一种支架的定位焊接装置的制作方法
1.本实用新型涉及车辆部件焊接工装技术领域,特别是涉及一种支架的定位焊接装置。
背景技术:
2.在中大型客车的生产中,零部件支架的焊接是一项极其复杂又精度要求高的工序,零部件支架的焊接精度直接关系到整个客车的车壳质量。在现代化生产领域专业化分工逐步细化的今天,车架的定制式生产模式中,车架专业制造厂家承揽的车架规格型号多且生产周期短,每一个型号的批量数目不固定,使得焊接的夹具更换频繁且柔性要求高。
3.传统的焊接方式是在一个工作平台上用简易的铁板和方管作为支撑焊接在平台上,对待焊接部件进行定位固定进行焊接。这样的方法在面对车架状态多且生产周期、每一个型号的批量数目不固定的“随性”生产中,虽然夹具成本低,更换时间短,但焊接精度得不到保障而且对所做产品没有可追溯性。由于夹具本身是由铁板和方管简单焊接而成,如遇到大批量生产容易引发夹具本身变形,使得产品首件和末件的尺寸相差甚远,致使焊接出来的部品尺寸偏差过大,造成车架返工频繁,制造成本上升。
技术实现要素:
4.本实用新型的主要目的在于克服现有技术的以上缺点和不足,提供一种支架的定位焊接装置。
5.一种支架的定位焊接装置,用于将支架方管、支架连接板和支架吊耳焊接在一起,包括一个支撑底座、一个定位底板、若干限位挡板、至少两个支架连接限位板和若干定位销,所述定位底板固定在所述支撑底座上,所述定位底板由左至右分别开设有第一定位孔、第二定位孔和第三定位孔,所述第一定位孔的右端装设有所述限位挡板,所述第二定位孔的四周分别装设有所述限位挡板,所述第三定位孔的左端装设有所述限位挡板,所述定位底板左端的前后两侧分别装设有所述限位挡板;所述定位底板的左端向前延伸形成凸出部,所述凸出部的前端装设有所述支架连接限位板,所述第一定位孔的左端装设有所述支架连接限位板;所述定位底板中部的前后两侧分别开设有长条形的限位孔,所述若干定位销装设在所述限位孔内且可以沿着限位孔调节位置。
6.在其中一个实施例中,所述支撑底座由两根平行设置的方管组成,所述定位底板焊接在该方管上。
7.在其中一个实施例中,所述定位底板于第二定位孔的前后两个方向上延伸形成延伸板,所述延伸板的左端与所述第二定位孔的左端平齐,所述延伸板的右端与所述第三定位孔的左端平齐,所述限位孔分别开设在所述延伸板的前后两端。
8.在其中一个实施例中,所述定位底板的右端凸设有延长板,所述延长板上沿着前后方向开设有至少一个的定位长条孔。
9.在其中一个实施例中,所述限位挡板和支架连接限位板通过焊接固定在所述定位
底板上。
10.在其中一个实施例中,所述定位销通过焊接固定在所述限位孔内。
11.在其中一个实施例中,所述定位销为定位螺栓,所述定位螺栓旋入到所述限位孔内。
12.本实用新型支架的定位焊接装置有益效果在于:通过此定位焊接装置的设计,对支架实现精准定位,能够缩短支架零件部拼焊所消耗的时间,同时还能提高零件的装配尺寸精度,避免制作出来的零件尺寸偏差过大;同时定位销的位置可以进行调节,实现了相似支架的通用化,有效降低定位焊接装置更换时间和成本。
附图说明
13.图1为支架的结构示意图;
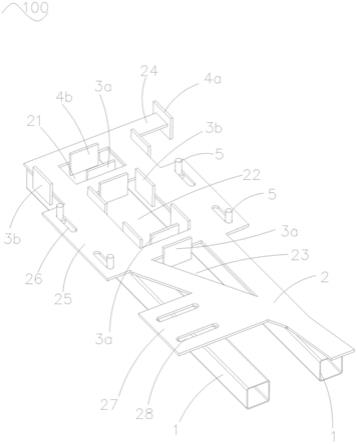
14.图2为支架的定位焊接装置的结构示意图;
15.图3为图2本实用新型支架的定位焊接装置另一角度的结构示意图;
16.图4为本实用新型支架的定位焊接装置使用装配图;
17.图5为本实用新型支架的定位焊接装置另一角度的使用装配图。
具体实施方式
18.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
19.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.请参阅图1、图4和图5,本实用新型提供一种支架的定位焊接装置100,用于将支架200的各个组件定位焊接在一起,所述支架200包括支架方管201、支架连接板202和支架吊耳203焊接在一起,其中,所述支架方管201包括两根纵向方管和两根横向方管,两根横向方管装设在两根纵向方管之间,所述支架连接板202装设在两根纵向方管的左端,所述支架吊耳203分别装设在纵向方管的外侧。
22.请参阅图2和图3,本实用新型一种支架的定位焊接装置100包括一个支撑底座1、一个定位底板2、若干限位挡板3、两个支架连接限位板4和若干定位销5,所述定位底板2固定在所述支撑底座1上,所述若干限位挡板3、两个支架连接限位板4和若干定位销5均焊接固定在所述定位底板2上。其中,所述支撑底座1由两根平行设置的方管组成,所述定位底板2焊接在该方管上,其中方管的尺寸为50mm
×
50mm,材质为q345钢材,所述定位底板2由金属材料精密加工而成。
23.更具体地,请参阅图2和图3,所述定位底板2由左至右分别开设有第一定位孔21、第二定位孔22和第三定位孔23,其中,所述第一定位孔21和第二定位孔22为长方形孔,所述第一定位孔21的右端装设有所述限位挡板3a,所述第二定位孔22内左右两端装设有所述限位挡板3a,所述第二定位孔22内前后两端装设有所述限位挡板3b,所述第三定位孔23的左端装设有所述限位挡板3a,所述定位底板2左端的前后两侧分别装设有所述限位挡板3b。其中,所述限位挡板3a用于定位横向方管,所述限位挡板3b用于定位纵向方管。可以理解的是,所述限位挡板3a和限位挡板3b也可以对支撑底座1和定位底板2焊接时对支撑底座1的方管进行定位。
24.更具体地,请参阅图2,所述定位底板2的左端向前延伸形成凸出部24,所述凸出部24的前端装设有所述支架连接限位板4a,所述第一定位孔21的左端装设有所述支架连接限位板4b,所述支架连接限位板4a用于对支架连接板202进行横向定位,所述支架连接限位板4b用于对支架连接板202进行纵向定位,减小因人工测量不准确造成的尺寸偏差。其中,所述限位挡板3和支架连接限位板4通过焊接固定在所述定位底板2上。
25.更具体地,请参阅图2和图3,所述定位底板2于第二定位孔22的前后两个方向上延伸形成延伸板25,所述延伸板25的左端与所述第二定位孔22的左端平齐,所述延伸板25的右端与所述第三定位孔23的左端平齐,所述延伸板25的前后两端分别开设有两个长条形的限位孔26,所述限位孔26的尺寸为60mm
×
13mm,所述定位销5装设在所述限位孔26内且可以沿着限位孔26调节位置,其中定位销5通过焊接方式固定在所述限位孔26内,定位销5也可以是定位螺栓,定位螺栓通过螺旋方式固定到所述限位孔26内。可以理解的是,限位孔26的开孔走向可以与纵向方管平行,也可以与纵向方管垂直或者任意角度。
26.更具体地,请参阅图2,所述定位底板2的右端凸设有延长板27,所述延长板27上沿着前后方向开设有两个的定位长条孔28。定位长条孔28内设置定位销(图未示),是对支架200非常规设置部件进行定位。
27.本实用新型在组装时,将限位挡板3和支架连接限位板4焊接在定位底板2上,然后通过限位挡板3和支架连接限位板4定位将定位底板2焊接在支撑底座1上,最后将定位销5固定在所述定位底板2上。
28.本实用新型在使用时,将支架方管201放入到限位挡板3a和限位挡板3b之间以定位,然后将支架连接板202放置到支架连接限位板4a和支架连接限位板4b进行定位,将支架方管201和支架连接板202焊接完成之后,最后将支架吊耳203放置于定位销5内定位焊接完成,保证安装的尺寸精度。
29.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
30.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1