一种用于干式切削的粗加工PCD铣刀的制作方法
一种用于干式切削的粗加工pcd铣刀
技术领域
1.本实用新型涉及铣刀技术领域,更具体地说,涉及一种用于干式切削的粗加工pcd铣刀。
背景技术:
2.在加工机翼的铝结构件时,将去除原材料中大部分材料,针对机翼的内腔及凹槽的粗加工所使用的铣刀整体材质为硬质合金铣刀,在干切加工长切屑的铝合金时,刀具在加工中会很快形成刀瘤, 并且刀具磨损也明显增大,因此仅适于冷却液湿式加工,但是在冷却液加工中,飞机机翼的空腔和凹槽很容易被冷却介质填充,对加工造成影响,另一方面,现有的铣刀的切削刃为直线段,容易断裂,影响刀具的使用寿命,且一旦切削刃的一部分货整体断裂对整个刀具进行更换,成本较高。
3.因此,如何解决以上技术问题,成为本领域专业技术人员所要解决的重要技术问题。
技术实现要素:
4.本实用新型提供一种用于干式切削的粗加工pcd铣刀,以解决现有的铣刀整体材质为硬质合金,仅适于冷却液湿式加工,但是在冷却液加工中,飞机机翼的空腔和凹槽很容易被冷却介质填充,对加工造成影响;且现有的铣刀的切削刃为直线段,容易断裂,影响刀具的使用寿命,且一旦切削刃的一部分货整体断裂对整个刀具进行更换,成本较高的问题。
5.本实用新型的用于干式切削的粗加工pcd铣刀采用如下技术方案:
6.一种用于干式切削的粗加工pcd铣刀,包括基体形状为圆柱形的pcd刀头,所述pcd刀头上沿其周向均布有多个交错设置的螺旋沟槽,所述螺旋沟槽沿所述pcd刀头的轴向方向延伸,每个所述螺旋沟槽的一侧均固定有多个线型排列的刀片,多个所述刀片的第一端固定在所述螺旋沟槽的一侧、第二端呈波浪形,多个所述刀片的第二端首尾相连形成波浪形切削刃。
7.优选地,所述刀片的第一端呈弧形,所述螺旋沟槽的一侧设有与所述刀片的第一端配合固定的弧形凹槽。
8.优选地,所述螺旋沟槽设有三个,三个所述螺旋沟槽沿所述pcd刀头的周向均匀分布。
9.优选地,所述刀片设置有五个,包括头端大刀片和尾部四个小刀片。
10.优选地,还包括刀柄,所述pcd刀头焊接在所述刀柄上,所述刀柄的材质为硬质合金。
11.本实用新型的有益效果是:一种用于干式切削的粗加工pcd铣刀,pcd上交错设有多个螺旋沟槽,每个螺旋沟槽的一侧均固定有多个线型排列的刀片,多个刀片的第一端固定在螺旋沟槽的一侧、第二端呈波浪形,多个刀片的第二端首尾相连形成波浪形切削刃,采用螺旋沟槽形状的设计,提高了排屑的流畅性,适用于干式软切削;波浪形切削刃可以防止
切削刃断裂,延长了切削刃的使用寿命,且金属去除率高、材料切除率高、保证加工表面具有较高的光洁度、不易形成毛刺。同时波浪形切削刃加工时为软切削,降低了切削力,降低了切削刃断裂的概率,延长了刀具的使用寿命。
12.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
14.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
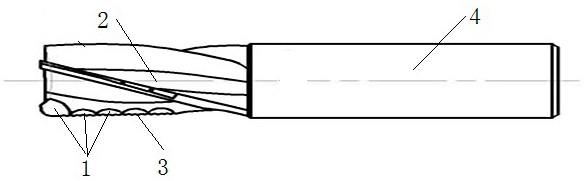
15.图1为本实用新型实施例中用于干式切削的粗加工pcd铣刀的结构示意图;
16.图2为本实用新型实施例中用于干式切削的粗加工pcd铣刀的侧视图;
17.图3为图2中a、b、c处的多个刀片首尾连接形成波浪形切削刃的结构示意图。
18.图中:
19.1-pcd刀片,2-螺旋沟槽,3-波浪形切削刃,4-刀柄。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.以下,参照附图对实施例进行说明。此外,下面所示的实施例不对权利要求所记载的实用新型内容起任何限定作用。另外,下面实施例所表示的构成的全部内容不限于作为权利要求所记载的实用新型的解决方案所必需的。
22.参考图1-3所示,本具体实施方式提供了一种用于干式切削的粗加工pcd铣刀,包括基体形状为圆柱形的pcd(聚晶金刚石)刀头,pcd刀头上沿其周向均布有多个交错设置的螺旋沟槽2,多个螺旋沟槽2交错设置,加工时切削互补,提高切削效率,提高了加工质量;具体地,如图1和2所示,螺旋沟槽2设有三个,三个螺旋沟槽2沿pcd刀头的周向均匀分布,螺旋沟槽2沿pcd刀头的轴向方向延伸,采用螺旋沟槽2形状的设计,提高了排屑的流畅性,适用于干式软切削。
23.进一步地,每个螺旋沟槽2的一侧均固定有多个线型排列的pcd刀片1,多个pcd刀片1的第一端固定在螺旋沟槽2的一侧、第二端呈波浪形,多个pcd刀片1的第二端首尾相连形成波浪形切削刃3,如此,波浪形切削刃3可以防止切削刃断裂,延长了切削刃的使用寿命,且金属去除率高、材料切除率高、保证加工表面具有较高的光洁度、不易形成毛刺。同时波浪形切削刃3加工时为软切削,降低了切削力,降低了切削刃断裂的概率,延长了刀具的使用寿命。
24.如此设置,解决了现有的铣刀整体材质为硬质合金,仅适于冷却液湿式加工,但是在冷却液加工中,飞机机翼的空腔和凹槽很容易被冷却介质填充,对加工造成影响;且现有的铣刀的切削刃为直线段,容易断裂,影响刀具的使用寿命,且一旦切削刃的一部分货整体断裂对整个刀具进行更换,成本较高的问题。
25.本实施例的优选方案中,pcd刀片1的第一端呈弧形,螺旋沟槽2的一侧设有与pcd刀片1的第一端配合固定的弧形凹槽,具体地,如图3所示,pcd刀片1设置有五个,包括头端大刀片和尾部四个小刀片,具体刀片的数量可以根据实际情况调整,具体视实际情况而定。
26.进一步地,本实施例中的粗加工铣刀还包括刀柄5,pcd刀头焊接在刀柄4上,其中刀柄4的材质为硬质合金,硬质合金硬度高、耐磨损、使用寿命长。
27.需要说明的是,本文所表述的“轴向”通常是针对圆柱体类物体而言,就是圆柱体旋转中心轴的方向,即与中心轴共同的方向;“周向”即圆周方向,即绕圆柱体轴线方向。本文所表述的“第一”“第二”等词语,不是对具体顺序的限制,仅仅只是用于区分各个部件或功能。
28.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
29.可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
30.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1