螺套轴联接的加工工装的制作方法
1.本实用新型涉及一种螺套轴联接的加工工装,属于机械加工治具技术领域。
背景技术:
2.某吊具加工时,为了使得连接结构更可靠,设计了如图1和图2所示的螺套轴联接装置,该螺套联接装置要实现螺纹联接还要通过卡槽限位,卡槽是设计在两根联接螺杆上,一个是t形凸卡,一个是t形凹槽,t形凸卡必须装进t形凹槽内,而且螺套还要旋在两根联接螺杆上,其中,长的t形凸卡联接螺杆只有一根,而短的t形凹槽联接螺杆为易损件,需要经常更换,因此,短的t形凹槽联接螺杆需加工制作多根,采用常规工艺难以保证加工精度和零件之间的互换性。
3.针对该加工难题,本技术的发明人分析出该联接装置的关键点是一对多的联接方式,要保证t形凸卡装进t形凹槽内的同时,螺套能旋在两根联接螺杆上。也就是说两根联接螺杆上的螺纹必须是旋向相同,螺纹的起始角一致,t形卡槽配合后,螺纹能相互对得上,能被螺套同时旋入。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种螺套轴联接的加工工装,以解决t形凸卡联接螺杆和t形凹槽联接螺杆的加工难题。
5.本实用新型解决其技术问题所采用的技术方案是:螺套轴联接的加工工装,包括定位座,定位座上具有呈相对布置的第一平面和第二平面,定位座上设置有贯穿第一平面和第二平面的螺纹通孔;定位座上设置有沿螺纹通孔的径向方向布置的t形通槽,t形通槽长度方向的两端与定位座两侧的外表面相交;定位座上设置有线切割进刀口,线切割进刀口的一端与t形通槽相交,另一端与定位座的外表面相交。
6.进一步的是:t形通槽的本体具有中心对称面,螺纹通孔的轴线位于上述中心对称面所在的平面。
7.进一步的是:以第一平面和第二平面分别对应定位座的左侧面和右侧面、t形通槽长度方向的两端与定位座正面和背面相交作为参考状态;线切割进刀口设于定位座的底表面或者顶表面,线切割进刀口的走向沿螺纹通孔的径向方向设置,t形通槽包括宽槽部和窄槽部,线切割进刀口与t形通槽的相交部位于窄槽部远离宽槽部一端的端面位置。
8.进一步的是:定位座在螺纹通孔的内壁设置有线切割加工停留槽,线切割加工停留槽位于线切割进刀口所在侧的对面侧,线切割加工停留槽为贯穿定位座正面和背面的通槽。线切割加工停留槽形状优选为c形圆弧槽,c形圆弧槽的开口端通过条形槽与螺纹通孔相交。
9.进一步的是:定位座在窄槽部远离宽槽部一端的端面位置设置有观测窗口,观测窗口沿螺纹通孔的径向贯穿定位座的正面和背面。
10.进一步的是:定位座的外轮廓为长方形。
11.本实用新型的有益效果是:实施时,先将t形凸卡联接螺杆和t形凹槽联接螺杆,分别在数控车床上加工完成外圆及外螺纹的加工,控制总长给t形结构留出线切割的余量;然后将定位座压在线切割机床的工作台架上,找正位置,通过内螺纹装上被加工t形凸卡联接螺杆,通过定位座端面和t形通槽确定位置,线切割钼丝从一边进入,切割成t形凸台后,旋出t形凸卡联接螺杆,去调割下部分。同样将t形凹槽联接螺杆旋入辅助工装内,通过定位座端面和t形通槽确定位置,线切割钼丝从一边进入,切割成t形凹槽后,旋出t形凹槽联接螺杆,去调割下部分。先将长螺套安装在t形凸卡联接螺杆上,再将t形凸卡联接螺杆和t形凹槽联接螺杆通过t形卡槽组装在一起,然后旋转螺套进入t形凹槽联接螺杆上,以此检验是否配对成功。其它t形凹槽联接螺杆的加工,重复以上步骤即可。
12.本实用新型根据分析出的关键点,设计出了专用辅助工装,选用线切割加工t形凸卡和t形凹槽,确保实现螺套能旋在两根联接螺杆上。加工两根联接螺杆时,留足线切割的加工余量,都以定位座上的t形通槽和端面定位,加工出相应的t形凸卡和t形凹槽,可以有效保证加工精度和零件之间的互换性。
附图说明
13.图1是本实用新型涉及的螺套轴联接的装配结构剖视图;
14.图2是本实用新型涉及的螺套轴联接的装配爆炸图;
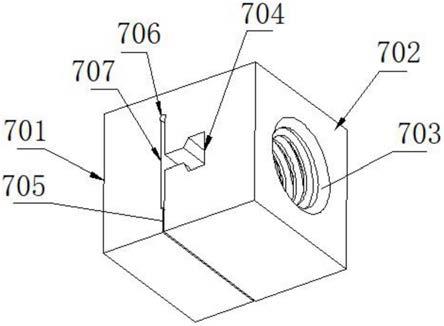
15.图3是本实用新型涉及的辅助工装轴侧图;
16.图4是本实用新型涉及的辅助工装主视图;
17.图5是本实用新型涉及的t形凸卡联接螺杆加工定位图;
18.图6是本实用新型涉及的t形凹槽联接螺杆加工定位图。
19.图中标记为:1-t形凸卡联接螺杆,2-防转螺母,3-螺套(即连接螺母),4-t形凹槽联接螺杆,5-连接销孔,6-t形结构,7-定位座,701-第一平面,702-第二平面,703-螺纹通孔,704-t形通槽,705-线切割进刀口,706-线切割加工停留槽,707-观测窗口。
具体实施方式
20.下面结合附图对本实用新型进一步说明。
21.如图3至图6所示,本实用新型包括定位座7,定位座7上具有呈相对布置的第一平面701和第二平面702,定位座7上设置有贯穿第一平面701和第二平面702的螺纹通孔703;定位座7上设置有沿螺纹通孔703的径向方向布置的t形通槽704,t形通槽704长度方向的两端与定位座7两侧的外表面相交;定位座7上设置有线切割进刀口705,线切割进刀口705的一端与t形通槽704相交,另一端与定位座7的外表面相交。
22.可以理解的是,t形通槽704的截面形状应根据t形凹槽联接螺杆4和t形凸卡联接螺杆1的共面定位面随形设置,t形凹槽联接螺杆4和t形凸卡联接螺杆1之间形成的t形结构6通常相对于联接螺杆的轴线呈轴对称设置,相应地,t形通槽704的本体也应采用对称设计,具体地,t形通槽704的本体具有中心对称面,螺纹通孔703的轴线位于上述中心对称面所在的平面。为便于理解,以图4所示的状态为例,此时t形通槽704的中心对称面为过螺纹通孔703轴线的水平面。
23.为便于缩短走丝行程,以第一平面701和第二平面702分别对应定位座7的左侧面
和右侧面、t形通槽704长度方向的两端与定位座7正面和背面相交作为参考状态;线切割进刀口705设于定位座7的底表面或者顶表面,线切割进刀口705的走向沿螺纹通孔703的径向方向设置,t形通槽704包括宽槽部和窄槽部,线切割进刀口705与t形通槽704的相交部位于窄槽部远离宽槽部一端的端面位置。为减少线切割的回程空走丝,辅助工装还设计了线切割加工的起停点,定位座7在螺纹通孔703的内壁设置有线切割加工停留槽706,线切割加工停留槽706位于线切割进刀口705所在侧的对面侧,线切割加工停留槽706为贯穿定位座7正面和背面的通槽。线切割加工停留槽706形状优选为c形圆弧槽,c形圆弧槽的开口端通过条形槽与螺纹通孔703相交。具体操作如下:如图5、图6所示,当t形结构6切割完成后,线切割钼丝就可停留在线切割加工停留槽706内,加工下一件时,反向走出t形,再加工下一件时,再正向走t形,如此正向、反向交替加工,减少线切割钼丝的空行程,节省加工时间。
24.为便于观测加工状况,定位座7在窄槽部远离宽槽部一端的端面位置设置有观测窗口707,观测窗口707沿螺纹通孔703的径向贯穿定位座7的正面和背面。
25.为便于装夹定位,定位座7的外轮廓为长方形。定位座7的材质可选用45号钢调质处理。
26.实施时,先根据t形凸卡联接螺杆1和t形凹槽联接螺杆4,分别在数控车床上加工完成外圆及外螺纹的加工,控制总长给t形结构6留出线切割的余量;然后将定位座7压在线切割机床的工作台架上,找正位置,如图5所示,通过内螺纹(即螺纹通孔703)装上被加工t形凸卡联接螺杆1,通过夹具端面(第一平面701)和t形通槽704确定位置,线切割钼丝从一边进入,切割成t形凸台后,旋出t形凸卡联接螺杆1,去调割下部分。同样地,如图6所示,将t形凹槽联接螺杆4旋入定位座7内,通过夹具端面(第二平面702)和t形通槽704确定位置,线切割钼丝从一边进入,切割成t形凹槽后,旋出t形凹槽联接螺杆4,去调割下部分。先将螺套3安装在t形凸卡联接螺杆1上,再将t形凸卡联接螺杆和t形凹槽联接螺杆4通过t形卡槽组装在一起,然后旋转螺套3进入t形凹槽联接螺杆4上,以此检验是否配对成功。其它t形凹槽联接螺杆4的加工,重复以上步骤即可。
27.本实用新型解决了螺套轴联接的加工难题,采用线切割工艺,设计专用的辅助工装,通过共用工装的方式,保证了t型凹槽联接螺杆4与t型凸卡联接螺杆1的螺纹同心同步,实现了螺套轴联接一对多的方式。因该实用新型的方案,实施简单,工装也不复杂,降低联接螺杆和工装的加工难度,减少了成本,该实用新型的方案可推广应用于其它类似零件的加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1