一种移动工作台二次定位控制装置的制作方法
1.本实用新型涉及工作台二次定位领域,更具体地说,它涉及一种移动工作台二次定位控制装置。
背景技术:
2.随着全球制造业的中心向我国转移,我国数控激光切割机市场需求年增长速度达到50%以上,数控激光切割技术更及其柔韧性和灵活性在薄板加工领域逐步取代了传统加工手段。并且,经过多年的发展,我国激光切割技术及装备从无到有,已逐步形成一定产业规模。
3.目前,国内现在在钣金加工市场上大部分切割材料幅面均为4000mm
×
2000mm,3000mm
×
1500mm的不锈钢板以及铁板,所以现在市场的大部分激光切割机机型主要还是以4020和3015这样幅面的数控机床为主,激光切割机通过cnc数控系统控制运行,切割材料放置在工作台上供激光切割机切割。随着现今越来越多的领域开始运用到激光切割技术,所以大幅面甚至超大幅面的钣金加工件开始越来越多,对于传统的二氧化碳激光切割系统由于受到光程的影响,是无法满足板材在6米范围内的一次加工成形。因此需要通过移动装置带动工作台将切割材料移入激光切割机的切割范围内,以及通过夹紧气缸将工作台夹紧固定用于后续切割。
4.结合以上原因,面对大幅面的切割材料,如何控制工作台移动正是本技术所考虑的问题所在。
技术实现要素:
5.针对现有技术存在的不足,一方面,提供一种移动工作台二次定位控制方法,该移动工作台二次定位控制方法能够用于控制大幅面的切割材料的移动,解决了现有的激光切割机无法切割大幅面板材的缺点。
6.为实现上述目的,一方面,提供了如下技术方案:
7.一种移动工作台二次定位控制装置,其包括有基座和设置在基座上的固定装置,基座上设置有与基座滑移连接的工作台,固定装置用于固定工作台,还包括有与固定装置和工作台耦接的控制组件,控制组件用于控制固定装置进行固定以及控制工作台的滑移。
8.综上所述,上述技术方案具有以下有益效果:基座的一部分位于激光切割机的切割区域,其他部分位于激光切割机的工作区域之外,切割时,将工作台滑移至激光切割机的工作区域,对于大幅面的切割材料则通过再次移动工作台,将工作台上未切割的部分二次移入激光切割机的工作区域进行切割,固定装置能够在切割时对工作台进行固定。
附图说明
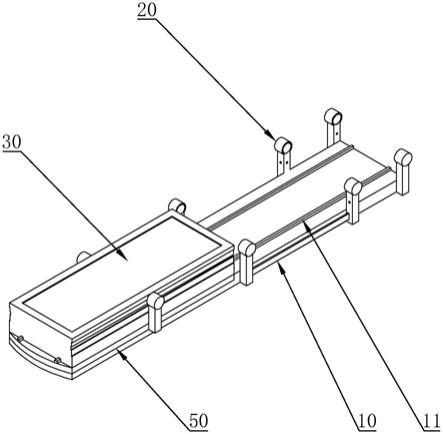
9.图1为一种移动工作台二次定位装置的原点位置示意图;
10.图2为一种移动工作台二次定位装置的基座结构示意图;
11.图3为一种移动工作台二次定位装置的固定装置结构示意图;
12.图4为一种移动工作台二次定位装置的切割区放大图示意图;
13.图5为一种移动工作台二次定位装置的第一次移进位置示意图;
14.图6为一种移动工作台二次定位装置的第二次移进位置示意图;
15.图7为一种移动工作台二次定位装置的转动状态示意图;
16.图8为一种移动工作台二次定位装置的控制组件模块图示意图。
17.附图标记:10、基座;11、导轨;12、完成区;13、切割区;14、等待区;20、固定装置;21、第一夹合组件;211、第一位置传感器;22、第二夹合组件;221、第二位置传感器;222、距离传感器;23、第三夹合组件;231、第三位置传感器;232、定位点;30、工作台;40、控制组件;50、转动盘;51、四夹合组件;511、第一角度传感器;512、第二角度传感器。
具体实施方式
18.下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
19.根据本实用新型的第一方面,提供一种移动工作台二次定位控制装置。
20.如图1所示,一种移动工作台二次定位控制装置,其包括有基座10和设置在基座10上的固定装置20,基座10上设置有与基座10滑移连接的工作台30,固定装置20用于固定工作台30,还包括有与固定装置20和工作台30耦接的控制组件40,控制组件40用于控制固定装置20进行固定以及控制工作台30的滑移。基座10的一部分位于激光切割机的切割区域,其他部分位于激光切割机的工作区域之外,切割时,将工作台30滑移至激光切割机的工作区域,对于大幅面的切割材料则通过再次移动工作台30,将工作台30上未切割的部分二次移入激光切割机的工作区域进行切割,固定装置20能够在切割时对工作台30进行固定。
21.基座10上设置有导轨11,工作台30上设置有与导轨11配合的滑块。工作台30通过滑块在导轨11上进行移动。
22.如图2和图3所示,基座10包括有完成区12、切割区13和等待区14,固定装置20包括有设置于完成区12的第一夹合组件21、设置于切割区13的第二夹合组件22和设置于等待区14的第三夹合组件23,并分别与控制组件40耦接,第一夹合组件21设置于基座10的两侧用于夹合工作台30,第二夹合组件22设置于基座10的两侧用于夹合工作台30,第三夹合组件23设置于基座10的两侧用于夹合工作台30,第一夹合组件21、第二夹合组件22和第三夹合组件23上分别设置有用于检测工作台30的第一位置传感器211、第二位置传感器221和第三位置传感器231,并分别与控制组件40耦接;第三位置传感器231用于检测工作台30进入时的初始位置,第二位置传感器221用于检测工作台30第一次切割时的长度,第一位置传感器211用于检测工作台30第二次切割时的长度。激光切割机的工作区域将切割区13全部覆盖,工作台30初始位于等待区14,在进入切割区13时,通过第三位置传感器231检测工作台30初始的位置,通过第二位置传感器221检测工作台30移入切割区13的位置,工作台30进入切割区13的距离能够通过控制组件40计算得出。第二次移进时通过第一位置传感器211检测工作台30移进等待区14的位置,工作台30进入等待区14的距离能够通过控制组件40计算得
出,从而能够计算得到工作台30上第一次切割的区域和第二次切割的区域,激光切割机分成两次定位对切割材料进行切割。
23.第二夹合组件22与基座10滑移连接,用于调节第二夹合组件22和第三夹合组件23之间的距离,从而调节工作台30第一次切割时的长度。基座10上于切割区13的两侧设置有用于供第二夹合组件22滑移的调节轨道,第二夹合组件22通过调节轨道在切割区13滑移。
24.如图4-6所示,第二夹合组件22上还设置有与控制组件40耦接的距离传感器222,距离传感器222用于检测第二夹合组件22和第三夹合组件23之间的距离。控制组件40通过第二位置传感器221检测到的第一次移进距离还能够与距离传感器222检测的距离进行比对,从而判断设备的精准度如何,当两个距离不同时需要重新调试。
25.如图7所示,等待区14设置有与控制组件40耦接的转动盘50,转动盘50用于带动位于转动盘50上的工作台30转动。转动盘50用于带动位于等待区14的工作台30转动,在放置切割材料时能够通过转动盘50转动至合适的角度再进行放置,放置好后控制转动盘50将切割材料的一端朝向切割区13准备第一次切割,当完成第一次切割后,控制组件40控制工作台30退回至转动盘50上,再控制转动盘50将切割材料的另一端转向切割区13从而完成第二次移进。
26.转动盘50上设置有与控制组件40耦接的第四夹合组件51,第四夹合组件51设置在转动盘50的两侧,用于夹合工作台30。在转动盘50转动时第四夹合组件51用于夹合固定工作台30,从而保证工作台30在转动时不会移动。
27.第一夹合组件21、第二夹合组件22、第三夹合组件23和第四夹合组件51都分别包括两相互配合的夹合端,用于从工作台30的两侧将工作台30夹合固定。
28.如图8所示,第四夹合组件51上设置有相对朝向的第一角度传感器511和第二角度传感器512,第三夹合组件23上设置有与第一角度传感器511和第二角度传感器512配合的定位点232;当第一角度传感器511检测到定位点232时,则工作台30的一侧朝向切割区13;当第二角度传感器512检测到定位点232时,则工作台30的另一侧朝向切割区13。第一角度传感器511和第二角度传感器512用于判断工作台30是否转动到位,当第一角度传感器511或第二角度传感器512检测到定位点232时,转动盘50上的轨道能够和切割区13上的轨道对其,从而供工作台30在轨道上移动。
29.根据本实用新型的另一方面,提供一种移动工作台二次定位控制方法。
30.实施例一:
31.st110、一种移动工作台二次定位控制方法,其包括以下过程:
32.控制组件40控制工作台30从等待区14第一次移进进入切割区13,当通过第二位置传感器221检测到工作台30时,则判断工作台30完成第一次移进,并开始第一次切割位于切割区13的工作台30。
33.第二位置传感器221位置的调节包括以下过程:
34.st111、控制组件40预设有第一次移进距离,控制组件40通过设置在第二夹合组件22上的距离传感器222来判断第二夹合组件22和第三夹合组件23之间的距离,从而确定第一次移进距离。
35.st112、当通过距离传感器222检测的距离大于预设的第一次移进距离时,则控制第二夹合组件22靠近第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第
一次移进距离时,则控制第二夹合组件22停止移动。
36.st113、当通过距离传感器222检测的距离小于预设的第一次移进距离时,则控制第二夹合组远离第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第一次移进距离时,则控制第二夹合组件22停止移动。
37.第一次移进包括以下过程:
38.st114、控制组件40判断第四夹合组件51是否松开,当判断第四夹合组件51松开后,则控制工作台30移动。
39.st115、当通过第三位置传感器231检测到工作台30时,则记录工作台30的初始位置。
40.st116、当第二位置传感器221检测到工作台30时,则控制工作台30停止移动,并控制第二夹合组件22、第三夹合组件23和第四夹合组件51将工作台30夹紧,以及记录工作台30的第一次移进距离。
41.st120、当判断第一次切割完成时,则控制工作台30第二次移进。
42.第二次移进包括以下过程:
43.st121、控制组件40判断第一次切割完成时,则控制第二夹合组件22、第三夹合组件23和第四夹合组件51松开。
44.st122、当判断第二夹合组件22、第三夹合组件23和第四夹合组件51松开后,则控制工作台30第二次移进。
45.st123、当通过第一位置传感器211检测到工作台30时,则控制工作台30停止移动,并控制第一夹合组件21、第二夹合组件22和第三夹合组件23将工作台30夹紧,以及记录工作台30的第二次移进距离。
46.st130、当通过第一位置传感器211检测到工作台30时,则判断工作台30完成第二次移进,并开始第二次切割位于切割区13的工作台30。
47.实施例二:
48.st210、一种移动工作台二次定位控制方法,其包括以下过程:
49.控制组件40控制工作台30的一端从等待区14第一次移进进入切割区13,当通过第二位置传感器221检测到工作台30时,则判断工作台30完成第一次移进,并开始第一次切割位于切割区13的工作台30。
50.第二位置传感器221位置的调节包括以下过程:
51.st211、控制组件40预设有第一次移进距离,控制组件40通过设置在第二夹合组件22上的距离传感器222来判断第二夹合组件22和第三夹合组件23之间的距离,从而确定第一次移进距离。
52.st212、当通过距离传感器222检测的距离大于预设的第一次移进距离时,则控制第二夹合组件22靠近第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第一次移进距离时,则控制第二夹合组件22停止移动。
53.st213、当通过距离传感器222检测的距离小于预设的第一次移进距离时,则控制第二夹合组远离第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第一次移进距离时,则控制第二夹合组件22停止移动。
54.第一次移进包括以下过程:
55.st214、控制组件40判断第四夹合组件51是否松开,当判断第四夹合组件51松开后,则控制工作台30移动。
56.st215、当通过第三位置传感器231检测到工作台30时,则记录工作台30的初始位置。
57.st216、当第二位置传感器221检测到工作台30时,则控制工作台30停止移动,并控制第二夹合组件22、第三夹合组件23和第四夹合组件51将工作台30夹紧,以及记录工作台30的第一次移进距离。
58.st220、当判断第一次切割完成时,则控制工作台30回原点。
59.工作台30回原点包括以下过程:
60.st221、当控制组件40判断第一次切割完成时,则控制第二夹合组件22、第三夹合组件23和第四夹合组件51松开。
61.st222、当判断第二夹合组件22、第三夹合组件23和第四夹合组件51松开后,则控制工作台30从切割区13向等待区14移动。
62.st222、当通过第三位置传感器231检测到工作台30时,则判断工作台30完成回原点,并控制第四夹合组件51夹合。
63.st230、当判断工作台30回原点时,则控制转动盘50将工作台30转向。
64.工作台30转向包括以下过程:
65.st231、控制组件40判断第四夹合组件51是否夹合,当判断第四夹合组件51夹合时,则控制转动盘50旋转将工作台30的另一端转向切割区13。
66.st232、当控制组件40通过第一角度传感器511或第二角度传感器512检测到定位点232时,则判断转动盘50完成旋转。
67.st233、当判断转动盘50旋转完成时,则控制第四夹合组件51松开。
68.st240、当判断转向完成时,则控制工作台30的另一端从切割区13移进进入切割区13,当再次通过第二位置传感器221检测到工作台30时,则判断工作台30完成第二次移进,并开始第二次切割位于切割区13的工作台30。
69.第二次移进包括以下过程:
70.st241、控制组件40预设有第二次移进距离,控制组件40通过设置在第二夹合组件22上的距离传感器222来判断第二夹合组件22和第三夹合组件23之间的距离,从而确定第二次移进距离。
71.st242、当通过距离传感器222检测的距离大于预设的第二次移进距离时,则控制第二夹合组件22靠近第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第二次移进距离时,则控制第二夹合组件22停止移动。
72.st243、当通过距离传感器222检测的距离小于预设的第二次移进距离时,则控制第二夹合组远离第三夹合组件23移动,直至距离传感器222检测的距离等于预设的第二次移进距离时,则控制第二夹合组件22停止移动。
73.st244、控制组件40判断第二夹合组件22、第三夹合组件23和第四夹合组件51是否松开,当判断第二夹合组件22和第三夹合组件23松开后,则控制工作台30第二次移进。
74.st245、当通过第三位置传感器231检测到工作台30时,则控制工作台30停止移动,并控制第一夹合组件21、第二夹合组件22和第三夹合组件23将工作台30夹紧,以及记录工
作台30的第二次移进距离。
75.激光切割机将切割区13内的切割材料第一次切割完成后,通过二次前移工作台30可以将超出激光切割机工作区域的切割材料进行二次定位切割,且两次切割能够较好地衔接,或者在完成第一次切割之后将工作台30回原点,通过旋转工作台30再将切割材料的另一端送入切割区13进行切割,通过旋转工作台30能够完成两倍于激光切割机工作面积的切割材料,例如完成区12的长度为2米,切割区13的长度为4米,切割材料为12米,通过第一次切割和第第二次切割能够对切割材料一端起6米范围内的区域进行切割,通过转向模块转向后,再通过第一次切割和第第二次切割能够对切割材料另一端起6米范围内的区域进行切割,且通过旋转工作台30能够完成一些呈中心对称的图案,简化了编程的时间。工作台30回原点还能够通过控制组件40控制回到其预设的装置原点。
76.工作台30的移动通过伺服驱动器和伺服电机系统进行驱动,具体要求为减速机额定输出扭矩ma=250nm,输出转速na=47.8rpm,加速时间t=0.2s,起停不频繁,例如每小时2次,选用低齿隙产品,例如3弧分,ab双出轴,电机型号为bskf602cm90s/tf/br/rh1l/kk,额定输出扭矩ma=295nm,输出转速na=50rpm,速比i=30,使用系数fb=1.75。伺服驱动器选型为mdx61b0022-5a3-4-ot。工作台30最终实现二次移动定位精度为
±
0.02mm,重复定位精
±
0.03mm。
77.控制组件40采用的是欧姆龙sysmac cp1l-m40dr-a系列可编程控制器,cpu单元本体,内置输入24点/输出16点,其电源类型为ac100~240v,50/60hz,输入规格为dc24v,输出规格为继电器输出类型,同时包括高速计数输入及脉冲输出功能。该plc内部辅助继电器8192点,临时存储继电器16点,保持继电器24576点,特殊辅助继电器7168点(只读),8192点(可读/写),数据内存32k字d0-d32767,数据寄存器16点,变址寄存器16点,任务标志32点,跟踪存储器4000字。
78.激光加工的原理是利用激光束与物质相互作用,使工件在光热效应下产生高温熔融和受冲击波抛出,从而实现对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔及微加工等。该技术涉及到光、机、电、材料及检测等多门学科。激光自其诞生之日来,已对人类生活产生了巨大影响。其应用已渗入到人类生活的方方面面,比如监测、检测、制造业、医学、航天等。工程上常用来进行选择性加工,精密加工等。由于激光加工的特殊特点,其发展前景广阔,目前已广泛应用于激光焊接、激光切割、表面改性、激光打标、切削加工,快速成形,激光钻孔和基板划片,半导体处理等。作为一种先进的制造技术,激光加工技术对提高产品质量、劳动生产率、自动化、无污染、减少材料消耗等起到愈来愈重要的作用,对国民经济的发展也起到了很大的推动作用。
79.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1