一种ZTV6电阻组装机的制作方法
一种ztv6电阻组装机
技术领域
1.本实用新型涉及继电器生产装配技术领域,具体为一种ztv6电阻组装机。
背景技术:
2.继电器是用电系统中最常见也是最重要的器件,能够实现对用户用电的通断控制;使用不同型号的继电器作为电力系统中通断控制器件时,继电器质量的优劣直接影响电力系统的运行状况,传统测试继电器中的电阻装配和测试过程均需要人工参与,这种装配和测试方式降低了生产效率和测试效率。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了一种可以有效解决现有技术中继电器的电阻装配生产过程无法完全做到自动化的问题,实现继电器自动化生产,降低对人力的需求,提高生产效率的ztv6电阻组装机,以解决现有人工装配和测试所带来的技术问题。
5.(二)技术方案
6.为实现以上目的,本实用新型通过以下技术方案予以实现:一种ztv6电阻组装机,包括机架以及设置于所述机架上的回型输送轨道,该ztv6电阻组装机还包括线圈上料组件、至少一个电阻组装组件、电阻检测组件以及下料组件;所述线圈上料组件与下料组件同侧设置于所述回型输送轨道一侧;所述电阻组装组件与所述电阻检测组件设置于所述回型输送轨道另一侧。
7.其中,所述电阻组装组件包括:
8.电阻送料机构,设置于所述机架上,用以将电阻组个分离出的同时对两侧引脚进行折弯成型;
9.电阻抓入工装,设置于所述电阻送料机构前方,用以将所述电阻送料机构上折弯成型的电阻逐个抓取之装配工位;
10.电阻压入机构,设置于所述电阻抓入工装一侧,用以将所述电阻抓入工装抓取过来的电阻压入到继电器厂品中;及
11.电阻夹紧机构,设置于所述电阻抓入工装另一侧,用以将将电阻与继电器进行夹紧。
12.其中,所述电阻送料机构包括组件支撑部件、第一移动部件、第二移动部件、切断整形部件、导料槽元件、料盘部件;所述第一移动部件可移动设置于所述组件支撑部件上;所述第二移动部件可升降设置于所述组件支撑部件上,且与所述第一移动部件相互垂直设置;所述切断整形部件位于所述第二移动部件上方;所述料盘部件与所述组件支撑部件连接;所述导料槽元件与所述料盘部件固定连接。
13.其中,所述第一移动部件包括气缸安装版,气缸安装版上固定设有升降气缸,升降气缸的输出的设有t形移动块;t形移动块的一侧设有第二气缸;所述t形移动块上可滑动设
有移动刮料块;所述第二气缸可驱动所述移动刮料块往复移动;所述第二移动部件包括第二升降气缸;所述第二升降气缸的输出端设有移动座;所述移动座上固定设有第三升降气缸;所述第三升降气缸的输出端设有脱料座;所述移动座顶部设有移动接料块;所述移动座顶部对称设置有第一刀片;所述切断整形部件包括刀片固定座;所述刀片固定座一侧由上至下设有第二刀片、第三刀片、第四刀片,且第二刀片、第三刀片、第四刀片对称设置于刀片固定座上;所述刀片固定座上设有压料座。
14.其中,所述电阻抓入工装包括电阻抓入支撑部件、旋转部件、抓取部件、第一动力源;所述第一动力源可转动设置于所述支撑部件上;所述旋转部件可转动安装在所述电阻抓入支撑部件上,所述第一动力源可驱动所述旋转部件来回往复摆动;所述抓取部件可移动的设置于所述旋转部件上。
15.其中,所述第一动力源为气缸;所述旋转部件包括轴承,所述轴承上固定设有开设有矩形贯穿滑漕的旋转座;所述旋转座一侧安装有接头连接块;所述抓取部件包括抓取升降气缸;所述抓取升降气缸的输出端连接有抓取浮动块;所述抓取浮动块一端设有手指气缸安装座;所述手指气缸安装座上设有手指气缸;所述电阻抓入支撑部件上呈90
°
夹角设有第一限位部件和第二纤维部件。
16.其中,所述电阻压入机构包括电阻压入支架、定位夹紧机构、压料机构;所述定位夹紧机构可移动设置于所述电阻压入支架上;所述压料机构与所述定位夹紧机构相互垂直设置。
17.其中,所述定位夹紧机构包括定位夹紧气缸;该定位夹紧气缸的输出端设有夹紧安装板;所述夹紧安装板一侧安装有f形定位叉,另一侧安装有夹紧手指气缸;所述夹紧安装板上安装有z形承接块。
18.其中,所述电阻夹紧机构包括电阻夹紧支架;所述电阻夹紧支架顶部设有第一定位机构,第一定位机构上固定设有压紧机构;所述压紧机构包括压紧支架;压紧支架顶部设有压紧气缸;压紧气缸输出端设有y形导向座。
19.其中,所述电阻检测组件包括电阻检测支架、抬升机构、测试机构;所述抬升机构与测试机构均可移动设置于所述电阻检测支架上,且测试机构位于所述抬升机构上方。
20.(三)有益效果
21.本实用新型提供了一种ztv6电阻组装机。具备以下有益效果:
22.1)本实用新型通过回型输送轨道、线圈上料组件、电阻组装组件、电阻检测组件、下料组件以及现有的plc控制器等设备配合作用,实现自动化线圈上料,自动化电阻上料,自动化电阻装配,自动化检测,从而有效的解决了人工装配和人工检测所造成的问题,保证了生产质量,减少了生产工作时间从而提高生产效率;
23.2)本实用新型通过采用线圈上料组件自动上料配合回型输送轨道实现运输,整个过程合理分配了生产节拍,使整线的运行效率提升,避免个别工序因生产效率高于其他工序,而产生满料等待的情况发生;
24.3)本实用新型将电阻上料、电阻装配以及电阻加紧集合在一个工位上完成,完成后在通过电阻检测组件对成品进行品质检测,整个生产线的自动化程度高,大幅度的提升了生产效率,有利于批量生产以及全检,保证了产品的质量。
附图说明
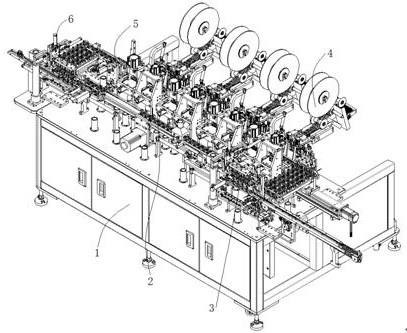
25.图1为本实用新型整体的结构示意图;
26.图2为本实用新型电阻组装组件整体的结构示意图;
27.图3为本实用新型电阻送料机构整体的结构示意图;
28.图4为本实用新型电阻抓入工装整体的结构示意图;
29.图5为本实用新型电阻压入机构整体的结构示意图;
30.图6为本实用新型电阻夹紧机构整体的结构示意图;
31.图7为本实用新型电阻检测组件整体的结构示意图;
32.图8为本实用新型回型输送轨道整体的结构示意图。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.请参阅图1-4,本实用新型实施例提供一种ztv6电阻组装机,包括通常可以由诸如钢、铝等金属材料制成机架1以及设置于所述机架上的用于来回重复运载产品治具的回型输送轨道2,该ztv6电阻组装机还包括线圈上料组件3、电阻组装组件4、电阻检测组件5以及下料组件6;所述线圈上料组件3与下料组件6同侧设置于所述回型输送轨道2一侧;所述电阻组装组件4与所述电阻检测组件5设置于所述回型输送轨道2另一侧。在本实施例中,待组装的产品先由线圈上料组件3将其搬运至回型输送轨道2中的治具上,让后回型输送轨道2将其运载至电阻组装组件4进行电阻的组装生产,为了进一步加快组装生产效率,本实施例中采用阵列一次设置4组电阻组装组件4,以提高单位时间内的生产效率,当然在其它情况下可以阵列设置不同组份,此处不做具体限定,组装好的继电器产品在通过电阻检测组件5进行检测,最后在由下料组件6根据电阻检测组件5检测的结构进行快速分类输出,整个生产过程通过回型输送轨道2、线圈上料组件3、电阻组装组件4、电阻检测组件5、下料组件6以及现有的plc控制器等设备配合作用,实现自动化线圈上料,自动化电阻上料,自动化电阻装配,自动化检测,从而有效的解决了人工装配和人工检测所造成的问题,保证了生产质量,减少了生产工作时间从而提高生产效率。
35.在上述实施例基础上,所述电阻组装组件4包括:电阻送料机构41、电阻抓入工装42、电阻压入机构43、电阻夹紧机构44。其中,电阻送料机构设置于所述机架1上,用以将电阻组个分离出的同时对两侧引脚进行折弯成型;电阻抓入工装42设置于所述电阻送料机构41前方,用以将所述电阻送料机构41上折弯成型的电阻逐个抓取之装配工位;电阻压入机构43设置于所述电阻抓入工装42一侧,用以将所述电阻抓入工装42抓取过来的电阻压入到继电器厂品中;电阻夹紧机构44设置于所述电阻抓入工装42另一侧,用以将将电阻与继电器进行夹紧。通过采用上述技术方案,本实施例将电阻上料、电阻装配以及电阻加紧集合在一个工位上完成,完成后在通过电阻检测组件对成品进行品质检测,整个生产线的自动化程度高,大幅度的提升了生产效率,有利于批量生产以及全检,保证了产品的质量。
36.在上述实施例基础上,所述电阻送料机构41包括组件支撑部件411、第一移动部件
412、第二移动部件413、切断整形部件414、导料槽元件415、料盘部件416;所述第一移动部件412可移动设置于所述组件支撑部件411上;所述第二移动部件413可升降设置于所述组件支撑部件411上,且与所述第一移动部件412相互垂直设置;所述切断整形部件414位于所述第二移动部件413上方;所述料盘部件416与所述组件支撑部件411连接;所述导料槽元件415与所述料盘部件416固定连接。
37.在上述实施例基础上,所述第一移动部件412包括气缸安装版4121,气缸安装版4121上固定设有升降气缸4122,升降气缸4122的输出的设有t形移动块4123;t形移动块4123的一侧设有第二气缸4124;所述t形移动块4123上可滑动设有移动刮料块4125;所述第二气缸4124可驱动所述移动刮料块4125往复移动;所述第二移动部件413包括第二升降气缸4131;所述第二升降气缸4131的输出端设有移动座4132;所述移动座4132上固定设有第三升降气缸4133;所述第三升降气缸4133的输出端设有脱料座4134;所述移动座4132顶部设有移动接料块4135;所述移动座4132顶部对称设置有第一刀片4136;所述切断整形部件414包括刀片固定座4141;所述刀片固定座4141一侧由上至下设有第二刀片4142、第三刀片4143、第四刀片4144,且第二刀片4142、第三刀片4143、第四刀片4144对称设置于刀片固定座4141上;所述刀片固定座4141上设有压料座4145。
38.在上述实施例基础上,所述电阻抓入工装42包括电阻抓入支撑部件421、旋转部件422、抓取部件423、第一动力源424;所述第一动力源424可转动设置于所述支撑部件421上;所述旋转部件422可转动安装在所述电阻抓入支撑部件421上,所述第一动力源424可驱动所述旋转部件422来回往复摆动;所述抓取部件423可移动的设置于所述旋转部件422上。
39.在上述实施例基础上,所述第一动力源424为气缸;所述旋转部件422包括轴承4221,所述轴承4221上固定设有开设有矩形贯穿滑漕的旋转座4222;所述旋转座4222一侧安装有接头连接块4223;所述抓取部件423包括抓取升降气缸4231;所述抓取升降气缸4231的输出端连接有抓取浮动块4232;所述抓取浮动块4232一端设有手指气缸安装座4233;所述手指气缸安装座4233上设有手指气缸4234;所述电阻抓入支撑部件421上呈90
°
夹角设有第一限位部件和第二纤维部件。
40.在上述实施例基础上,所述电阻压入机构43包括电阻压入支架431、定位夹紧机构432、压料机构433;所述定位夹紧机构432可移动设置于所述电阻压入支架431上;所述压料机构433与所述定位夹紧机构432相互垂直设置。
41.在上述实施例基础上,所述定位夹紧机构432包括定位夹紧气缸4321;该定位夹紧气缸4321的输出端设有夹紧安装板4322;所述夹紧安装板4322一侧安装有f形定位叉4323,另一侧安装有夹紧手指气缸4324;所述夹紧安装板4322上安装有z形承接块4325。
42.在上述实施例基础上,所述电阻夹紧机构44包括电阻夹紧支架441;所述电阻夹紧支架441顶部设有第一定位机构442,第一定位机构442上固定设有压紧机构443;所述压紧机构443包括压紧支架;压紧支架顶部设有压紧气缸;压紧气缸输出端设有y形导向座。
43.在上述实施例基础上,所述电阻检测组件5包括电阻检测支架51、抬升机构52、测试机构53;所述抬升机构52与测试机构53均可移动设置于所述电阻检测支架51上,且测试机构53位于所述抬升机构52上方。
44.综上所述,实现自动化线圈上料,自动化电阻上料,自动化电阻装配,自动化检测,从而有效的解决了人工装配和人工检测所造成的问题,保证了生产质量,减少了生产工作
时间从而提高生产效率。
45.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
46.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1