实际使用中,在进行搓丝作业时,搓丝盘21进行转动,带动六边形抵接凸轮43进行转动,六边形抵接凸轮43在转动过程中会将分料杆42顶起,并带动分料头421离开送料间隙321,此时待成型零件从送料间隙321进入搓丝间隙24,之后分料杆42在弹簧442的推动下复位,使分料杆42再次将送料间隙321和搓丝间隙24隔开,有利于控制零件的间隔进料,以达到提高铆体上凹槽的成型精度的目的,同时,利用可调节设置在安装座44上的安装杆441,有利于在分料组件4工作时,对弹簧442具有一定的调节作用,使其对分料杆42保持弹力作用。
42.本技术实施例一种铆钉用铆体搓丝装置的实施原理为:振动送料盘31将待成型零件送至送料间隙321内,使其在自身重力作用下沿工作台1的倾斜方向滑移至分料头421处,并被分料头421阻挡,当六边形抵接凸轮43将分料杆42顶起时,分料头421离开送料间隙321,并将待成型零件放入搓丝间隙24内进行搓丝工艺,此时分料杆42在弹簧442的推动下复位并继续对未进入搓丝间隙24的待成型零件进行阻挡,由于在成形过程中将传统的压印工艺替换为搓丝工艺,可以防止铆体出现超差的缺陷,有利于提高铆体在搓丝成型凹槽时的精度。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1