一种管件成型加工设备的制作方法
一种管件成型加工设备
【技术领域】
1.本实用新型涉及用于加工管件的设备。
背景技术:
2.在很多的产品上都需要使用管件,管件两端用来连接,为了连接和定位,通常需要在管件的两端分别设置螺纹和定位装置。现有的这种管件在加工成型时,一般都是通过半自动操作,通过需要通过人工送料进行,工作效率不高。
技术实现要素:
3.本实用新型的目的是克服现有技术的不足,提供一种结构简单、能够连续自动加工管件的管件成型加工设备。
4.为了解决上述问题,本实用新型采用以下技术方案:
5.一种管件成型加工设备,其特征在于,包括:机座,所述的机座上设有送料装置、将管件旋转的避缝装置、在管件侧壁上冲孔并翻边的冲压装置、在管件冲出的孔内攻牙的攻牙装置、在管件的管壁上滚压螺纹的滚螺纹装置、将管件从送料装置输送到避缝装置、冲压装置、攻牙装置、滚螺纹装置的输料装置。
6.如上所述的一种管件成型加工设备,其特征在于:所述的输料装置包括设在机座上的输料座、可滑动的设在输料座上的输料台、驱动输料台滑动的输料驱动装置,所述的避缝装置、冲压装置、攻牙装置、滚螺纹装置沿着输料台滑动方向依次设置,所述的输料台上沿着输料台滑动方向设有多个能将管件夹送给各个工位的输料夹件装置,位于端部的输料夹件装置靠近所述的送料装置并将送料装置上的管件夹住。
7.如上所述的一种管件成型加工设备,其特征在于:所述的输料夹件装置包括设在输料台上的输料安装座,所述的输料安装座上铰接有两输料夹臂、驱动输料夹臂绕铰轴转动使两所述的输料夹臂相夹的夹料气缸,所述的输料座可上下滑动地设在所述的机座上,所述的机座上设有能顶推所述的输料座升降的输料升降装置。
8.如上所述的一种管件成型加工设备,其特征在于:所述的避缝装置包括避缝安装板、能向管件滑动地设在避缝安装板上的避缝安装座、能驱动避缝安装座向管件方向移动的滑动驱动装置,所述的避缝安装座上设有能夹住管件端部的转动夹爪、驱动所述的转动夹爪转动的夹爪转动驱动装置。
9.如上所述的一种管件成型加工设备,其特征在于:所述的冲压装置包括设在机座上的冲压模座和凹模座,所述的冲压模座上可竖向移动的设有冲压模、驱动所述的冲压模竖向移动的冲压驱动装置,所述的冲压模上设有冲孔凸模,所述的凹模座可向管件一端滑动地设有在机座上,所述的凹模座上设有能插入到管件内的模块,所述的模块上设有当冲孔凸模在管件上冲孔后供冲孔凸模插入进行翻边的翻边凹模,所述的机座上设有驱动凹模座滑动使模块插入到管件内的凹模座驱动装置,所述的机座上设有加紧管件的夹紧装置。
10.如上所述的一种管件成型加工设备,其特征在于:所述的攻牙装置包括攻牙座、可
竖向移动地设在攻牙座上的攻牙机、驱动攻牙机竖向移动的攻牙驱动装置,所述的机座上靠近攻牙座的一侧设对管件一端定位的第一定位块,所述的机座上与第一定位块相对隔开地设有定位装置,所述的定位装置包括设在机座上的定位安装板、能向第一定位块方向移动的定位滑动座、驱动定位滑动座移动的移动驱动装置、设在滑动座上能夹住管件另一端的定位夹爪。
11.如上所述的一种管件成型加工设备,其特征在于:所述的滚螺纹装置包括可向管件一侧滑动地设在机座上的滚螺纹安装座、驱动滚螺纹安装座滑动的滚螺纹滑动驱动装置,所述的滚螺纹安装座上可转动地设有能插入到管件的一端内的螺纹凸管、能压在管件外壁上的转盘,所述的螺纹凸管上设有螺纹凹槽,所述的转盘上设与有螺纹凹槽向配合压在管件外壁的螺纹凸条,所述的滚螺纹安装座上还设有驱动螺纹凸管和转盘转动的滚螺纹转动驱动装置。
12.如上所述的一种管件成型加工设备,其特征在于:所述的机座上的安装架,所述的安装架设有能向管件的另一端移动的定位架、驱动定位架向管件另一端移动的定位驱动装置,所述的安装架上在所述的管件上方设有供管件定位压靠的定位凹槽,所述的机座上还设有能将管件顶起使管件压靠在定位凹槽内的顶推装置,所述的定位架上设有一端能插入到管件另一端内并能顶推管件向定位架一侧移动的第二定位块。
13.如上所述的一种管件成型加工设备,其特征在于:所述的送料装置包括送料架,所述的送料架上设有向下倾斜延伸并从低到高依次设置的第一送料台阶、第二送料台阶、第三送料台阶,所述的第一送料台阶上设有能顶起第一送料台阶上的管件使管件滚向第二送料台阶的第一顶杆,所述的第二送料台阶上设有顶起第二送料台阶上的管件使管件滚向第三送料台阶的第二顶杆,所述的送料架上设有驱动第一顶杆和第二顶杆上下移动的竖向驱动装置;所述的第三送料台阶上设有对管件定位导向的导料架,所述的导料架上在第三送料台阶的低端一侧设有供管件掉落的落料口、设在落料口下方支撑管件的送料杆,所述的送料杆端部上设有供管件落入的送料槽,所述的导料架上还设有驱动所述的送料杆使管件落入送料槽并向输料装置一侧输送的送料驱动装置。
14.如上所述的一种管件成型加工设备,其特征在于:所述的机座上设有能向管件一侧移动的调节平台、能驱动所述的调节平台向管件移动的调节平台驱动装置,所述的避缝装置和滚螺纹装置设在调节平台上。
15.本实用新型的有益效果有:输料装置给避缝装置、冲压装置、攻牙装置、滚螺纹装置送料,避缝装置驱动管件转动,防止管件的焊缝对着冲压装置,提高成品率,通过冲压装置冲孔翻边后,再通过攻牙装置在孔内攻牙,供定位件螺纹连接;输料装置上有多个输料夹件装置,这样输料夹件装置来回移动就可以在两个工位之间来回,从而实现送料,结构简单,工作效率高。
【附图说明】
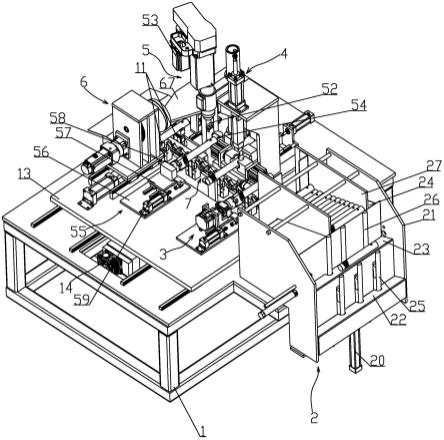
16.图1为本实用新的立体图;
17.图2为本实用新型的输料装置的立体图;
18.图3为本实用新型的避缝装置的立体图;
19.图4为本实用新型的冲压装置的立体图;
20.图5为本实用新型的攻牙装置的立体图;
21.图6为本实用新型的送料装置的立体图;
22.图7为本实用新型的定位架上的部件立体图;
23.图8为本实用新型的攻牙装置的立体图。
【具体实施方式】
24.下面结合附图与具体实施方式对本实用新型作进一步详细描述:
25.如图1至图8所示,一种管件成型加工设备,其特征在于,包括:机座1,机座1上设有送料装置2、将管件旋转的避缝装置3、在管件侧壁上冲孔并翻边的冲压装置4、在管件冲出的孔内攻牙的攻牙装置5、在管件的管壁上滚压螺纹的滚螺纹装置6、将管件从送料装置2输送到避缝装置3、冲压装置4、攻牙装置5、滚螺纹装置6的输料装置7,输料装置7将工件从送料装置2依次输送到避缝装置3、冲压装置4、攻牙装置5、滚螺纹装置6,冲压装置4在靠近工件的一端侧壁上冲孔,并在孔内翻边,攻牙装置5在冲出的孔内攻螺牙,用来连接件、固定件等螺纹连接,滚螺纹装置6在靠近工件的另一端的侧壁上滚压螺纹。
26.输料装置7包括设在机座1上的输料座71、可滑动的设在输料座71上的输料台72、驱动输料台72滑动的输料驱动装置73,输料驱动装置73可以为气缸或者电机等动力装置,为气缸时通过气缸顶推,为电机时可以通过电机带动螺杆来驱动。避缝装置3、冲压装置 4、攻牙装置5、滚螺纹装置6沿着输料台72滑动方向(定义这个方向为横向,垂直与横向的方向定义为纵向)依次设置,管件纵向设置。避缝装置3、冲压装置4、攻牙装置5、滚螺纹装置6沿着横向依次设置并非是指他们在一条直线上。输料台72上沿着输料台72滑动方向设有多个能将管件夹送给各个工位的输料夹件装置74,避缝装置 3、冲压装置4、攻牙装置5、滚螺纹装置6分别为一个工位,位于端部的输料夹件装置74靠近送料装置2并将送料装置2上的管件夹住,输料驱动装置73驱动输料台72横向来回移动,这样来回移动输料夹件装置74横向向前送料,然后复位。输料夹件装置74包括设在输料台72上的输料安装座75,输料安装座75上铰接有两输料夹臂76、驱动输料夹臂76绕铰轴转动使两输料夹臂76相夹的夹料气缸77,夹料气缸77顶推夹臂76绕铰轴转动,使夹臂76另一端相对架紧从而夹住管件。输料座71可上下滑动地设在机座1上,机座1上设有能顶推输料座71升降的输料升降装置78,输料升降装置78为气缸,通过输料升降装置78驱动输料座71升降,从而控制输料夹件装置 74升降,给各个工位上料和退出。
27.避缝装置3包括避缝安装板31、能向管件滑动地设在避缝安装板31上的避缝安装座32、能驱动避缝安装座32向管件方向移动的滑动驱动装置33,滑动驱动装置33可以为驱动气缸,通过气缸顶推或拉动,避缝安装座32上设有能夹住管件端部的转动夹爪35、驱动转动夹爪35转动的夹爪转动驱动装置34,夹爪转动驱动装置34为驱动电机,管件焊接而成,因此在封闭处具有焊缝隙,在机座1上设置光电装置(激光扫描等)追踪到焊缝的位置,然后控制夹爪转动驱动装置34启动,转动管件,可以在机座1上在与转动夹爪35相对隔开设置的地方设置支撑板,用来支撑管件的另一端。
28.冲压装置4包括设在机座1上的冲压模座41和凹模座40,冲压模座41上可竖向移动的设有冲压模42、驱动冲压模42竖向移动的冲压驱动装置48,冲压驱动装置48为气缸,冲压模42上设有冲孔凸模43,凹模座40可向管件一端滑动地设有在机座1上,凹模座40 上设有
能插入到管件内的模块44,模块44上设有当冲孔凸模43在管件上冲孔后供冲孔凸模43插入进行翻边的翻边凹模45,机座1上设有驱动凹模座40滑动使模块44插入到管件内的凹模座驱动装置 46,凹模座驱动装置46可以为气缸,机座1上设有加紧管件的夹紧装置47,夹紧装置47由两个相对隔开设置的气缸组成,气缸的气缸轴上设有凹块,凹块的凹口相对设置,通过气缸顶推凹块,夹住管件,防止管件在冲压是松动,可以在机座1上与凹模座驱动装置46相对隔开的位置设置支撑板,用来支撑管件的另一端。
29.攻牙装置5包括攻牙座51、可竖向移动地设在攻牙座51上的攻牙机52、驱动攻牙机52竖向移动的攻牙驱动装置53,攻牙驱动装置 53可以通过电机来驱动攻牙机52转动,攻牙机52的端部具有攻牙刀(铣刀等),机座1上靠近攻牙座51的一侧设对管件一端定位的第一定位块54,管件的一端由第一定位块54定位支撑,机座1上与第一定位块54相对隔开地设有定位装置55,定位装置55定位管件另一端,定位装置55包括设在机座1上的定位安装板56、能向第一定位块54方向移动的定位滑动座57、驱动定位滑动座57移动的移动驱动装置59、设在滑动座57上能夹住管件另一端的定位夹爪58,移动驱动装置59可以为气缸。
30.滚螺纹装置6包括可向管件一侧滑动地设在机座1上的滚螺纹安装座61、驱动滚螺纹安装座61滑动的滚螺纹滑动驱动装置60,滚螺纹滑动驱动装置60可以为气缸。滚螺纹安装座61上可转动地设有能插入到管件的一端内的螺纹凸管62、能压在管件外壁上的转盘63,螺纹凸管62上设有螺纹凹槽64,转盘63上设与有螺纹凹槽64向配合压在管件外壁的螺纹凸条65,螺纹凸条65为一条螺旋线方向设置的凸条,滚螺纹安装座61上还设有驱动螺纹凸管62和转盘63转动的滚螺纹转动驱动装置66,滚螺纹转动驱动装置66为电机带动减速齿轮组件,通过齿轮组件驱动螺纹凸管62和转盘63。机座1上的安装架10,安装架10上设有能向管件的另一端移动的定位架67、驱动定位架67向管件另一端移动的定位驱动装置69,定位驱动装置69 可以为气缸,安装架10上在管件上方设有供管件定位压靠的定位凹槽68,机座1上还设有能将管件顶起使管件压靠在定位凹槽68内的顶推装置11,顶推装置11可以为气缸,定位架67上设有一端能插入到管件另一端内并能顶推管件向定位架67一侧移动的第二定位块 12,顶推装置11将管件顶紧压靠在定位架67上,滚螺纹滑动驱动装置60和定位驱动装置69启动,使螺纹凸管62和定位架67分别插入到管件的两端,实现定位。
31.送料装置2包括送料架21,送料架21上设有向下倾斜延伸并从低到高依次设置的第一送料台阶22、第二送料台阶23、第三送料台阶24,向下倾斜,这样管件能顶靠在第一送料台阶22、第二送料台阶23的侧壁上,而第三送料台阶24上的料能够自动向下滚送料。第一送料台阶22上设有能顶起第一送料台阶22上的管件使管件滚向第二送料台阶23的第一顶杆25,第二送料台阶23上设有顶起第二送料台阶23上的管件使管件滚向第三送料台阶24的第二顶杆26,送料架21上设有驱动第一顶杆25和第二顶杆26上下移动的竖向驱动装置20,竖向驱动装置20为气缸。第一顶杆25和第二顶杆26的顶端与第一送料台阶22和第二送料台阶23的倾斜方向一致,这样第一顶杆25和第二顶杆26顶起管件时,管件会向前(台阶)送料。第三送料台阶24上设有对管件定位导向的导料架27,管件两端分别靠在导料架27的两个相对侧壁上,导料架27上在第三送料台阶24的低端一侧设有供管件掉落的落料口28、设在落料口28下方支撑管件的送料杆29,送料杆29端部上设有供管件落入的送料槽291,导料架 27上还设有驱动送料杆29使管件落入送料槽291并向输料装置7一侧输送的送料驱动装置30,送料驱动装置30为气缸。
32.机座1上设有能向管件一侧移动的调节平台13、能驱动调节平台13向管件移动的调节平台驱动装置14,避缝装置3和滚螺纹装置 6设在调节平台13上,调节平台驱动装置14为电机带动螺杆,调节平台驱动装置14设置螺母座,调节平台13可以进行长距离的移动,而避缝装置3和滚螺纹装置6可以进行短距离的移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1