一种铣削连杆瓦片槽的铣刀的制作方法
1.本实用新型涉及铣刀技术领域,更具体地说,本实用新型涉及一种铣削连杆瓦片槽的铣刀。
背景技术:
2.铣削连杆瓦片槽是制造6u发动机的重要环节,瓦片槽是在连杆合体后连杆的大端孔内圆弧处加工长度为27.9~29.5毫米、宽度为6.5~7.5毫米,连杆瓦片槽的粗糙度要求较高,且在表面侧的连杆盖和在背面侧的连杆体各有一个止口槽,该铣刀加工部位不仅要满足两处槽长、槽宽的要求,还要保证两处瓦片槽间的位置、尺寸,对刀具结构、加工方式等提出了很高的要求。
3.目前在铣削连杆瓦片槽时,主要是利用六刃三面刃铣刀进行铣削,该铣削方式存在以下问题:
4.1.加工瓦片槽首件时偶有振纹,加工寿命低下;
5.2.加工后通常需修磨该铣刀磨损部位,导致铣刀径向尺寸有所变化,且在每次换刀时需每次对程序坐标值进行补偿及换刀首件的品质送检,严重影响加工效率且产品品质不易保证。
6.因此需提出一种铣削连杆瓦片槽的铣刀,以解决上述问题。
技术实现要素:
7.在实用新型内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本实用新型的实用新型内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
8.为至少部分地解决上述问题,本实用新型提供了一种铣削连杆瓦片槽的铣刀,包括:三面刃刀体,所述三面刃刀体上周向设置有多个刀刃;
9.所述刀刃包括:a型刃、b型刃,所述a型刃与所述b型刃周向交替排列。
10.优选的是,所述a型刃的侧刃横向宽度比所述b型刃的侧刃横向宽度长0.1mm。
11.优选的是,所述a型刃的分度角为50
°
,所述b型刃的分度角为40
°
。
12.优选的是,铣削连杆瓦片槽的铣刀还包括:内冷刀杆,所述三面刃刀体固定安装在内冷刀杆上。
13.优选的是,所述三面刃刀体设有定位孔,所述内冷刀杆穿过所述定位孔与所述三面刃刀体固定连接。
14.优选的是,所述定位孔内侧壁开设有大凹槽、小凹槽,所述小凹槽设于所述大凹槽一侧,所述内冷刀杆周壁设有与所述大凹槽相配合的第一平键和与所述小凹槽相配合的第二平键。
15.优选的是,所述内冷刀杆内开设有冷却通道,所述冷却通道连通设置有喷嘴。
16.优选的是,所述刀刃由gts20d材料制成。
17.优选的是,所述三面刃刀体由40cr材料制成。
18.优选的是,所述内冷刀杆由合金结构钢scm440材料制成。
19.相比现有技术,本实用新型至少包括以下有益效果:
20.本实用新型所述的一种铣削连杆瓦片槽的铣刀增强了三面刃刀体的互换性,刀刃采用错位设计,有效降低加工中出现共振,且减小了切削阻力,可进行快速进给,提高了生产效率。
21.本实用新型所述的一种铣削连杆瓦片槽的铣刀,本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
22.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
23.在附图中:
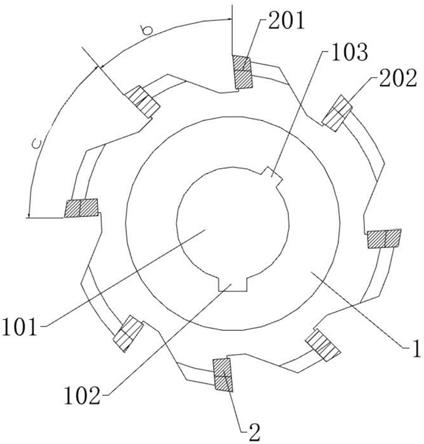
24.图1为本实用新型所述的一种铣削连杆瓦片槽的铣刀的三面刃刀体的主视图;
25.图2为本实用新型所述的一种铣削连杆瓦片槽的铣刀的三面刃刀体的侧视图;
26.图3为本实用新型所述的一种铣削连杆瓦片槽的铣刀的a型刃的侧视图;
27.图4为本实用新型所述的一种铣削连杆瓦片槽的铣刀的b型刃的侧视图;
28.图5为本实用新型所述的一种铣削连杆瓦片槽的铣刀的内冷刀杆的主视图;
29.图6为本实用新型所述的一种铣削连杆瓦片槽的铣刀的内冷刀杆的俯视图;
30.图7为本实用新型所述的一种铣削连杆瓦片槽的铣刀的加工示意图。
31.图中:1为三面刃刀体;101为定位孔;102为大凹槽;103为小凹槽;2为刀刃;201为a型刃;202为b型刃;3为内冷刀杆;301为第一平键;302为第二平键;303为冷却通道;304为喷嘴。
具体实施方式
32.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
33.如图1-7所示,本实用新型提供了一种铣削连杆瓦片槽的铣刀,包括:三面刃刀体1,所述三面刃刀体1上周向设置有多个刀刃2;
34.所述刀刃2包括:a型刃201、b型刃202,所述a型刃201与所述b型刃202周向交替排列。
35.上述技术方案的工作原理:如图2所示,刀刃2的两侧刃均设有倒角a,且a=45
°
,为控制瓦片槽的槽长在27.9~29.5毫米范围内、宽度在6.5~7.5毫米范围内,对刀刃2采用了两侧刃45
°
倒角方式,同时按a型刃201、b型刃202错齿间断排布、采用八刃不等分、直槽刃、角度后角等作技术调整;刀刃2的定位厚度尺寸为10
±
0.01mm,倒角宽度尺寸为4.7
±
0.05mm,该设计能有效控制瓦片槽宽度在6.5~7.5毫米内,同时与原有止口槽宽度重合。
36.上述技术方案的有益效果:通过上述结构的设计,增强了三面刃刀体1的互换性,
刀刃2采用错位设计,有效降低加工中出现共振,且减小了切削阻力,可进行快速进给,提高了生产效率,保证了加工的产品品质。
37.在一个实施例中,所述a型刃201的侧刃横向宽度比所述b型刃202的侧刃横向宽度长0.1mm。
38.上述技术方案的工作原理和有益效果:如图3-4所示,a型刃201的侧刃横向宽度h与b型刃202的侧刃横向宽度s差值为0.1mm,即h-s=0.1mm,有利于减小切刃与待加工槽底和槽壁的阻力,切削轻快,使得待加工面具有良好的粗糙度,延长刀具使用寿命,不会产生共振。
39.在一个实施例中,所述a型刃201的分度角为50
°
,所述b型刃202的分度角为40
°
。
40.上述技术方案的工作原理和有益效果:如图1所示,a型刃201的分度角为c=50
°
,b型刃202的分度角为b=40
°
,加工过程中刀具振动、新刀锋利及吃刀时工件接触面小等因素,通过上述结构的涉及可分散、间断其作用力,并避让其它刃口,减少共振和切削阻力,提高加工质量,同时也保证了个刀刃2的强度。
41.在一个实施例中,铣削连杆瓦片槽的铣刀还包括:内冷刀杆3,所述三面刃刀体1固定安装在内冷刀杆3上。
42.上述技术方案的工作原理和有益效果:内冷刀杆3内设有冷却液,在进行铣削时,冷却液喷洒在三面刃铣刀1的刃齿上进行冲洗、排热;内冷刀杆3的外径尺寸为ф32mm,三面刃刀体1的外径尺寸范围在ф58.5mm~ф60.9mm内,结合三面刃刀体1的刀刃数及排布,使得加工线速度为最佳,三面刃刀体1安装完成后,其工作时外径圆周跳动误差在0.02mm内,使得三面刃刀体1在进行铣削时降低共振,防止瓦片槽两侧槽壁的干涉、粗糙度不良。
43.在一个实施例中,所述三面刃刀体1设有定位孔101,所述内冷刀杆3穿过所述定位孔101与所述三面刃刀体1固定连接。
44.上述技术方案的工作原理和有益效果:内冷刀杆3穿过定位孔101与三面刃刀体1固定连接,便于内冷刀杆3的安装和拆卸。
45.在一个实施例中,所述定位孔101内侧壁开设有大凹槽102、小凹槽103,所述小凹槽103设于所述大凹槽102一侧,所述内冷刀杆3周壁设有与所述大凹槽102相配合的第一平键301和与所述小凹槽103相配合的第二平键302。
46.上述技术方案的工作原理:安装三面刃刀体1时,将内冷刀杆3伸入至定位孔101中,内冷刀杆3周壁设置的第一平键301与大凹槽102配合连接,内冷刀杆3周壁设置的第二平键302与小凹槽103配合连接,最后通过螺母将三面刃刀体1紧固在内冷刀杆3上。
47.上述技术方案的有益效果:采用三面刃刀体1的大凹槽102与内冷刀杆3的第一平键301配合而传递力矩,同时利用小凹槽103与内冷刀杆3周壁设置的第二平键302配对,起到防误、错装的作用。
48.在一个实施例中,所述内冷刀杆3内开设有冷却通道303,所述冷却通道303连通设置有喷嘴304。
49.上述技术方案的工作原理:内冷刀杆3工作时,低温冷风机吹出的压缩冷气体和从微量润滑系统出来的润滑油分别通过安装在内冷刀杆3尾部的三通接头的两个入口进入冷却通道303,混合后的冷却油气从喷嘴304喷到刃齿上,达到冷却和润滑作用。
50.上述技术方案的有益效果:通过上述结构的设计,有效地避免了切屑粘结,同时起
到冷却和润滑作用。
51.在一个实施例中,所述刀刃2由gts20d材料制成。
52.上述技术方案的工作原理:gts20d材料具有良好的抗弯性能和抗冲击性能,且耐磨性高。
53.上述技术方案的有益效果:利用gts20d材料可增加刃齿的使用寿命,从而起到降低成本、增加效率的作用。
54.在一个实施例中,所述三面刃刀体1由40cr材料制成。
55.上述技术方案的工作原理和有益效果:三面刃刀体1由40cr材料制成,经调质处理后具有良好的综合力学性能和低温冲击韧性。
56.在一个实施例中,所述内冷刀杆3由合金结构钢scm440材料制成。
57.上述技术方案的工作原理和有益效果:scm440材料是生产高强度紧固件的常用钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点,通过调质840
±
10℃淬油,再经过470
°
高温回火处理的热处理工艺后,成品质量稳定、硬度均匀,硬度要求为hrc40-45。
58.最后应说明的是:以上所述仅为本实用新型的优选实施例而已。并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1